
Om du vill lära dig hur du använder en VEVOR-svetsare eller helt enkelt behöver uppdatera dina kunskaper om säkerhetsåtgärder och professionella tekniker som är involverade, är VEVOR-svetsmanualen en ovärderlig resurs.
I den här användarhandboken kommer vi att utforska säkerhetsföreskrifterna och professionella svetstekniker som krävs för att säkerställa din framgång med svetsning. Dessutom kommer vi att förse dig med en PDF-version av manualen, vilket gör det enkelt för dig att komma åt och referera till den information du behöver. Så, låt oss komma igång!

Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
Innehållsförteckning
FÖRKLARING OM ÖVERENSSTÄMMELSE
Företaget lovar högtidligt:
Produkterna som säljs av vårt företag är garanterade i ett år från inköpsdatum.
Läs och förstå denna bruksanvisning noggrant innan du installerar och använder denna maskin.
- Innehållet i denna handbok kan komma att revideras utan föregående meddelande.
- Det kan finnas vissa felaktigheter i denna handbok, även om den har granskats noggrant.
Kontakta oss i så fall.
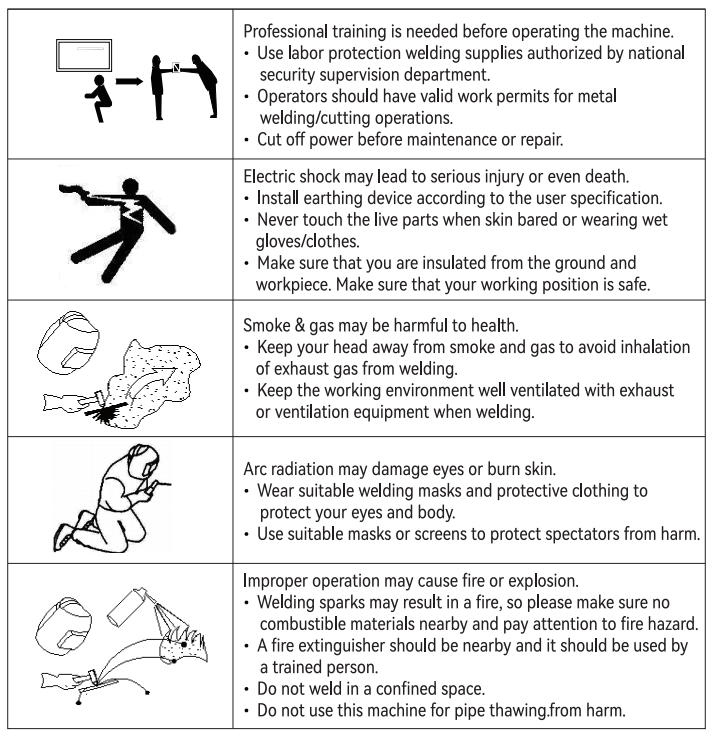
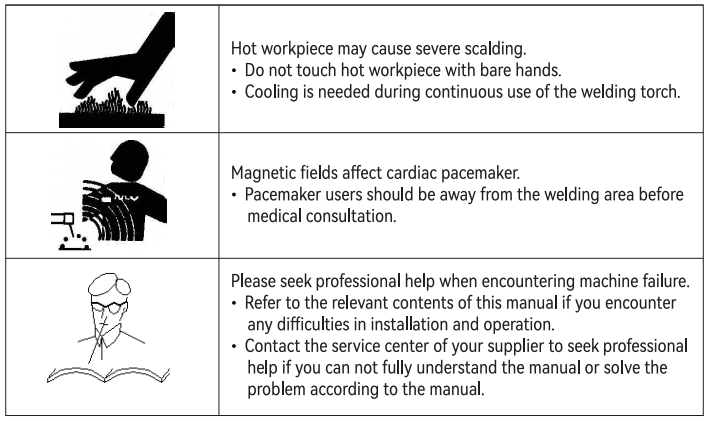
SÄKERHET
Svetsning är farligt och kan orsaka skada på dig och andra, så ta ett bra skydd när du svetsar.
För detaljer, se tillverkarens säkerhetsriktlinjer för förebyggande av olyckor.
KORT INTRODUKTION AV PRINCIPEN
Argonbågssvetsserien är en invertersvetsmaskin som är tillverkad med avancerad inverterteknik. Det är en mer mogen och stabil produktserie.
