


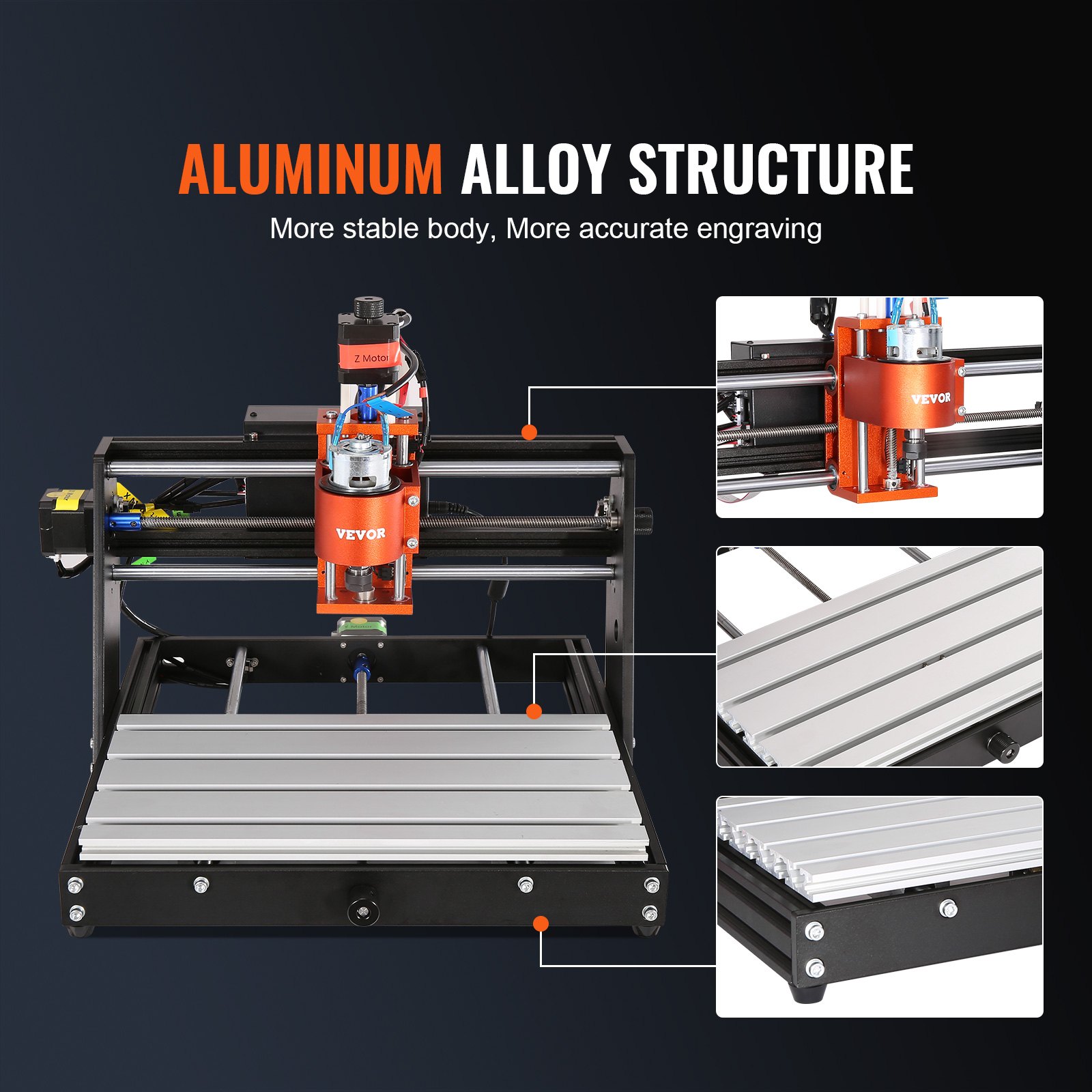


Deblocați întregul potențial al dvs. Mașină de router CNC VEVOR cu manualul nostru cuprinzător al produsului. Proiectat special pentru setul de frezat pentru sculptură în lemn de 60 W, 3 axe GRBL Control, acest manual acoperă tot ce trebuie să știți pentru o configurare eficientă, optimizare și depanare. Cu o suprafață de lucru de 300 x 200 x 60 mm (11.8 x 7.87 x 2.36 inchi) și o viteză de 1200 RPM, acest manual vă asigură că puteți lucra cu precizie pe materiale precum lemn, acril, MDF, PVC, plastic, spumă și vinil.
Acest ghid detaliat vă prezintă instrucțiuni pas cu pas pentru asamblarea și configurarea mașinii de frezat CNC. Include sfaturi pentru optimizarea performanței și sfaturi complete de depanare pentru a rezolva problemele. Designul ușor de utilizat al manualului asigură că până și începătorii pot naviga cu ușurință prin procesul de configurare. În același timp, utilizatorii avansați vor găsi informații valoroase pentru îmbunătățirea capacităților mașinii lor.
Cu diagrame clare, explicații detaliate și sfaturi practice, manualul nostru de produs este o resursă indispensabilă pentru oricine caută să profite la maximum de mașina lor de router CNC VEVOR. Descărcați-l acum pentru a vă asigura că mașina dumneavoastră funcționează fără probleme și eficient, maximizând investiția și îmbunătățind proiectele dvs. de crafting.
Manual de utilizare a mașinii de frezat CNC
MODEL: S3020
Instrucțiuni de siguranță importante
avertizarePentru a reduce riscul de arsuri, electrocutări sau vătămări corporale!
ASPECTE NECESARE ATENȚIE
avertizare
- Vă rugăm să purtați ochelari de protecție atunci când utilizați mașina. În cazul în care vă dor ochii.
- Înainte de a înlocui unealta, deconectați alimentarea cu energie a mașinii pentru a evita accidentele.
- Deconectați priza atunci când nu este utilizată, înainte de a înlocui piese și de a efectua lucrări de întreținere a mașinii.
- Deconectați-l la asamblarea și dezasamblarea unității.
- Este necesară supravegherea atentă atunci când orice aparat este utilizat lângă copii.
- Nu forțați unitatea să funcționeze cu o presiune excesivă pentru a evita blocarea mașinii de frezat CNC.
