
Ak sa chcete naučiť používať zváračku VEVOR alebo si jednoducho potrebujete obnoviť svoje znalosti o bezpečnostných opatreniach a príslušných profesionálnych technikách, príručka pre zváračov VEVOR je neoceniteľným zdrojom.
V tejto používateľskej príručke preskúmame bezpečnostné opatrenia a profesionálne zváracie techniky potrebné na zabezpečenie vášho úspechu pri zváraní. Okrem toho vám poskytneme verziu príručky vo formáte PDF, ktorá vám uľahčí prístup k potrebným informáciám. Takže, začnime!

Toto je pôvodný návod, pred použitím si pozorne prečítajte všetky pokyny v návode. VEVOR si vyhradzuje jasný výklad našej používateľskej príručky. Vzhľad produktu bude závisieť od produktu, ktorý ste dostali. Odpustite nám, že vás už nebudeme informovať, ak budú v našom produkte nejaké aktualizácie technológie alebo softvéru.
Obsah
VYHLÁSENIE O ZHODE
Spoločnosť slávnostne sľubuje:
Na produkty predávané našou spoločnosťou sa vzťahuje záruka jeden rok od dátumu nákupu.
Pred inštaláciou a prevádzkou tohto stroja si pozorne prečítajte tento návod a pochopte ho.
- Obsah tohto návodu môže byť revidovaný bez predchádzajúceho upozornenia.
- V tomto návode sa môžu vyskytnúť nepresnosti, hoci bol dôkladne preskúmaný.
Ak áno, poraďte sa s nami.
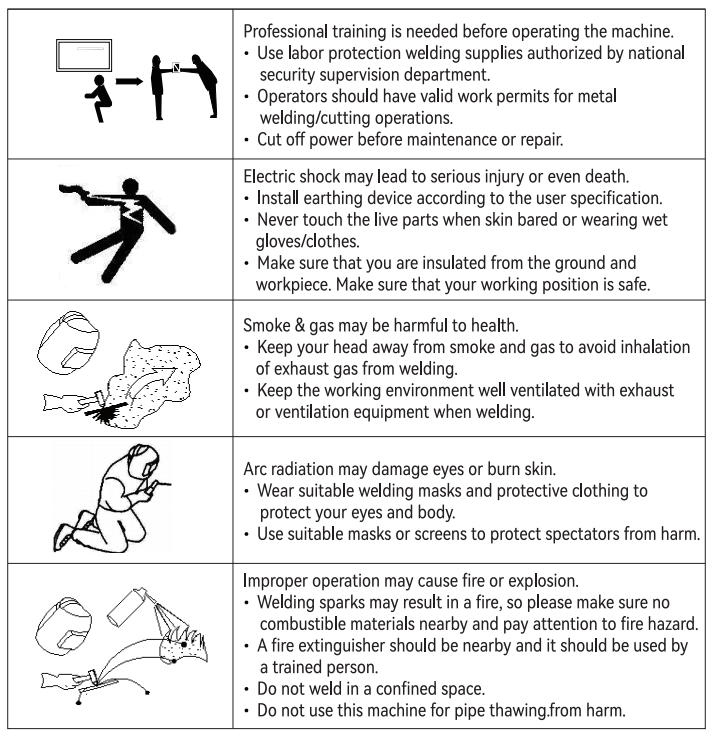
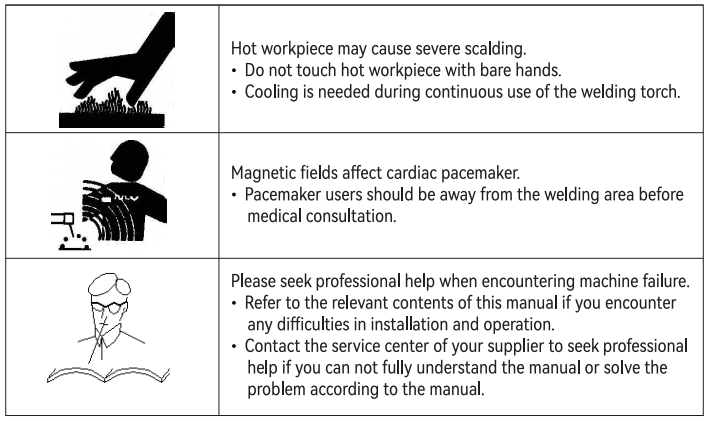
BEZPEČNOSŤ
Zváranie je nebezpečné a môže spôsobiť poškodenie vás aj iných, preto sa pri zváraní dobre chráňte.