Den använder pulsbreddsmoduleringsteknik (PWM) och högeffektsväxlingsenhet IGBT för att likrikta 50Hz/60Hz effektfrekvensen till likström och sedan invertera den till hög frekvens (frekvensen kan nå över 100KHz) och sedan stega ned likriktningen. Genom pulsbreddsmodulationsteknikens (PWM) utgång kan den användas som en högeffekts likströmskälla för svetsning. På grund av växelriktartekniken för strömförsörjningen reduceras svetsmaskinens vikt och volym kraftigt, och omvandlingseffektiviteten för hela maskinen ökas med mer än 30%.
När den används som manuell bågsvetsning har svetsaren konstanta strömegenskaper och är bågtryckskontroll.
Det vill säga den har en konstant strömkarakteristik under normal bågspänning. Så svetsströmmen ändras inte med båglängden för att säkerställa stabil svetsning.
När båglängden är för kort och bågspänningen är för låg kan strömmen öka med minskningen av bågspänningen. För att främja automatisk återhämtning av båglängden (den så kallade bågkraften) är dragkraften oberoende justerbar. När bågspänningen är för liten för att bibehålla ljusbågen ändras den yttre karakteristiken till en brant fallkarakteristik för att undvika överdriven ström orsakad av en kortslutning.
Den yttre egenskapen för argonbågsvetsning är konstant ström, så svetsströmmen ändras inte med båglängden, och strömmen är mycket stabil.
INSTALLATION
Vid användning av en längre utgångskabel, för att minska spänningsfallet, rekommenderas att använda en kabel med större tvärsnitt. Om svetsbrännarens kabel är för lång kommer dess inre motstånd att minska utrustningens utspänning, vilket kan ha en större inverkan på svetsmaskinens prestanda.
Prestanda för högfrekvensbågen är försvagad eller så kan systemet inte fungera normalt. Så vi föreslår att du använder den rekommenderade kabellängden.
ANSLUT WIRING
1. Anslutning av ingångskabel
• Varje TIG-svetsmaskin är utrustad med en strömkabel. Den används för att ansluta till en strömkälla med den erforderliga spänningsingången.
• Strömförsörjningskabeln bör vara väl ansluten till strömbrytaren eller kabelkontakten för att undvika eventuell oxidation.
• Använd en multimeter för att kontrollera om spänningen ändras inom det givna området.
2. Anslutning av utgångskabel (Pure) Argonbågsvetsning (TIG)
• Anslutning av argonbågssvetsbrännare. Installera den gaselektriska integrerade kontakten på svetsbrännaren till motsvarande gränssnitt på svetsmaskinspanelen och dra åt den genom att vrida den medurs.
• Montera flygpluggen på motsvarande gränssnitt på svetsmaskinspanelen och dra åt den genom att vrida den medurs.
• Sätt in cykelkabelns snabbkontakt i snabbuttaget med polariteten "+" på svetsmaskinspanelen och dra åt den genom att vrida medurs. Kläm sedan fast arbetsstycket med jordledningen.
3. Anslut till gasen
Anslut argongasröret tätt med kopparmunstycket på baksidan av maskinen. Lufttillförselvägen bör innehålla en gasflaska, en argondekompressionsflödesmätare och en luftstrupe. Den anslutande delen av luftstrupen ska fästas med slangklämmor eller andra föremål för att förhindra läckage och luftinträngning. Dessa operationer kommer att påverka skyddseffekten av lödfogarna.
Använd en tråd med en ledande tvärsnittsarea på minst 4 mm för att jorda chassit. Metoden är att ansluta en ledning till marken från jordskruven på baksidan av svetsaren för att förhindra statisk elektricitet eller läckage.
4. MMA och TIG funktion
Anslut enligt ovan vid argonsvetsning (TIG). Var uppmärksam på följande vid MMA-svetsning.
• Varje svetsmaskin är utrustad med ett par snabbpluggar. Anslut elektrodhållarkabeln till snabbkontakten – och jordklämmans kabel till "+" snabbkontakten. Var uppmärksam på att dra åt dem med en inre sexkantnyckel. Gör den sekundära kabeln (hållarkabel och jordkabel) i god kontakt med snabbkontakten.
