




Lås upp din potentials fulla potential VEVOR CNC-routermaskin med vår omfattande produktmanual. Designad specifikt för 60W, 3 Axis GRBL Control Wood Engraving Carving Milling Machine Kit, den här handboken täcker allt du behöver veta för effektiv installation, optimering och felsökning. Med en arbetsyta på 300 x 200 x 60 mm (11.8 x 7.87 x 2.36 tum) och en hastighet på 1200 rpm, säkerställer denna manual att du kan arbeta med precision på material som trä, akryl, MDF, PVC, plast, skum och vinyl.
Den här detaljerade guiden guidar dig genom steg-för-steg-instruktioner för montering och konfigurering av din CNC-fräs. Den innehåller tips för att optimera prestanda och omfattande felsökningsråd för att lösa problem. Manualens användarvänliga design säkerställer att även nybörjare enkelt kan navigera i installationsprocessen. Samtidigt kommer avancerade användare att hitta värdefulla insikter för att förbättra sin maskins funktioner.
Med tydliga diagram, detaljerade förklaringar och praktiska tips är vår produktmanual en oumbärlig resurs för alla som vill få ut det mesta av sin VEVOR CNC-fräsmaskin. Ladda ner den nu för att säkerställa att din maskin fungerar smidigt och effektivt, maximerar din investering och förbättrar dina hantverksprojekt.
CNC-fräsmaskinens användarmanual
MODELL: S3020
Viktiga säkerhets instruktioner
VarningFör att minska risken för brännskador, elchock eller personskador!
FRÅGOR SOM BEHÖVER OBS!
Varning
- Använd skyddsglasögon när du använder maskinen. Ifall dina ögon får ont.
- Innan du byter ut verktyget, var vänlig koppla bort maskinens strömförsörjning för att undvika olyckor.
- Dra ur sladden ur uttaget när den inte används, innan du byter ut delar och utför underhåll på maskinen.
- Dra ur sladden vid montering och demontering av enheten.
- Noggrann övervakning är nödvändig när någon apparat används nära barn.
- Tvinga inte enheten att arbeta med för högt tryck för att undvika att CNC-fräsmaskinen fastnar.
- Doppa inte sladdar eller maskiner i vatten, det kan orsaka elektriska stötar.
- Denna apparat är inte avsedd att användas av personer (inklusive barn) med nedsatt fysisk, sensorisk eller mental förmåga eller bristande erfarenhet och kunskap, såvida de inte har övervakats eller fått instruktioner om användningen av apparaten av en person som ansvarar för deras säkerhet.
- Barn bör övervakas så att de inte leker med apparaten.
- Om nätsladden eller kontakten är skadad måste den bytas ut av tillverkaren, dess servicerepresentant eller liknande kvalificerad person för att undvika fara. Eller använd inte apparaten. Vänligen returnera den till butiken för service eller reparation av en professionell servicetekniker.
SPARA DESSA INSTRUKTIONER
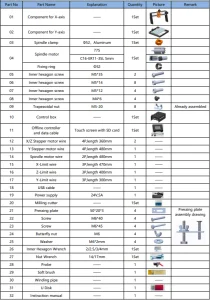
CNC-fräsmaskinens reservdelar
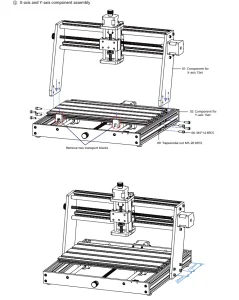
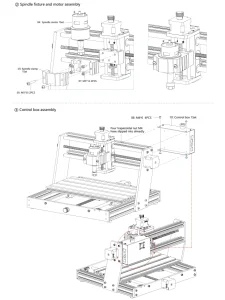
CNC-routermaskinmontering
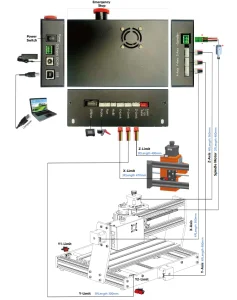
Instruktioner för portar på kontrollboxen
Programvara för ljus
Candle är ett grafiskt gränssnitt för GRBL-baserade CNC-maskiner med en G-kodsvisualiserare. Det är öppen källkodsprogramvara lämplig för CNC-maskinbearbetning. Candle stöder G-kodsfilbearbetning och visuella visningsfunktioner:
- Styra den GRBL-baserade CNC-maskinen via konsolkommandon, knappar på formuläret och numeriskt tangentbord.
- Övervakning av CNC-maskinens tillstånd.
- Ladda, redigera, spara och skicka G-kodsfiler till CNC-maskinen.
- Visualisera G-kodfiler.
Stater
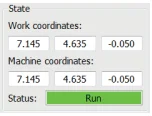
Arbetskoordinater:
Representerar CNC:ns aktuella lokala X-, Y- och Z-koordinater.
Maskinkoordinater:
Representerar aktuella X-, Y- och Z-absoluta maskinkoordinater.
En av följande CNC-statusar:
- Viloläge – väntar på ett G-kodskommando Kör – kör ett G-kodskommando
- Hem – hemkörningscykeln körs
- Kontroll – Kontrollläget för G-kodskommandon är aktiverat
- Håll – pausas av ett “!”-kommando, måste startas om av ett “~”-kommando
- Larm – CNC:n vet inte var den är och blockerar alla G-kodskommandon
kontroll