Podrobnosti nájdete v bezpečnostných pokynoch výrobcu na predchádzanie nehodám.
STRUČNÝ ÚVOD PRINCÍPU
Séria argónového oblúkového zvárania je invertorový zvárací stroj, ktorý je vyrobený pokročilou invertorovou technológiou. Ide o vyspelejší a stabilnejší produktový rad.
Využíva technológiu modulácie šírky impulzov (PWM) a vysokovýkonné spínacie zariadenie IGBT na usmernenie 50Hz/60Hz napájacej frekvencie na jednosmerný prúd a potom ju invertuje na vysokú frekvenciu (frekvencia môže dosiahnuť viac ako 100KHz) a potom znižuje rektifikáciu. Prostredníctvom výstupu technológie pulznej šírky modulácie (PWM) ho možno použiť ako vysokovýkonný jednosmerný zdroj pre zváranie. Vďaka invertorovej technológii spínaného zdroja sa hmotnosť a objem zváracieho stroja výrazne zníži a účinnosť konverzie celého stroja sa zvýši o viac ako 30%.
Pri použití ako ručné oblúkové zváranie má zváračka konštantné prúdové charakteristiky a je riadená ťahom oblúka.
To znamená, že pri normálnom napätí oblúka má charakteristiku konštantného prúdu. Zvárací prúd sa teda nemení s dĺžkou oblúka, aby sa zabezpečilo stabilné zváranie.
Keď je dĺžka oblúka príliš krátka a napätie oblúka príliš nízke, prúd sa môže zvyšovať so znižovaním napätia oblúka. Aby sa podporila automatická obnova dĺžky oblúka (tzv. ťah oblúka), ťah je nezávisle nastaviteľný. Keď je napätie oblúka príliš malé na udržanie oblúka, vonkajšia charakteristika sa zmení na charakteristiku strmého poklesu, aby sa zabránilo nadmernému prúdu spôsobenému skratom.
Vonkajšia charakteristika argónového oblúkového zvárania je konštantný prúd, takže zvárací prúd sa nemení s dĺžkou oblúka a prúd je veľmi stabilný.
INŠTALÁCIA
Pri použití dlhšieho výstupného kábla sa na zníženie úbytku napätia odporúča použiť kábel s väčším prierezom. Ak je kábel zváracieho horáka príliš dlhý, jeho vnútorný odpor zníži výstupné napätie zariadenia, čo môže mať väčší vplyv na výkon zváračky.
Výkon vysokofrekvenčného oblúka je oslabený alebo systém nemôže normálne fungovať. Preto vám odporúčame použiť odporúčanú dĺžku kábla.
PRIPOJTE KABELÁŽ
1. Pripojenie vstupného kábla
• Každý TIG zvárací stroj je vybavený napájacím káblom. Slúži na pripojenie k napájaciemu zdroju požadovaného napäťového vstupu.
• Napájací kábel by mal byť dobre pripojený k vypínaču alebo konektoru kábla, aby sa zabránilo možnej oxidácii.
• Pomocou multimetra skontrolujte, či sa napätie mení v rámci daného rozsahu.
2. Pripojenie výstupného kábla (čisté) zváranie argónom (TIG)
• Pripojenie argónového oblúkového zváracieho horáka. Nainštalujte integrovaný plyno-elektrický konektor zváracieho horáka na príslušné rozhranie na paneli zváracieho stroja a utiahnite ho otáčaním v smere hodinových ručičiek.
• Nainštalujte leteckú zástrčku do príslušného rozhrania na paneli zváracieho stroja a utiahnite ju otáčaním v smere hodinových ručičiek.