Några svetsare slarvade med detta och brände snabbpluggen.
• Efter att ha satt in snabbkontakten i snabbuttaget, dra åt den för att säkerställa god kontakt. Annars, när arbetsströmmen är hög, kommer stickkontakten och uttaget att brännas ut efter långvarigt arbete.
5. funktion
• Anslut rengöringspistolen korrekt. Installera kontakten på rengöringspistolen till motsvarande pistolgränssnitt på svetsmaskinspanelen och dra åt den genom att vrida den medurs.
• Sätt i jordkabelns snabbkontakt i snabbuttaget med polariteten "+" på svetsmaskinspanelen och dra åt den genom att vrida medurs. Spänn fast arbetsstycket med jordklämman i andra änden.
Allvarlig uppmärksamhet bör ägnas åt trådens elektrod. I allmänhet har DC-svetsutrustning två anslutningslägen:
• Positiv anslutning: anslut elektrodhållaren till "-", medan arbetsstycket ansluts till "+";
• Negativ anslutning: anslut arbetsstycket till "-", medan elektrodhållaren ansluts till "+".
DRIFT
Huvudbrytare
• Slå på strömbrytaren på bakpanelen och ställ strömbrytaren i läge "ON". Vid denna tidpunkt tänds den digitala displayen och fläkten inuti maskinen börjar rotera.
Välj läge "TIG"/"MMA" /"CLEAN" med väljarknappen.
Väljaren kan realisera omvandlingen av TIG och MMA.
1. TIG-svetsning
• Tryck på knappen för att tända lampan för argonbågssvetsning (TIG).
• Öppna argoncylinderns ventil och justera flödesmätaren till önskat flöde.
• Efter att ha tryckt på knappen på svetsbrännaren börjar magnetventilen att fungera och argongas börjar matas ut.
• Välj svetsström efter arbetsstyckets tjocklek.
• Avståndet mellan volframelektroden på svetsbrännaren och arbetsstycket är 2-4 mm. Tryck på knappen på svetsbrännaren. Efter bågtändning försvinner det högfrekventa bågtändande urladdningsljudet i maskinen omedelbart, och det kan fungera vid denna tidpunkt.
2. MMA-svetsning
• Tryck på knappen för att tända MMA-svetsningslampan (MMA).
• Välj svetsström efter arbetsstyckets tjocklek.
3. Rengöringsfunktion
• Tryck på knappen för att tända lampan för rengöringsfunktionen (Clean).
• Välj utgångsström efter rengöringsbehov.
4. OC-indikatorlampa
När indikatorn lyser betyder det att enheten har gått in i skyddstillstånd på grund av övertemperatur.
Och övertemperatur orsakas av överbelastning, överström eller andra orsaker. När överströmmen och överbelastningen försvinner börjar utrustningen gå normalt igen.
5. Digital display amperemeter
Den digitala displayen visar svetsströmvärdet.
6. Nuvarande reglering
För TIG-maskin med pulser slocknar punktsvetsnings- (Spot) och puls- (Pulse)-lamporna när "MMA" eller "Clean"-tillståndet är valt.
Välj utström enligt dina behov.
7. Nuvarande reglering
För TIG-maskin med pulser slocknar punktsvetsnings- (Spot) och puls- (Pulse)-lamporna när "MMA" eller "Clean"-tillståndet är valt.
Välj utström enligt dina behov.
(2T/4T) Välj omkopplare (lägg till denna funktion enligt kundens krav)
Välj önskat svetsläge (2T/4T) i argonbågsvetsningstillståndet. Driftinstruktionerna är följande:
• Justera svetsströmmen enligt den svetsprocess som krävs. I 2T-läge, ställ in avståndet mellan volframelektroden på svetsbrännaren och arbetsstycket till 2-4 mm. Tryck på brännaromkopplaren så tänds ljusbågen och du kan börja svetsa. Släpp handbrytaren för att stänga bågen och stoppa svetsningen.
• I 4T-läge kan du trycka på ficklampan för att tända ljusbågen. När du släpper handkontakten fortsätter svetsningen. Tryck sedan på handomkopplaren igen, och strömmen kommer sakta att sjunka till slutet av bågen.
Vid denna tidpunkt släpper du handomkopplaren och svetsmaskinen slutar fungera.
