





Lås upp din potentials fulla potential VEVOR ringformigt skärset med vår omfattande produktmanual för nedladdning. Denna expertutformade guide täcker allt från initial installation till avancerad optimering, vilket säkerställer att du får ut det mesta av dina 6-delade Weldon Shank Mag-borrkronor.
Denna manual innehåller detaljerade instruktioner, felsökningstips och underhållsriktlinjer för skärdiametrar på 1 till 2 cm och skärdjup på 2 cm.
Tillverkad av M2AL snabbstål och utrustad med 2 pilotstift, är denna borrsats utformad för effektivitet och hållbarhet. Manualen innehåller även insikter om hur man använder den medföljande bärbara väskan för enkel transport och förvaring. Den här guiden är idealisk för proffs och gör-det-själv-entusiaster och gör det enkelt att använda dina magnetiska borrar, vilket förbättrar precisionen och prestandan för dina borruppgifter.
VEVOR Ringformad skärsats Bruksanvisning
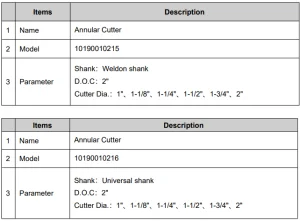
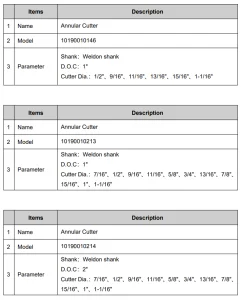
MODELL: 10190010215 / 10190010216 / 1019001014610190010213 / 10190010214

