


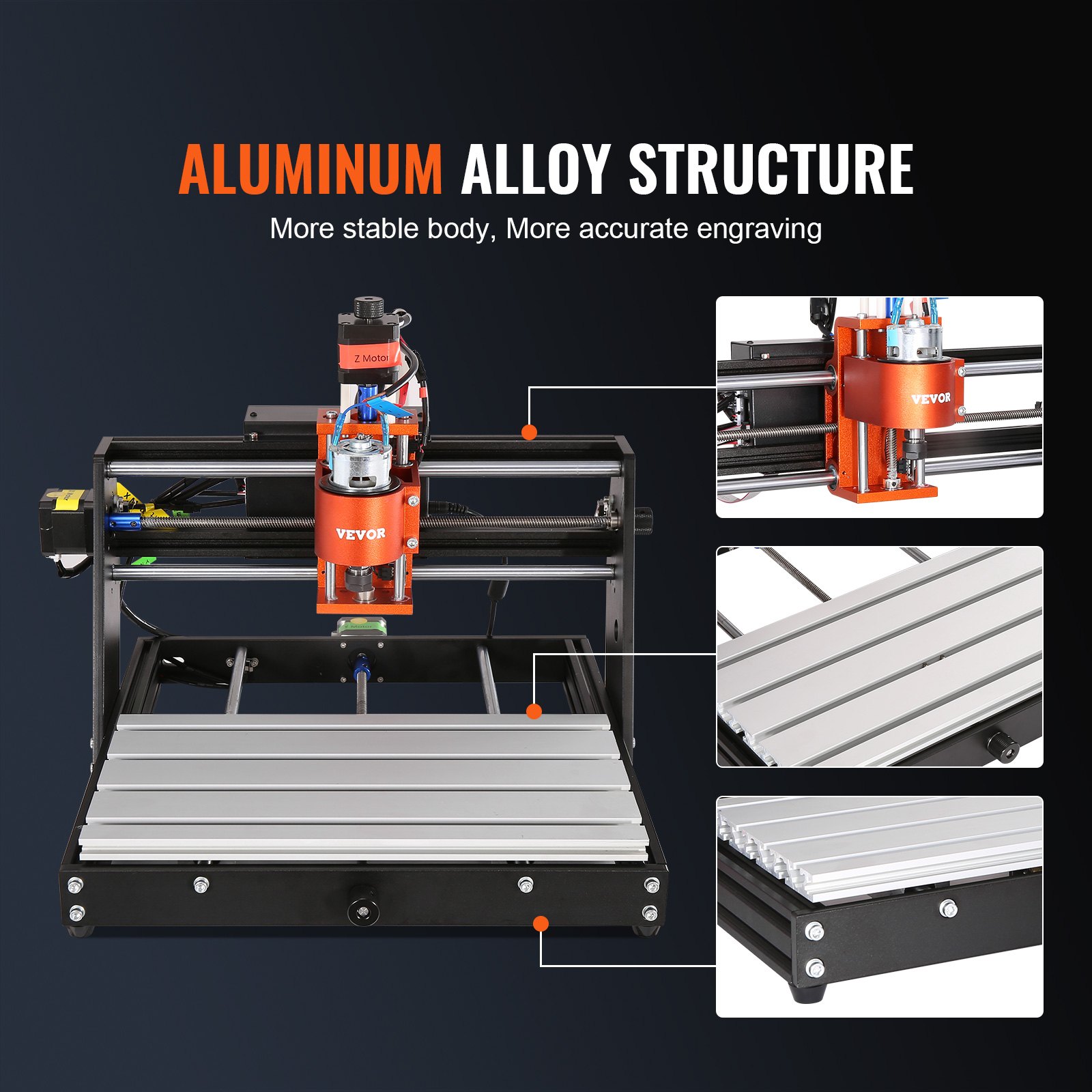


Nyissa ki a teljes potenciálját VEVOR CNC router gép átfogó termékismertetőnkkel. Kifejezetten a 60 W-os, 3 tengelyes GRBL Control Fagravírozó Marógép-készlethez készült, ez a kézikönyv mindent tartalmaz, amit a hatékony beállításhoz, optimalizáláshoz és hibaelhárításhoz tudnia kell. A 300 x 200 x 60 mm-es (11.8 x 7.87 x 2.36 hüvelykes) munkaterülettel és 1200 ford./perc sebességgel ez a kézikönyv biztosítja, hogy precízen dolgozzon olyan anyagokon, mint a fa, akril, MDF, PVC, műanyag, hab és bakelit.
Ez a részletes útmutató lépésről lépésre végigvezeti Önt CNC marógépe összeszerelésén és konfigurálásán. Tippeket tartalmaz a teljesítmény optimalizálásához, valamint átfogó hibaelhárítási tanácsokat a problémák megoldásához. A kézikönyv felhasználóbarát kialakítása biztosítja, hogy még a kezdők is könnyen eligazodhassanak a beállítási folyamatban. Ugyanakkor a haladó felhasználók értékes betekintést nyerhetnek gépük képességeinek fejlesztésébe.
Világos diagramokkal, részletes magyarázatokkal és gyakorlati tippekkel termékkézikönyvünk nélkülözhetetlen forrást jelent mindazok számára, akik a legtöbbet szeretnék kihozni VEVOR CNC útválasztó gépükből. Töltse le most, hogy biztosítsa gépe zökkenőmentes és hatékony működését, maximalizálja befektetéseit és javítsa a kivitelezési projektjeit.
CNC marógép felhasználói kézikönyv
MODELL: S3020
Fontos biztonsági utasítások
figyelmeztetés: Az égési sérülések, áramütések vagy személyi sérülések kockázatának csökkentése érdekében!
FIGYELEMRE VONATKOZÓ KÉRDÉSEK
figyelmeztetés
- A gép használatakor viseljen védőszemüveget. Ha fáj a szeme.
- A szerszám cseréje előtt kérjük, húzza ki a gép tápellátását a balesetek elkerülése érdekében.
- Használaton kívül, alkatrészek cseréje és karbantartás előtt húzza ki a konnektort a gépből.
- Az egység össze- és szétszerelésekor húzza ki a konnektorból.
- Szoros felügyelet szükséges, ha bármilyen készüléket gyermekek közelében használnak.
- Ne erőltesse a gépet túlzott nyomással, hogy elkerülje a CNC marógép elakadását.