- Nu scufundați firele sau mașinile în apă, deoarece pot provoca electrocutare.
- Acest aparat nu este destinat utilizării de către persoane (inclusiv copii) cu capacități fizice, senzoriale sau mentale reduse sau cu lipsă de experiență și cunoștințe, cu excepția cazului în care acestea au fost supravegheate sau instruite cu privire la utilizarea aparatului de către o persoană responsabilă pentru siguranța lor.
- Copiii trebuie supravegheați pentru a se asigura că nu se joacă cu aparatul.
- Dacă cablul de alimentare sau ștecherul sunt deteriorate, acestea trebuie înlocuite de producător, de agentul său de service sau de persoane cu calificare similară pentru a evita un pericol. Sau nu utilizați acest aparat. Vă rugăm să îl returnați la magazin pentru service sau reparații efectuate de un tehnician profesionist.
PĂSTRAȚI ACESTE INSTRUCȚIUNI
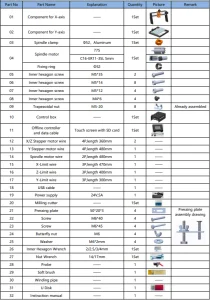
Listă de piese pentru mașini de router CNC
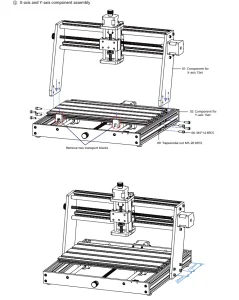
Asamblarea mașinii de router CNC
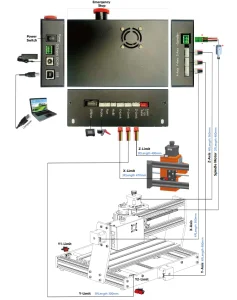
Instrucțiuni pentru porturile de pe cutia de control
Software pentru lumânări
Candle este o aplicație GUI pentru mașini CNC bazate pe GRBL cu un vizualizator G-Code. Este un software open-source potrivit pentru prelucrarea mașinilor-unelte CNC. Candle acceptă procesarea fișierelor G-code și funcții de afișare vizuală:
- Controlul mașinii CNC bazate pe GRBL prin comenzi din consolă, butoane din formular și tastatura numerică.
- Monitorizarea stării mașinii CNC.
- Încărcați, editați, salvați și trimiteți fișiere G-code către mașina CNC.
- Vizualizarea fișierelor G-code.
Statele
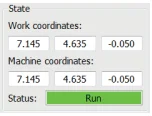
Coordonatele de lucru:
Reprezintă coordonatele locale X, Y și Z curente ale CNC.
Coordonatele mașinii:
Reprezintă coordonatele absolute X, Y și Z curente ale mașinii.
Una dintre următoarele stări CNC:
- Inactiv – se așteaptă o comandă G-code Rulare – rulează o comandă G-code
- Acasă – ciclul de orientare se execută
- Verificare – Modul de verificare a comenzii G-code este activat
- Menținere – întreruptă de o comandă „!”, trebuie repornită de o comandă „~”
- Alarmă – CNC nu știe unde se află și blochează toate comenzile G-code
Mod de control:

Software folosind pași
Instalați driverul
Pentru prima utilizare, conectați dispozitivul la computer prin cablu USB și faceți clic pe fișierul CH341SER.exe din folderul driverului pentru a instala driverul.
În circumstanțe normale, sistemul Win10 va identifica și instala automat driverul. Pentru sistemele Win7 și Win8, vă rugăm să îl instalați manual.
Setați portul și conexiunea.
După instalarea driverului, deschideți managerul de dispozitive al computerului și faceți clic pe opțiunea de port pentru a vedea conținutul din caseta roșie de pe ecranul prezentat în figura de mai jos (informațiile despre port sunt între paranteze).
Rețineți informațiile despre port solicitate mai sus, comutați la interfața software-ului Candle și faceți clic pe opțiunea „Setări” din colțul din stânga sus.
Selectarea setării va afișa fereastra de setări. Sub „Conexiune”, selectați numele portului solicitat, selectați rata de transfer 115200, apoi faceți clic pe „OK” pentru a finaliza setările.

Conexiune completă
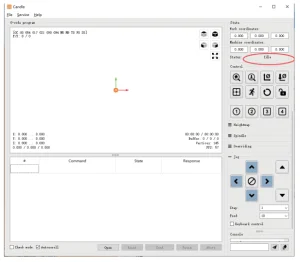
După setarea portului și a ratei de transfer, faceți clic pe Finish (Finalizare). Bara de stare din partea dreaptă sus a interfeței Candle va afișa Idle (Inactivitate). În același timp, consola din partea dreaptă jos va afișa informațiile de mai jos, indicând faptul că conexiunea a fost stabilită cu succes.
Prelucrarea documentelor
Faceți clic pe opțiunea „Fișier” din partea de sus a lumânării, apoi faceți clic pe „Nou” pentru a crea un fișier G-code. În bara de comenzi din partea de jos a interfeței, faceți clic pe „Deschidere” pentru a selecta un fișier G-code de importat. După import, în mijlocul interfeței va fi afișat un grafic vizual compus din traiectoriile sculelor (poziția graficului în formă de stilou din grafic este poziția curentă a sculei).
Țineți apăsat butonul stâng al mouse-ului în fereastra de vizualizare pentru a roti graficul și butonul drept pentru a-l muta. Grafică, derulând rotița din mijloc puteți mări sau micșora grafica. În același timp, conținutul codului G va fi afișat în bara de comenzi inferioară.
Mașina va rula una câte una în timpul procesării, conform comenzilor G-Code.

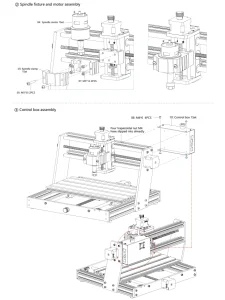
Dispozitiv de fixare, instalare scule și setare origine coordonatelor de lucru
Dispozitivul de fixare din kitul produsului nu este asamblat. Există patru seturi în total. Aspectul și utilizarea dispozitivului de fixare asamblat sunt prezentate în figurile corecte. Înainte de a rula programul în cod G, trebuie să găsiți poziția figurii gravate în raport cu placa de gravare generală.
Grafica vizuală prezintă un sistem de coordonate cu trei axe. Originea sistemului de coordonate cu trei axe este punctul de setare al sculei în grafica de procesare propriu-zisă. Puteți deplasa scula pentru a determina poziția graficei de gravare față de placa de gravare generală, pe baza poziției acestei origini. Figura de gravare din figura de mai jos este luată ca exemplu.