Justering av förluftstid (Pre Flow)
Förluft är tiden från lufttillförsel till ljusbågsbildning. Denna tid kan justeras mellan 0 och 1 sekund.
Justering av tiden efter luft (Post Flow)
Efterluft betyder tiden från bågstoppet till lufttillförselstoppet. Denna tid kan justeras från 1 till 10 sekunder.
Välj funktionen "Puls".
• Välj "TIG" och tänd lampan.
• Välj sedan "Pulse" och tänds.
Pulsfrekvensjustering "Pulsfrekvens" (se aktuell kurva nedan)
Basströmjustering "Bas Amps"
• Basströmmen kan endast justeras i pulsläge. Välj "Pulse" och välj motsvarande basström enligt arbetsstyckets tjocklek.
Arbetscykeljustering "Pak på tid"
• Justera toppströms uppehållstid.
Front/Bakpanel
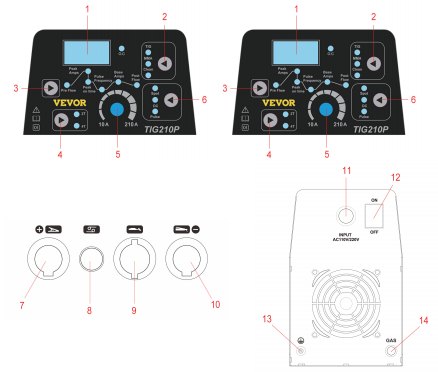
1. Digital display 8. Anslut ficklampa
2. TIG, MMA, CLEAN Arbetsläge 9. Installera skärbrännare
3. Pre Flow, svetsström, post Flow mode 10. Negativ sockel
4. 2T/4T funktionsknapp 11. Strömkabel
5. Justeringsratt 12. strömbrytare
6. SPOT, DC, PULSE Mode 13. Jordskruv
7. anslut jordklämman 14. Gasslanganslutning
HUVUDPARAMETER
| PUNKT | TIG 155 A | TIG 210 A | TIG 210 P |
| Strömspänning (v | AC 110V ± 10% | AC 110V±10 | AC110V±10 |
| Frekvens (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Nominell ingångskapacitet (KVA) | 3.8 | 7.1 | 7.1 |
| Generatorkapacitet (KVA | 2.3 | 4.2 | 4.2 |
| Nominell ingångsström (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| utgångsströmområde (A | 30-155 | 30-210 | 30-210 |
| utgångsströmområde (A | 10-155 | 10-210 | 10-210 |
| Nominell tomgångsspänning (v | 60 | 60 | 60 |
| Driftcykel (%) | 30% | 30% | 30% |
| Isoleringsklass | F | F | F |
| skyddsklass | IP21 | IP21 | IP21 |
| Maskinvikt (KG) | 4.9 | 5.4 | 5.4 |
| Maskindimension (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| USB-utgång | / | 5V | / |
| Primära bilagor | 1 . 3.66 m QQ150 svetspistol (inklusive vi | 1 . WP-26 svetspistol | 1 . WP-26 svetslampa med finglasmynning ,(L=4m inklusive vi |
| Tillämpligt tråddiameterintervall | <3.2 | <3.2 | <3.2 |
MÖJLIGA PROBLEM
De fenomen som listas här kan vara relaterade till tillbehör, gaser, miljöfaktorer och strömförsörjningsförhållanden. Försök att förbättra miljön för att undvika dessa situationer.
Svarta lödfogar
Sådana fall tyder på att lödfogarna inte är effektivt skyddade och oxideras. Du kan utföra följande kontroller.
• Kontrollera att argoncylinderns ventil är öppen och att trycket är tillräckligt. Om trycket i cylindern är lägre än 0.5 MPa, fyll på cylindern.
• Kontrollera om argonflödet är anslutet och har tillräckligt flöde. För att spara gas kan olika flödeshastigheter väljas för olika svetsströmförhållanden. Men för långsam flödeshastighet kan resultera i otillräcklig skyddsgas som kan täcka lödfogarna. Oavsett hur liten strömmen är rekommenderar vi att du inte gör argonflödet lägre än 5L/min.
• Det enklaste sättet att kontrollera om det är gas ute är att känna på munstycket på svetsbrännaren, för att kontrollera om svetsbrännarens gasväg är blockerad.