- Ne merítsen vezetékeket vagy gépeket vízbe, mert áramütést okozhat.
- Ezt a készüléket nem használhatják csökkent fizikai, érzékszervi vagy mentális képességekkel rendelkező személyek (beleértve a gyermekeket is), vagy nem rendelkeznek tapasztalattal és tudással, kivéve, ha a biztonságukért felelős személy felügyeli őket, vagy nem utasította őket a készülék használatára vonatkozóan.
- A gyermekeket felügyelni kell annak biztosítására, hogy ne játsszanak a készülékkel.
- Ha a tápkábel vagy a csatlakozódugó sérült, azt a gyártónak, annak szervizképviselőjének vagy hasonlóan képzett személynek kell kicserélnie a veszély elkerülése érdekében. Vagy ne üzemeltesse a készüléket. Kérjük, vigye vissza az üzletbe szervizelésre vagy javításra egy szakképzett szervizes által.
Mentse el ezeket az utasításokat
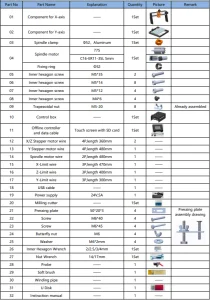
CNC router alkatrészlista
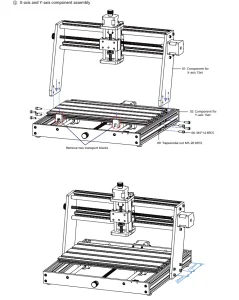
CNC útválasztó gép összeszerelése
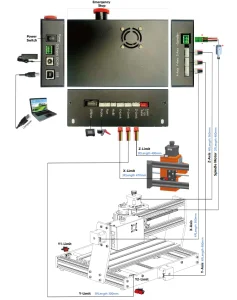
Útmutató a vezérlődoboz portjaihoz
Gyertya szoftver
A Candle egy grafikus felhasználói felületű alkalmazás GRBL-alapú CNC gépekhez, G-kód vizualizátorral. Ez egy nyílt forráskódú szoftver, amely alkalmas CNC szerszámgépek megmunkálására. A Candle támogatja a G-kód fájlfeldolgozást és a vizuális megjelenítési funkciókat:
- A GRBL-alapú CNC gép vezérlése konzolparancsokkal, az űrlapon található gombokkal és a numerikus billentyűzettel.
- A CNC gép állapotának figyelése.
- G-kód fájlok betöltése, szerkesztése, mentése és küldése a CNC gépre.
- G-kód fájlok vizualizálása.
Államok
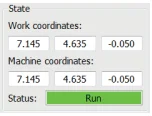
Munka koordinátái:
A CNC aktuális X, Y és Z helyi koordinátáit jelenti.
A gép koordinátái:
Az aktuális X, Y és Z abszolút gépkoordinátákat jelöli.
Az alábbi CNC állapotok egyike:
- Tétlen – G-kód parancsra vár Futás – G-kód parancs futtatása
- Kezdőlap – homing ciklus fut
- Ellenőrzés – A G-kód parancsellenőrzési mód be van kapcsolva
- Tartás – „!” paranccsal szüneteltetve, „~” paranccsal kell újraindítani
- Riasztás – A CNC nem tudja, hol van, és blokkolja az összes G-kód parancsot
Vezérlés