• Zasuňte rýchlozástrčku kábla cyklu do rýchlozásuvky s polaritou „+“ na paneli zváracieho prístroja a utiahnite ju otáčaním v smere hodinových ručičiek. Potom upnite obrobok pomocou uzemňovacieho vodiča.
3. Pripojte sa na plyn
Plynové argónové potrubie pevne pripojte k medenej tryske na zadnej strane stroja. Cesta prívodu vzduchu by mala zahŕňať plynovú fľašu, argónový dekompresný prietokomer a priedušnicu. Spojovacia časť priedušnice by mala byť upevnená hadicovými svorkami alebo inými predmetmi, aby sa zabránilo úniku a vniknutiu vzduchu. Tieto operácie ovplyvnia ochranný účinok spájkovaných spojov.
Na uzemnenie šasi použite drôt s vodivým prierezom najmenej 4 mm. Metódou je pripojenie drôtu k zemi z uzemňovacej skrutky na zadnej strane zváračky, aby sa zabránilo statickej elektrine alebo úniku.
4. Funkcia MMA a TIG
Pripojte ako je uvedené vyššie počas zvárania argónom (TIG). Pri zváraní MMA dbajte na nasledovné.
• Každý zvárací stroj je vybavený párom rýchlozástrčiek. Pripojte kábel držiaka elektródy k rýchlej zástrčke – a kábel uzemňovacej svorky k rýchlej zástrčke „+“. Dávajte pozor, aby ste ich dotiahli vnútorným šesťhranným kľúčom. Umiestnite sekundárny kábel (drôt držiaka a uzemňovací kábel) do dobrého kontaktu s rýchlozástrčkou.
Niektorí zvárači to zanedbali a rýchlozástrčku spálili.
• Po zasunutí rýchlozástrčky do rýchlozásuvky ju utiahnite, aby bol zaistený dobrý kontakt. V opačnom prípade, keď je pracovný prúd vysoký, zástrčka a zásuvka budú po dlhej práci vyhorené.
5. funkcia
• Správne pripojte čistiacu pištoľ. Nainštalujte konektor čistiacej pištole do príslušného rozhrania pištole na paneli zváracieho stroja a utiahnite ho otáčaním v smere hodinových ručičiek.
• Zasuňte rýchlozástrčku uzemňovacieho kábla do rýchlozásuvky s polaritou „+“ na paneli zváracieho stroja a utiahnite ju otáčaním v smere hodinových ručičiek. Upnite obrobok pomocou uzemňovacej svorky na druhom konci.
Elektróde drôtu by sa mala venovať vážna pozornosť. Vo všeobecnosti má jednosmerné zváracie zariadenie dva režimy pripojenia:
• Kladné pripojenie: držiak elektródy pripojte k „-“, zatiaľ čo obrobok pripojte k „+“;
• Záporné pripojenie: pripojte obrobok k „-“, zatiaľ čo držiak elektródy pripojte k „+“.
PREVÁDZKA
Hlavný vypínač
• Zapnite hlavný vypínač na zadnom paneli a prepnite ho do polohy „ON“. V tomto čase sa rozsvieti digitálny displej a ventilátor vo vnútri stroja sa začne otáčať.
Pomocou tlačidla výberu vyberte režim „TIG“/“MMA“/„CLEAN“.
Prepínač výberu môže realizovať konverziu TIG a MMA.
1. Operácia zvárania TIG
• Stlačením tlačidla zapnite svetlo zvárania argónovým oblúkom (TIG).
• Otvorte ventil argónovej fľaše a nastavte prietokomer na požadovaný prietok.
• Po stlačení tlačidla zváracieho horáka začne pracovať solenoidový ventil a začne vystupovať argón.
• Zvárací prúd zvoľte podľa hrúbky obrobku.
• Vzdialenosť medzi volfrámovou elektródou zváracieho horáka a obrobkom je 2-4 mm. Stlačte tlačidlo zváracieho horáka. Po zapálení oblúka vysokofrekvenčný výbojový zvuk oblúka v stroji okamžite zmizne a v tomto okamihu môže pracovať.
2. Operácia zvárania MMA
• Stlačením tlačidla zapnete kontrolku MMA zvárania (MMA).