După ce poziția selectată a sculei este pornită, axele X/Y și Z sunt resetate la zero (butoanele de aducere la zero a axelor X/Y și Z).
Înainte de a reveni la zero, asigurați-vă că scula se apropie de distanța unei coli de hârtie pentru gravare, apoi readuceți axele X/Y și Z la zero (vă rugăm să folosiți un cuțit ascuțit cu fund plat la gravare și o freză cilindrică la prelucrarea planurilor, canelurilor și găurilor). Efectul este că figura sculptată va fi cioplită cu vârful lamei ca origine.
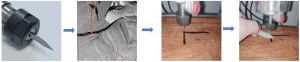
Pinsa ER11 de pe motorul axului trebuie fixată mai întâi în capul fix și apoi fixată la locul ei. Vă rugăm să nu supraîntindeți pinsa la instalarea frezei, așa cum se arată în prima figură de mai jos.
Începeți sculptura
După ce ați găsit poziția de gravare, faceți clic pe butonul de trimitere de mai jos, iar dispozitivul va începe automat gravarea. Bara de stare din dreapta sus arată că acesta funcționează. Fereastra de vizualizare arată că scula se mișcă de-a lungul traiectoriei sculei.
În timpul gravării, puteți alege butoanele de pauză și oprire de mai jos. (După pauză, faceți clic din nou pentru a continua sculptura anterioară. După terminare, faceți clic pe Trimitere pentru a începe procesarea de la început.)
Procesare terminată
După procesare, fereastra de vizualizare anunță finalizarea gravurii și timpul necesar pentru sculptură.

Controler offline (Opțional)
notițeControlerul offline și computerul nu se pot conecta simultan la mașina de gravat. Asigurați-vă că mașina și cablul USB al computerului sunt deconectate atunci când utilizați controlerul offline.
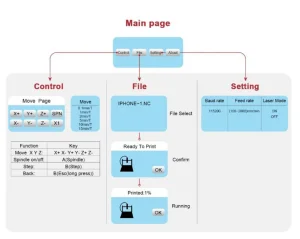
pagina principală
Y-: dreapta Y+: stânga Z+: Trimite $X pe placa de bază GRBL pentru a o debloca.
OK/SPN: butonul de confirmare.
Pagina de control
Mutați manual fiecare axă în poziția dorită. X+: Axa x se mișcă în direcția corectă, iar X- se mișcă în direcția opusă. Y+: Axa Y se mișcă înainte, Y în direcția opusă. Z+: Axa Z se mișcă în sus, Z în direcția opusă.
OK/SPN: Comutator de testare a axului, apăsați pentru a deschide axul (corespunzător SPN-ului gri de pe ecran), apăsați din nou pentru a închide axul (SPN-ul corespunzător de pe ecran revine la normal). Apăsați lung pentru a accesa pagina de modificare a vitezei axului.
Pe această pagină, Y+/Y reprezintă viteza maximă/minimă a axului. Apăsați lung OK/SPN pentru a ieși din pagina de modificare a vitezei axului.
Ieșire/STP:
Funcția 1: Atingeți butonul fiecărei axe a axei XYZ pentru a modifica distanța de mișcare cu 0.1, 1, 5, 10 cicluri de fiecare dată.
Funcția 2: Apăsați și țineți apăsat timp de aproximativ 2 secunde pentru a ieși.
Pagina de fișier
Listă de fișiere Selectați fișierul care va fi gravat. Documentele suport includ: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC. Y+: sus, Y-: jos
OK/SPN: Confirmați selecția și intrați în pagina de gravare de confirmare.
Confirmați pagina de gravare
Confirmați că fișierul de gravare pornește fără erori.
OK/SPN: Confirmarea începe, mesajul „gata de imprimare” devine procentul de afișare a progresului, pagina de selectare a fișierului este returnată după finalizarea gravării.
Pagina de setări:
X+/ X-: Modificare rată baud; Y+/Y-: Modificare rată avans cu ±100/clic; Z+/Z-: Modificare rată avans cu ±10/clic; OK/SPN: Modificare mod laser activat/dezactivat
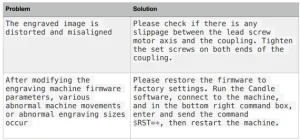
Restaurați setările din fabrică
Dacă mișcarea mecanică a mașinii este lină, dar mișcarea de gravare pare blocată sau motorul pas cu pas nu se mișcă, vă rugăm să încercați să restaurați setările din fabrică ale plăcii de bază.
Metodă: Rulați software-ul Candle, trimiteți comanda $RST=* către mașină și reporniți mașina.
Ghid de reparare a mașinii de frezat CNC

Recomandat pentru proiectul dvs
Mașină de router CNC VEVOR, 60W, Manual de control GRBL cu 3 axe




Recenzii
Nu există comentarii încă.