Szoftver lépések segítségével
Telepítse az illesztőprogramot
Első használatkor csatlakoztassa az eszközt a számítógéphez USB-kábellel, és kattintson a CH341SER.exe fájlra az illesztőprogram mappájában a telepítéshez.
Normál körülmények között a Win10 rendszer automatikusan azonosítja és telepíti az illesztőprogramot. Win7 és Win8 rendszerek esetén kérjük, telepítse manuálisan.
Állítsa be a portot és a kapcsolatot.
Az illesztőprogram telepítése után nyissa meg a számítógép eszközkezelőjét, és kattintson a port opcióra, hogy lássa a piros mezőben lévő tartalmat az alábbi ábrán látható képernyőn (a port adatai zárójelben vannak).
Ne feledkezzünk meg a fent lekérdezett portinformációkról, váltsunk a Candle szoftverfelületére, és kattintsunk a bal felső sarokban található „Beállítások” opcióra.
A beállítás kiválasztása után megjelenik a beállítások ablaka. A „Kapcsolat” alatt válassza ki a lekérdezett port nevét, válassza ki a 115200 baud sebességet, majd kattintson az „OK” gombra a beállítások befejezéséhez.

Teljes kapcsolat
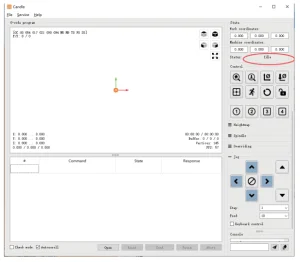
A port és az adatátviteli sebesség beállítása után kattintson a Befejezés gombra. A Candle felületének jobb felső sarkában található állapotsoron az Idle felirat jelenik meg. Ugyanakkor a jobb alsó sarkában található konzolon az alábbi információk jelennek meg, amelyek jelzik, hogy a kapcsolat sikeresen létrejött.
Dokumentumok feldolgozása
Kattintson a gyertya tetején található „Fájl” opcióra, majd az „Új” gombra a G-kód létrehozásához. A felület alján található parancssávon kattintson a „Megnyitás” gombra az importálni kívánt G-kód fájl kiválasztásához. Az importálás után a felület közepén egy vizuális grafikon jelenik meg, amely szerszámpályákból áll (a grafikonon a toll alakú grafikon helyzete a szerszám aktuális pozíciója).
A grafikon forgatásához tartsa lenyomva a bal egérgombot a vizualizációs ablakban, a mozgatáshoz pedig a jobb gombbal. Grafikák esetén a középső görgővel nagyíthatja és kicsinyítheti a grafikát. Ugyanakkor a G-kód tartalma megjelenik az alsó parancssorban.
A gép a feldolgozás során egyesével fog futni a G-kód parancsoknak megfelelően.

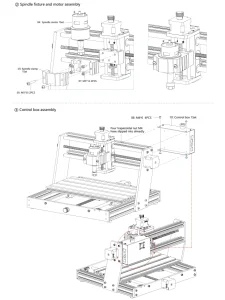
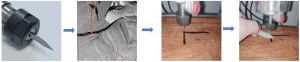
Rögzítőelem, szerszámbeszerelés és a munkakoordináta-origó beállítása
A termékkészletben található rögzítőelem nincs összeszerelve. Összesen négy készlet van. Az összeszerelt rögzítőelem megjelenése és használata a megfelelő ábrákon látható. A G-kód program futtatása előtt meg kell találni a gravírozott ábra helyzetét a teljes gravírozólemezhez képest.
A vizuális grafikán egy háromtengelyes koordinátarendszer látható. A háromtengelyes koordinátarendszer origója a tényleges feldolgozási grafika szerszámbeállítási pontja. A szerszám mozgatásával meghatározhatja a gravírozott grafika helyzetét a teljes gravírozólemezhez képest, ezen origó helyzete alapján. Az alábbi ábrán látható gravírozott ábra példaként szolgál.