Programvara med hjälp av steg
Installera drivrutinen
För första användningen, anslut enheten till datorn via USB-kabel och klicka på filen CH341SER.exe i drivrutinsmappen för att installera drivrutinen.
Under normala omständigheter identifierar och installerar Win10-systemet automatiskt drivrutinen. För Win7- och Win8-system, installera den manuellt.
Ställ in porten och anslutningen.
När du har installerat drivrutinen öppnar du datorns enhetshanterare och klickar på portalternativet för att se innehållet i den röda rutan på skärmen som visas i bilden nedan (portinformationen visas inom parentes).
Kom ihåg portinformationen som efterfrågades ovan, växla till Candle-programvarugränssnittet och klicka på alternativet "Inställningar" i det övre vänstra hörnet.
När du väljer inställningen visas inställningsfönstret. Under "Anslutning" väljer du portnamnet du begärde, väljer baudhastigheten 115200 och klickar sedan på "OK" för att slutföra inställningarna.

Fullständig anslutning
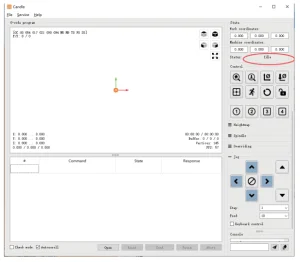
När du har ställt in port och baudhastighet klickar du på Slutför. Statusfältet längst upp till höger i Candle-gränssnittet visar Idle. Samtidigt visar konsolen längst ner till höger informationen nedan, vilket indikerar att anslutningen har upprättats.
Bearbetning av dokument
Klicka på alternativet "Arkiv" högst upp i ljuset och klicka sedan på "Ny" för att skapa G-kod. Klicka på "Öppna" i kommandofältet längst ner i gränssnittet för att välja en G-kodfil att importera. Efter importen visas ett visuellt diagram i mitten av gränssnittet som består av verktygsbanor (positionen för den pennformade grafen i grafen är den aktuella verktygspositionen).
Håll vänster musknapp i visualiseringsfönstret för att rotera grafen och höger musknapp för att flytta den. Grafiken. Genom att skrolla med mitthjulet kan du zooma in och ut i grafiken. Samtidigt visas innehållet i G-koden i den nedre kommandoraden.
Maskinen kommer att köras en efter en under bearbetning enligt G-kodskommandona.

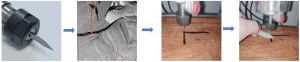
Fixtur, verktygsinstallation och inställning av arbetskoordinaternas ursprung
Fixturen i produktpaketet är inte monterad. Det finns totalt fyra set. Utseendet och användningen av den monterade fixturen visas i de korrekta figurerna. Innan du kör G-kodprogrammet måste du hitta gravyrfigurens position i förhållande till den övergripande gravyrplattan.
Det finns ett treaxligt koordinatsystem i den visuella grafiken. Ursprunget för det treaxliga koordinatsystemet är verktygets inställningspunkt för den faktiska bearbetningsgrafiken. Du kan flytta verktyget för att bestämma gravyrgrafikens position i förhållande till den övergripande gravyrplattan baserat på ursprungspositionen. Gravyrfiguren i figuren nedan används som ett exempel.