Säkerhetsinstruktioner och försiktighetsåtgärder
VARNING:
Läs detta material innan du använder denna produkt. Underlåtenhet att göra det kan resultera i allvarliga skador.
Säkerhetsföreskrifter
För din säkerhet, vänligen använd skyddsglasögon och hjälm. Använd inte löst sittande kläder eller garnhandskar.
- Använd kroken för att ta bort flisorna för att förhindra skador på händerna.
- Se till att kniven är hel och säker innan användning. Använd inte kniven om den är skadad.
- Stäng av maskinen omedelbart om skäraren fastnar.
- Stäng av strömmen innan du byter ut och demonterar skäraren.
- Rör inte vid skäraren när den är i drift.
- Skärarens spets är hård men också ömtålig. Skydda skäraren för att förhindra att den välter.
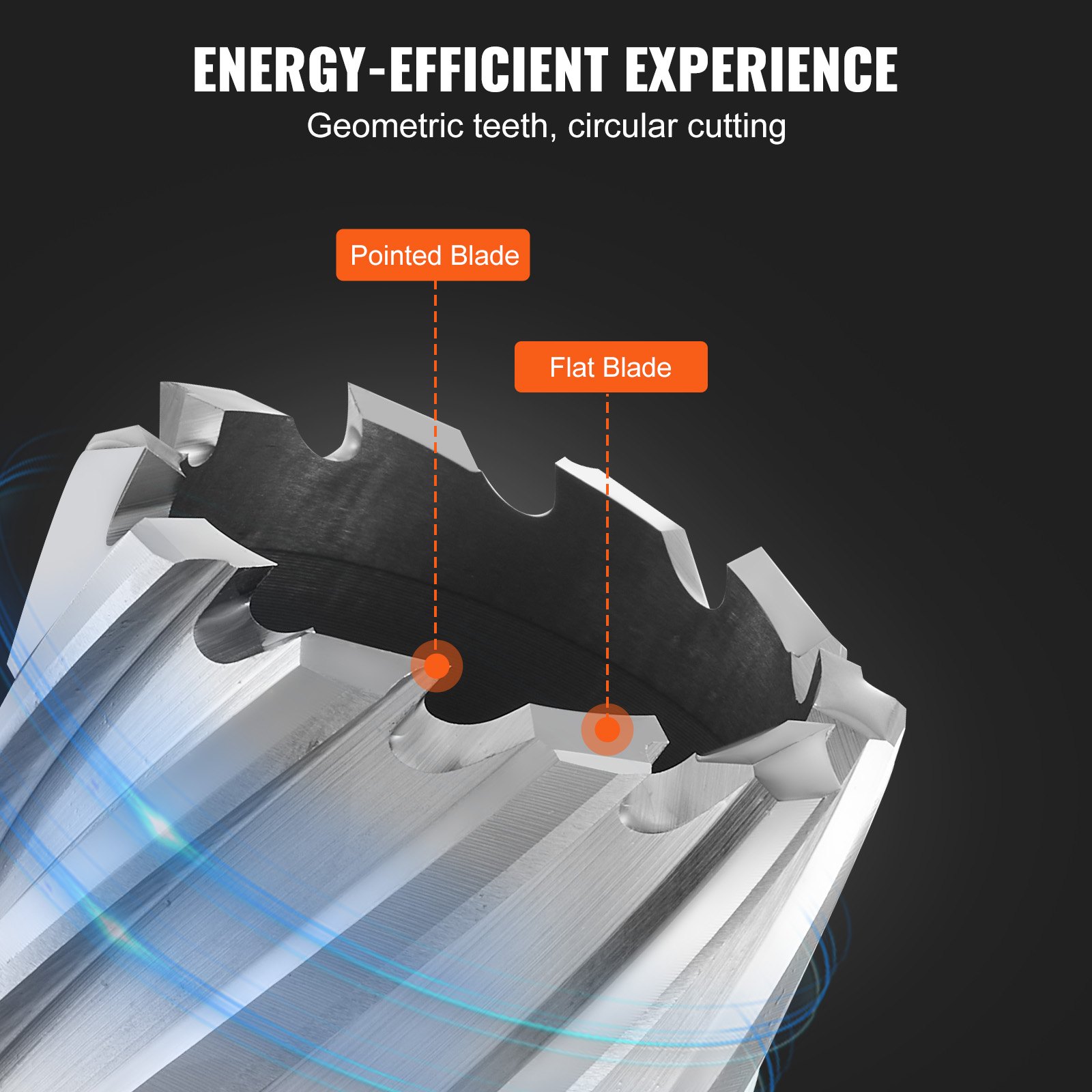
Användningen av en ringformad skärare
En ringformad skärborr (kärnborr) kan skära alla typer av stål, stålrör, gjutjärn, rostfritt stål, aluminium, koppar och olika icke-metalliska material.
Typ
Ringformad skärsats Appliceringsmetod
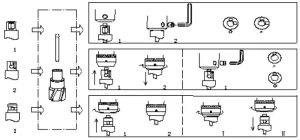
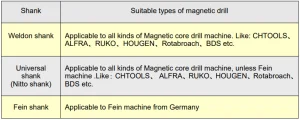
1. Installationsmetod:
- Weldon-skaft (1) Handtaget med två plan riktas mot de två skruvhålen på borrspindeln. Dra åt med en insexnyckel och lämna ett mellanrum på 0.2–0.3 mm. För fram och tillbaka med handen för att bekräfta att insexskruven är vinkelrät mot de två planen och skruva sedan fast skruvarna.
- Universalskaft (2) Handtaget med två plan riktas mot en stålkula i borrchucken, som sedan laddas i chucken. Universalskaft kan även användas med insexskruvar, så länge insexskruven är vinkelrät mot de två planen.
- Fein Shank (3) Vrid säkringsringen på huvudaxeln medurs åt rätt håll, låt handtagsänden föras in direkt, rotera i ett litet område tills stålkulan kommer in i hålet.
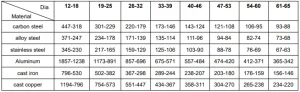
2. Rekommenderad skärhastighet för ringfräs i snabbstål:
3. Matningshastighet: Den rekommenderade matningshastigheten är 0.08–0.12 mm/R eller 0.6–1.0 mm/sek. Olika matningshastigheter orsakar olika spåneffekter och påverkar spånborttagningens prestanda.
4. Positionering: Mejsla en positioneringspunkt i mitten av den position som ska borras eller markera en "krysslinje" med en metallnål för att säkerställa noggrannheten i den borrade positionen. Observera att när du använder mittmejseln för att träffa positioneringspunkten, se till att mittmejseln är vinkelrät mot arbetsstyckets yta för att undvika att påverka skärkärnans jämna utmatning.
5. Börja borra: Se till att magnetborrmaskinens knapp är ren innan du slår på den. När du börjar borra, slå på strömbrytaren för kylvätskan. Mata först långsamt, sedan med normal hastighet efter att du har borrat 1-2 mm.
6. Avsluta borren: Stäng av strömmen och använd kroken för att ta bort spånorna på skäraren efter att den stannat.
[Observera] Följande åtgärder hjälper till att minska eller bromsa slitage och brott på skäret.
- Vid borrning i ståldelar, se till att kylningen är tillräcklig och använd skärvätska.
- God styvhet i borröret och styrskenans gap kan förbättra borrningens precision och förlänga borrkronans livslängd.
- Se till att det är plant och rent mellan magnethållaren och föremålen.
- Innan du skär, se till att alla delar är ordentligt låsta.
- Vid borrning i början och slutet bör borrmatningen minska med 1/3
- För en stor mängd fint pulvermaterial som uppstår vid borrning, såsom gjutjärn, gjuten koppar etc., kan tryckluft istället för kylvätska underlätta spånborttagning.
- Ta bort spånorna på skäraren för att säkerställa en smidig spånborttagning.
Felsökning av VEVOR-ringfräsen
Lösningarna på chipkärnan som fastnat:
Använd ett icke-metalliskt material, slå lätt på borren eller tryck försiktigt upprepade gånger på kärnmaterialet för att lossna och poppa upp, ta bort borret och knacka på fingerborgen så att den lossnar.
Bärandet av verktyg:
Vid normal kylning, när spånet får en blåsvart färg, behöver borrbladet kontrolleras; när den maximala slitbredden är 0.5 mm behöver det slipas.
Rekommenderas för ditt projekt
VEVOR ringformigt skärset, 6 st Manual




Omdömen
Det finns inga recensioner ännu.