• Dålig gastätning eller låg gasrenhet kommer också att orsaka problem med svetskvaliteten.
• Om det finns ett starkt luftflöde i miljön kan det också leda till försämrad svetskvalitet.
• Arbetscykeln är för låg.
Det är svårt att starta bågen, och det är lätt att bryta bågen:
• Se till att volframelektroderna du använder är av god kvalitet. Urladdningskapaciteten för sämre volframelektroder kanske inte uppfyller kravet.
• Ovässad volframelektrod är inte lätt att båga och kan orsaka instabilitet i bågen.
Strömmen kan inte förbli stabil under användning av svetsmaskinen:
Denna situation kan vara relaterad till följande faktorer:
• Nätspänningsvariationen.
• Allvarliga störningar från elnätet eller annan elektrisk utrustning.
VARNING
Miljö
• Svetsningen bör utföras i en relativt torr miljö och luftfuktigheten överstiger i allmänhet inte 90 %.
• Omgivningstemperaturen bör vara mellan -10°C och 40°C.
• Undvik att svetsa i sol eller regn, och låt inte vatten eller regn sippra in i svetsmaskinen.
• Undvik svetsning i dammig eller korrosiv gasmiljö.
• Undvik gasskyddad svetsning vid kraftiga luftflödesförhållanden.
Säkerhetspunkter
TIG-svetsmaskinen har installerats med skyddskretsar för överspänning, överström och överhettning. När nätspänningen, utströmmen eller den interna temperaturen överstiger den inställda standarden, slutar svetsmaskinen automatiskt att fungera. Överanvändning (som överspänning) kommer dock fortfarande att orsaka skador på svetsmaskinen. Därför måste följande punkter noteras.
Säkerställ god ventilation
Denna svetsmaskin är en industriell svetsmaskin. Stor arbetsström kommer att genereras under drift och naturlig ventilation kan inte uppfylla kylkraven. Därför är två fläktar installerade inuti, som effektivt kan kyla svetsaren och få den att fungera smidigt.
Användare bör se till att ventilationsutrymmen inte är täckta eller blockerade. Avståndet mellan svetsaren och de omgivande föremålen bör inte vara mindre än 0.3 meter. Användare bör alltid vara uppmärksam på att upprätthålla god ventilation, eftersom detta bidrar till svetsarens funktion.
Förbjud överbelastning
Användaren bör komma ihåg att observera den maximalt tillåtna belastningsströmmen (i förhållande till den valbara belastningsvaraktigheten) när som helst för att hålla svetsströmmen inte överstiga den maximalt tillåtna belastningsströmmen.
Strömöverbelastning förkortar svetsmaskinens livslängd avsevärt och kan till och med bränna ut svetsmaskinen.
Förbjud överspänning
Strömförsörjningsspänningen listas i tabellen "Main Performance Parameters". Under normala omständigheter kommer den automatiska spänningskompensationskretsen i svetsmaskinen att hålla svetsströmmen inom det tillåtna området. Om nätspänningen överstiger det tillåtna värdet kommer svetsmaskinen att skadas. Användaren bör vara fullt medveten om denna situation och vidta motsvarande förebyggande åtgärder.
• På baksidan av varje svetsare finns jordskruvar och motsvarande jordningsmärken. Kablar med ett tvärsnitt större än 4 mm i kvadrat bör väljas före användning. Jorda svetsskalet för att förhindra olyckor orsakade av statisk elektricitet eller läckage.
• Om svetsaren arbetar med mer än standardbelastningskontinuitetshastigheten, kan svetsaren plötsligt gå in i ett skyddat tillstånd och sluta arbeta. Det betyder att överhettningen utlöser temperaturkontrollbrytaren, så att svetsmaskinen slutar fungera. Den röda indikatorn på frontpanelen skulle tändas. I det här fallet finns det ingen anledning att dra ur kontakten eftersom kylfläkten kan arbeta för att kyla svetsaren. När den röda indikatorlampan slocknar sjunker temperaturen till standardintervallet och du kan starta om svetsningen.
UNDERHÅLL
• Säkerhetsvarning: Allt underhålls- och reparationsarbete måste utföras med strömavbrott.
Se till att nätkontakten är urtagen innan du öppnar maskinen.