• Zvárací prúd zvoľte podľa hrúbky obrobku.
3. Prevádzka funkcie čistenia
• Stlačením tlačidla zapnete indikátor funkcie čistenia (Clean).
• Zvoľte výstupný prúd podľa potreby čistenia.
4. Kontrolka OC
Keď indikátor svieti, znamená to, že zariadenie prešlo do stavu ochrany z dôvodu nadmernej teploty.
A nadmerná teplota je spôsobená preťažením, nadprúdom alebo inými dôvodmi. Keď nadprúd a preťaženie pominú, zariadenie začne opäť normálne fungovať.
5. Ampérmeter s digitálnym displejom
Digitálny displej zobrazuje hodnotu zváracieho prúdu.
6. Súčasná regulácia
Pri stroji TIG s impulzmi zhasnú kontrolky bodového zvárania (Spot) a impulzu (Pulse), keď je zvolený stav „MMA“ alebo „Clean“.
Vyberte výstupný prúd podľa svojich potrieb.
7. Súčasná regulácia
Pri stroji TIG s impulzmi zhasnú kontrolky bodového zvárania (Spot) a impulzu (Pulse), keď je zvolený stav „MMA“ alebo „Clean“.
Vyberte výstupný prúd podľa svojich potrieb.
(2T/4T) Vyberte prepínač (pridajte túto funkciu podľa požiadaviek zákazníka)
Zvoľte požadovaný režim zvárania (2T/4T) v stave zvárania argónovým oblúkom. Pokyny na obsluhu sú nasledovné:
• Nastavte zvárací prúd podľa požadovaného zváracieho procesu. V režime 2T nastavte vzdialenosť medzi volfrámovou elektródou zváracieho horáka a obrobkom na 2-4 mm. Stlačte spínač horáka, oblúk sa zapáli a môžete začať zvárať. Uvoľnite ručný spínač, aby ste zatvorili oblúk a zastavili zváranie.
• V režime 4T môžete stlačením spínača horáka zapáliť oblúk. Keď uvoľníte ručný spínač, zváranie pokračuje. Potom znova stlačte ručný spínač a prúd pomaly klesne na koniec oblúka.
V tomto okamihu uvoľnite ručný spínač a zváračka prestane pracovať.
Nastavenie času predvzdušňovania (PreFlow)
Predvzdušnenie je čas od prívodu vzduchu po vznik elektrického oblúka. Tento čas je možné nastaviť medzi 0 a 1 sekundou.
Úprava času po vzduchu (Post Flow)
Post-air znamená čas od zastavenia oblúka po prerušenie prívodu vzduchu. Tento čas je možné nastaviť od 1 do 10 sekúnd.
Vyberte funkciu „Pulse“.
• Zvoľte „TIG“ a rozsvieti sa.
• Potom vyberte „Pulse“ a rozsvieti sa.
Nastavenie pulznej frekvencie „Pulse Frequency“ (Pozrite si aktuálnu krivku nižšie)
Úprava základného prúdu „Základné ampéry“
• Základný prúd je možné nastaviť iba v impulznom stave. Vyberte „Pulse“ a vyberte zodpovedajúci základný prúd podľa hrúbky obrobku.
Nastavenie pracovného cyklu „Čas špičky“
• Upravte čas zotrvania špičkového prúdu.