A kiválasztott szerszámpozíció elindítása után az X/Y és Z tengelyek nullára állnak vissza (az X/Y és Z tengelyek nullázása gombok).
Mielőtt visszaállítaná a nullpontot, győződjön meg arról, hogy a szerszám egy papírlap távolságra van a gravírozáshoz, majd állítsa vissza az X/Y és Z tengelyeket nullára (gravírozáshoz lapos aljú, éles kést, síkok, hornyok és furatok megmunkálásához pedig hengeres marót használjon). Ennek eredményeként a megformált alakzat a penge hegyével lesz kiindulópontként kifaragva.
Az orsómotor ER11 szorítóhüvelyét először a rögzített fejbe kell befogni, majd a helyére kell helyezni. Kérjük, ne feszítse túl a szorítóhüvelyt a vágó felszerelésekor, ahogy az az alábbi első ábrán látható.
Kezdje a faragást
Miután megtalálta a gravírozási pozíciót, kattintson az alábbi küldés gombra, és a készülék automatikusan elkezdi a gravírozást. A jobb felső sarokban található állapotsor mutatja, hogy fut. A vizualizációs ablak azt mutatja, hogy a szerszám mozog a szerszámpályán.
Gravírozás közben az alábbi szüneteltetés és leállítás gombokat használhatja. (A szüneteltetés után kattintson ismét az előző faragás folytatásához. A befejezés után kattintson a Küldés gombra a feldolgozás elölről történő megkezdéséhez.)
Kész feldolgozás
A feldolgozás után a vizualizációs ablak jelzi a gravírozás befejezését, valamint a faragáshoz szükséges időt.

Offline vezérlő (opcionális)
MegjegyzésekAz offline vezérlő és a számítógép nem tud egyszerre csatlakozni a gravírozógéphez. Kérjük, győződjön meg arról, hogy a gép és a számítógép USB-kábele ki van húzva az offline vezérlő használatakor.
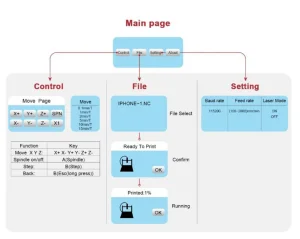
Főoldal
Y-: jobbra Y+: balra Z+: küldjön $X-et a GRBL alaplapra a zárolás feloldásához.
OK/SPN: Megerősítés gomb.
Vezérlő oldal
Manuálisan mozgassa az egyes tengelyeket a kívánt pozícióba. X+: Az x tengely a jobb oldali, az X tengely pedig az ellenkező irányba mozog. Y+: Az Y tengely előre, az Y ellentétes irányba mozog. Z+: A Z tengely felfelé, a Z ellentétes irányba mozog.
OK/SPN: Orsóteszt kapcsoló, nyomja meg az orsó nyitásához (a képernyőn a szürke SPN-nek megfelelően), nyomja meg ismét az orsó zárásához (a képernyőn a megfelelő SPN visszaáll normál értékre). Hosszan nyomja meg az orsósebesség-változtatás oldalára való belépéshez.
Ezen az oldalon az Y+/Y— a Magas/Alacsony orsófordulatszámot jelöli. Az OK/SPN gomb hosszan tartó megnyomásával kiléphet az orsófordulatszám-változtatás oldaláról.
Kilépés/STP:
Funkció 1: Koppintson az XYZ tengelyek gombjaira a mozgási távolság 0.1, 1, 5, 10 ciklusonkénti megváltoztatásához.
Funkció 2: A kilépéshez tartsa lenyomva körülbelül 2 másodpercig.
Fájl oldal
Fájllista Válassza ki a gravírozni kívánt fájlt. A támogatott dokumentumok a következők: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC. Y+: fel, Y-: le
OK/SPN: Erősítse meg a választást, és lépjen be a megerősítő gravírozási oldalra.
A gravírozási oldal megerősítése
Győződjön meg arról, hogy a gravírozófájl hibák nélkül elindul.
OK/SPN: Megerősítés indul, a nyomtatásra kész felirat lesz a folyamatjelző százalékos értéke, a gravírozás befejezése után a fájlkiválasztó oldal tér vissza.
Beállítások oldal:
X+/ X-: Baud sebesség módosítása; Y+/Y-: Előtolási sebesség módosítása ±100-szal/Kattintás; Z+/Z-: Előtolási sebesség módosítása ±10-szal/Kattintás; OK/SPN: Lézer mód BE/KI váltása
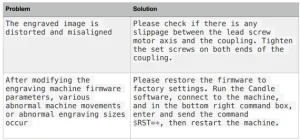
Állítsa vissza a gyári beállításokat
Ha a gép mechanikus mozgása simán megy, de a gravírozási mozgás elakadtnak tűnik, vagy a léptetőmotor nem mozog, próbálja meg visszaállítani a főpanel gyári beállításait.
Módszer: Futtassa a Candle szoftvert, küldje el a $RST=* parancsot a gépnek, majd indítsa újra a gépet.
CNC marógép javítási útmutató

Projektjéhez ajánlott
VEVOR CNC útválasztó gép, 60 W, 3 tengelyes GRBL vezérlési kézikönyv




Vélemények
Nincs vélemény még.