• Kontrollera regelbundet den interna kretsanslutningen på svetsmaskinen för att säkerställa att ledningarna är korrekta och att fogen är stadig (särskilt den insatta fogen eller komponenten). Om någon rost eller lösa komponenter hittas, polera bort det rostiga lagret eller oxidfilmen med sandpapper och dra åt det igen.
• När maskinen är strömsatt, håll händer, hår och verktyg borta från de strömförande delarna i maskinen, såsom interna fläktar. Undvik att skadas eller skadas av maskinen.
• Blås regelbundet bort damm med torr, dean tryckluft. Om svetsmaskinen används i kraftig rök, allvarlig luftföroreningsmiljö, bör svetsmaskinen dammas av varje dag.
• Tryckluftstrycket bör vara på en rimlig nivå för att undvika att skada de små delarna i svetsmaskinen.
• Förhindra att vatten eller ånga kommer in i svetsmaskinen. Om detta händer, torka insidan av svetsaren.
Använd därefter en mätare för att mäta svetsmaskinens isolering (isoleringen mellan anslutningsnoderna och isoleringen mellan anslutningspunkterna och höljet). Först när det inte finns något onormalt tillstånd kan vi fortsätta svetsarbetet.
• Om svetsmaskinen inte används under en längre tid ska svetsaren läggas tillbaka i originalförpackningen och förvaras i en torr miljö.
FELSÖKNING
Obs: Följande operationer kräver tillräcklig elektrisk expertis och omfattande säkerhetskunskap.
Operatören ska ha giltiga kvalifikationer som visar hans/hennes kompetens och kunskap.
| Fenomen | Lösning |
| Strömindikatorn tänds inte, fläkten roterar inte och det finns ingen svetseffekt. | 1. Strömbrytaren är trasig. 2. Kontrollera om elnätet som är anslutet till ingångskabeln har elektricitet. 3. Kontrollera om det finns någon öppen krets i ingångskabeln. |
| Strömbrytarindikatorn är på, men fläkten roterar inte eller roterar flera gånger och slutar rotera, och det finns ingen svetseffekt. | 1. Ingångsterminalen kan vara felaktigt ansluten till 380V-strömförsörjningen, vilket resulterar i att överspänningsskyddskretsen startar. Byt ut 220V-strömförsörjningen och starta om maskinen. 2. 220V-strömförsörjningen är instabil (ingångsledningen är för tunn och för lång) eller ingångsledningen är ansluten till nätet, vilket resulterar i att överspänningsskyddskretsen startas. Detta fenomen kommer att försvinna inom 2-3 minuter genom att öka tråddiametern på elnätets ingång eller stärka ingångsnoden. När den återgår till det normala, starta om den. 3. Att slå på och stänga av strömbrytaren kontinuerligt under en kort tidsperiod gör att överspänningsskyddskretsen startar. Stäng av strömbrytaren och vänta i 2-3 minuter innan du startar om. 4. Kabeln mellan strömbrytaren och strömkortet är lös. Dra åt den. 5. Huvudkretsens 24V-relä på strömförsörjningskortet är inte stängt eller skadat. Kontrollera 24V-strömförsörjningen och reläet. Om reläet är skadat kan du ersätta det med andra brytare av samma modell. |
| Strömbrytarindikatorn är på, men fläkten roterar inte eller roterar flera gånger och slutar rotera, och det finns ingen svetseffekt. | 1. Att använda en multimeter för att mäta den positiva och negativa spänningen för VH-07 plug-in från strömförsörjningskortet till MOS-kortet är ungefär DC308V. • Om kiselbryggans plug-in ledning är bortkopplad och om kontakten är dålig. • De stora elektrolytkondensatorerna på strömförsörjningskortet kan läcka. Ersätt den. 2. Hjälpströmförsörjningen på MOS-kortet har en grön indikatorlampa. Om lampan är släckt fungerar inte hjälpströmförsörjningen. Hitta felpunkten. 3. Kontrollera den dåliga kontakten mellan olika insticksledningar i maskinen. 4. Styrkretsproblem bör upptäckas i tid eller kontakta återförsäljare. 5. Styrtråden på svetspistolen är bruten. |