Efter att den valda verktygspositionen har startats nollställs X/Y- och Z-axlarna (nollställningsknapparna för X/Y- och Z-axlarna).
Innan du återgår till noll, se till att verktyget närmar sig avståndet för ett pappersark för gravering, och återställ sedan X/Y- och Z-axlarna till noll (använd en vass kniv med platt botten vid gravering och en cylindrisk fräs vid bearbetning av plan, spår och hål). Effekten blir att den skulpterade figuren kommer att snidas med bladspetsen som origo.
ER11-hylsan på spindelmotorn ska först klämmas fast i det fasta huvudet och sedan på plats. Översträck inte hylsan när du monterar fräsen, som visas i den första bilden nedan.
Börja snida
När du har hittat graveringspositionen klickar du på skicka-knappen nedan, så börjar enheten automatiskt gravera. Statusfältet längst upp till höger visar att den körs. Visualiseringsfönstret visar att verktyget rör sig längs verktygsbanan.
När du graverar kan du välja paus- och stoppknapparna nedan. (Efter paus, klicka igen för att fortsätta med föregående gravyr. När du är klar, klicka på Skicka för att starta bearbetningen från början.)
Färdig bearbetning
Efter bearbetningen visar visualiseringsfönstret att graveringen är klar och den tid som krävs för snidningen.

Offline-kontroller (valfritt)
AnmärkningarOffline-kontrollen och datorn kan inte anslutas till gravyrmaskinen samtidigt. Se till att maskinens och datorns USB-kabel är bortkopplade när offline-kontrollen används.
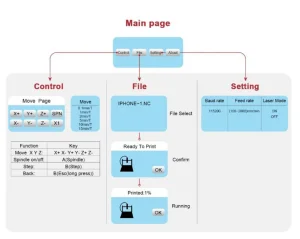
Startsidan
Y-: höger Y+: vänster Z+: Skicka $X till GRBL-moderkortet för att låsa upp det.
OK/SPN: Bekräfta-knapp.
Kontrollsida
Flytta varje axel manuellt till önskad position. X+: X-axeln rör sig i rätt riktning och X- rör sig i motsatt riktning. Y+: Y-axeln rör sig framåt, Y- i motsatt riktning. Z+: Z-axeln rör sig i uppåtriktning, Z- i motsatt riktning.
OK/SPN: Spindeltestknapp, tryck för att öppna spindeln (motsvarande SPN grått på skärmen), tryck igen för att stänga spindeln (motsvarande SPN på skärmen återgår till normalt läge). Långt tryck för att gå till sidan för att ändra spindelhastighet.
På den här sidan är Y+/Y—den höga/låga spindelhastigheten. Tryck länge på OK/SPN för att lämna sidan för att ändra spindelhastighet.
Utgång/STP:
Funktion 1: Tryck på varje axelknapp i XYZ för att ändra rörelseavståndet med 0.1, 1, 5, 10 cykler varje gång.
Funktion 2: Tryck och håll in i cirka 2 sekunder för att avsluta.
Filsida
Fillista Välj den fil som ska graveras. Stöddokument inkluderar: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC. Y+: upp, Y-: ner
OK/SPN: Bekräfta valet och gå till bekräftelsesidan för gravering.
Bekräfta gravyrsidan
Bekräfta att gravyrfilen startar utan fel.
OK/SPN: Bekräftelsen startar, redo att skriva ut blir procentuellt förloppsvärde, filvalssidan returneras efter att graveringen är klar.
Inställningssida:
X+/ X-: Ändra baudhastighet; Y+/Y-: Ändra matningshastighet med ±100/klick; Z+/Z-: Ändra matningshastighet med ±10/klick; OK/SPN: Ändra laserläge PÅ/AV
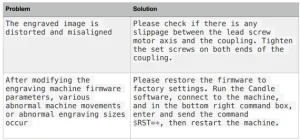
Fabriksåterställ
Om maskinens mekaniska rörelse är jämn, men gravyrrörelsen verkar ha fastnat, eller om stegmotorn inte rör sig, försök att återställa moderkortets fabriksinställningar.
Metod: Kör Candle-programvaran, skicka kommandot $RST=* till maskinen och starta om maskinen.
Guide för reparation av CNC-routermaskiner

Rekommenderas för ditt projekt
VEVOR CNC Router Machine, 60W, 3 Axis GRBL Control Manual




Omdömen
Det finns inga recensioner ännu.