| Den onormala indikatorlampan lyser inte. Det finns ett högfrekvent urladdnings "prassel" ljud och det finns ingen svetseffekt. | 1. Brännarkabeln är trasig. 2. Jordledningen är bruten eller inte ansluten till svetsarbetsstycket. 3. Anslutningen mellan den positiva utgångsterminalen eller gasutgångsterminalen på svetsbrännaren och maskinen är lös. |
| Onormal indikatorlampa tänds inte. Det finns inget prasslande ljud av högfrekvent urladdning, och bågsvetsning kan startas. | 1. Den primära ledningen till bågtändningstransformatorn är i dålig kontakt med strömkortet. Dra åt den. 2. Det kan vara så att spetsen på TIG-svetsbrännaren är oxiderad eller att munstycket är långt borta från arbetsstycket. Behandling: ta bort oxidfilmen från munstyckselektroden eller ändra avståndet mellan munstycket och arbetsstycket till 1 mm. 3. Den manuella argonsvetsöverföringsbrytaren är skadad; Ersätt den. 4. Enskilda komponenter i den högfrekventa ljusbågtändningskretsen är skadade; hitta och byt ut dem. |
| Onormal indikatorlampa lyser, ingen utgång. | 1. Det kan vara överströmsskydd. Stäng av maskinen och starta om den tills den onormala indikatorn släcks. 2. Det kan finnas skydd mot överhettning och du behöver inte stoppa maskinen. Vänta 2-3 minuter tills maskinen återgår till det normala (den rena argonbågsvetsmaskinen har ingen överhettningsskyddsfunktion). 3. Växelriktarkretsen kan vara felaktig. Koppla ur strömkontakten till huvudtransformatorn på MOS-kortet (nära fläktens VH-07-plug-in) och starta om den: • Om den onormala indikatorn fortfarande lyser, stäng av maskinen och koppla sedan ur strömförsörjningskontakten till den högfrekventa bågtändningen (nära fläktens VH-03-plugg) och starta om den: a. Om den onormala indikatorlampan fortfarande lyser är den individuella FET på MOS-kortet skadad. Hitta och byt ut FET av samma typ. b. Om den onormala indikatorn är släckt, är step-up-transformatorn i den högfrekventa ljusbågskretsen på strömförsörjningskortet trasig. Ersätt den. • Om den onormala indikatorn är släckt: a. Det kan vara så att mellanplattans transformator är skadad och bryggan kan användas för att mäta primärinduktansen och Q-värdet för huvudtransformatorn.L=0.9-1.6mH Q>35 Induktansen Q-värdet är mycket litet och bör vara ersatt. b. Transformatorns sekundära likriktarrör kan vara trasigt. Hitta och byt ut likriktarröret av samma typ. Återkopplingskretsen kan vara bruten. 4. Återkopplingskretsen kan vara bruten. |
| Utströmmen är instabil eller ingen potentiometerkontroll under svetsning, och strömmen är ibland stor och ibland liten. | 1. 1K potentiometern bör bytas ut om den är skadad. 2. Alla typer av dålig anslutning, speciellt kontakter, måste kontrolleras. |
| Manuell bågsvetsning har stora stänk och det är svårt att bränna alkaliska elektroder. | 1. Om polariteten är fel, vänd polariteten på jordkabeln och handtagskabeln. |
| Fläkten roterar inte, den digitala mätaren har ingen display och det finns ingen svetsutgång. | 1. Kontrollera att luftströmbrytaren är intakt eller stängd. 2. Kontrollera att elnätet som är anslutet till utgångskabeln har elektricitet. 3. Termistorn (fyra) på strömförsörjningskortet är skadad. Denna situation orsakas vanligtvis av fel på DC24V-reläet eller dålig kontakt mellan kontakterna). 4. Strömförsörjningskortet (bottenkortet) går sönder och det finns ingen DC537V-spänningsutgång. • Kiselbryggan är öppen och trådkontakten för kiselbryggans plug-in är dålig. • En del av strömkortet är bränt. • Kontrollera om patchkabeln från luftomkopplaren till strömkortet och patchkabeln från strömkortet till MOS-kortet (inverterkortet) har god kontakt. • Den extra strömförsörjningsdelen av styrkortet är defekt. |
| Fläkten roterar och den onormala indikatorlampan tänds inte. Det finns inget prasslande ljud av högfrekvent urladdning, och ljusbågen kan inte startas även om den gnuggas. | 1. Kontrollera om de olika patchsladdarna i maskinen är i dålig kontakt. 2. Om det finns ett problem med styrkretsen, ta reda på orsaken i tid eller kontakta återförsäljaren. 3. Kontrolltråden på svetsbrännaren är bruten. |
| Den onormala indikatorlampan lyser och ingen utmatning. | 1. Brännarkabeln är trasig. 2. Jordledningen är bruten eller inte ansluten till svetsarbetsstycket. 3. Anslutningen mellan den positiva utgångsterminalen eller gasutgångsterminalen på svetsbrännaren och maskinen är lös. |
| Den onormala indikatorlampan tänds inte. Det susar av högfrekvent urladdning, men ingen svetseffekt. | 1. Bågtändningstransformatorns primära ledning är i dålig kontakt med ljusbågtändningsplattan. Dra åt den. 2. Det kan vara så att spetsen på TIG-svetsbrännaren är oxiderad, eller så är munstycket långt borta från arbetsstycket. Behandling: ta bort oxidfilmen från munstyckselektroden, eller ändra avståndet mellan munstycket och arbetsstycket till 1 mm.och bågsvetsburken 3. Den manuella svetsargonsvetsöverföringsbrytaren är skadad. Ersätt den. 4. Enskilda komponenter i den högfrekventa ljusbågtändningskretsen är skadade. Hitta och byt ut dem. |
| Den onormala indikatorlampan lyser och ingen utmatning. | 1. Det kan vara överströmsskydd. Stäng av maskinen och starta om den efter att den onormala indikatorn har släckts. 2. Det kan vara överhettningsskydd, och maskinen kan återgå till det normala utan att stängas av i 2-3 minuter. 3. Växelriktaren eller ljusbågtändningskortet kan vara felaktigt: Om det är en dubbel växelriktare, koppla ur nätsladdens kontakt på ett av växelriktarkorten (nära panel-07-plug-in) och starta om den. Sedan, om den onormala indikatorn inte lyser, är felet på denna växelriktare, annars är felet på en annan växelriktare. Därefter kan både maskiner med enkel och dubbel växelriktare använda samma metod för att felsöka. • Om den onormala indikatorn fortfarande lyser, stäng av och koppla ur strömförsörjningen på pilotljusbågskortet (nära fläktens VH-03-plugg). Starta om det: a. Om den onormala indikatorlampan fortfarande lyser är den individuella FET på MOS-kortet skadad. Hitta och byt ut FET av samma typ. b. Om den onormala indikatorn inte lyser, ligger felet i skadan på ljusbågtändningskortet, boostern eller transformatorn. Ersätt den. • Anslut nätsladden till den trasiga växelriktaren och dra ur nätsladden till huvudtransformatorn. Och starta sedan om maskinen. a. Om den onormala indikatorn är släckt är felet i mittplanet. Mellanplanstransformatorn kan vara skadad och bryggan kan användas för att mäta primär induktans och Q-värde för varje huvudtransformator. b. Mellanplattans likriktarrör kan skadas individuellt. Hitta och byt ut likriktarröret av samma typ. 4. Återkopplingskretsen kan vara bruten. |
| Svetsströmmen räcker inte, och strömjusteringen är utom kontroll. | 1. Sekundärlinjen är för lång eller för tunn, förkorta sekundärlinjen så mycket som möjligt eller öka dess tvärsnittsarea. 2. Om det finns en fjärrkontrollenhet kan den vara i fjärrkontrollläge. 3. Det är också möjligt att den strömreglerande potentiometern är skadad. |
Slutsats
Sammanfattningsvis ger VEVOR-svetsmanualen omfattande information om säkerhetsåtgärder och professionella svetstekniker som krävs för framgångsrik svetsning med VEVOR-svetsare. Genom att följa manualen kan du garantera din säkerhet, förhindra olyckor och uppnå högkvalitativa svetsresultat.
De tekniska data som tillhandahålls i manualen kan också hjälpa dig att förstå specifikationerna för varje VEVOR-svetsmodell, vilket gör att du kan välja rätt för dina svetsbehov. Kom ihåg att alltid följa säkerhetsriktlinjerna och vidta nödvändiga försiktighetsåtgärder när du använder en VEVOR-svetsare för att säkerställa en säker och effektiv svetsupplevelse.