Predný/zadný panel
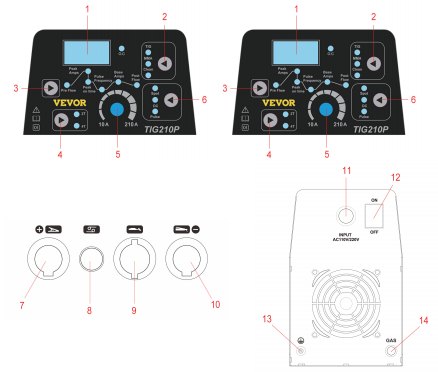
1. Digitálny displej 8. Pripojte vypínač baterky
2. Pracovný režim TIG, MMA, CLEAN 9. Nainštalujte horák na rezanie
3. Pre Flow, zvárací prúd, režim post Flow 10. Záporná zásuvka
4. Funkčné tlačidlo 2T/4T 11. Vstupný napájací kábel
5. Nastavovací gombík 12. vypínač
6. SPOT, DC, PULSE Mode 13. Uzemňovacia skrutka
7. pripojte uzemňovaciu svorku 14. Konektor plynovej hadice
HLAVNÉ PARAMETRE
| ITEM | TIG 155 A | TIG 210 A | TIG 210 P |
| Napájacie napätie (v | AC 110V ± 10% | AC 110V±10 | AC 110V±10 |
| Frekvencia (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Menovitá vstupná kapacita (KVA) | 3.8 | 7.1 | 7.1 |
| Kapacita generátora (KVA | 2.3 | 4.2 | 4.2 |
| Menovitý vstupný prúd (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| Rozsah výstupného prúdu (A | 30 155- | 30-210 | 30-210 |
| Rozsah výstupného prúdu (A | 10 155- | 10-210 | 10-210 |
| Menovité napätie naprázdno (v | 60 | 60 | 60 |
| Pracovný cyklus ( % ) | 30% | 30% | 30% |
| Izolačná trieda | F | F | F |
| triedy ochrany | IP21 | IP21 | IP21 |
| Hmotnosť stroja (kg) | 4.9 | 5.4 | 5.4 |
| Rozmery stroja (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| Výstup USB | / | 5V | / |
| Primárne prílohy | 1. 3.66 m zváracia pištoľ QQ150 (vrátane nás | 1. Zváracia pištoľ WP-26 | 1. Zvárací horák WP-26 s ústím z jemného skla ,( L= 4m vrátane my |
| Použiteľný rozsah priemerov drôtu | <3.2 | <3.2 | <3.2 |
MOŽNÉ PROBLÉMY
Tu uvedené javy môžu súvisieť s príslušenstvom, plynmi, faktormi prostredia a podmienkami napájania. Pokúste sa zlepšiť prostredie, aby ste sa vyhli takýmto situáciám.
Čierne spájkované spoje
Takéto prípady naznačujú, že spájkované spoje nie sú účinne chránené a sú oxidované. Môžete vykonať nasledujúce kontroly.
• Uistite sa, že ventil argónovej fľaše je otvorený a tlak je dostatočný. Ak je tlak vo fľaši nižší ako 0.5 MPa, fľašu doplňte.
• Skontrolujte, či je pripojený prietok argónu a či má dostatočný prietok. Pre úsporu plynu je možné zvoliť rôzne prietoky pre rôzne podmienky zváracieho prúdu. Ale príliš pomalý prietok môže mať za následok nedostatočný ochranný plyn, ktorý môže pokryť spájkované spoje. Bez ohľadu na to, aký malý je prúd, odporúčame, aby ste neznižovali prietok argónu pod 5 l/min.
• Najjednoduchší spôsob, ako skontrolovať, či uniká plyn, je nahmatať trysku zváracieho horáka, aby ste skontrolovali, či nie je zablokovaná cesta plynu zváracieho horáka.
• Zlé tesnenie plynu alebo nízka čistota plynu tiež spôsobí problémy s kvalitou zvárania.
• Ak je v prostredí silné prúdenie vzduchu, môže to tiež viesť k zhoršeniu kvality zvárania.
• Pracovný cyklus je príliš nízky.
Je ťažké začať oblúk a je ľahké ho prerušiť:
• Uistite sa, že volfrámové elektródy, ktoré používate, majú dobrú kvalitu. Vybíjacia kapacita nižšej volfrámovej elektródy nemusí spĺňať požiadavku.
• Nenaostrenú volfrámovú elektródu nie je ľahké zapáliť a môže spôsobiť nestabilitu oblúka.
Prúd nemôže zostať stabilný počas používania zváračky:
Táto situácia môže súvisieť s nasledujúcimi faktormi:
• Kolísanie sieťového napätia.
• Vážne rušenie z elektrickej siete alebo iných elektrických zariadení.
UPOZORNENIE
prostredie
• Zváranie by sa malo vykonávať v relatívne suchom prostredí a vlhkosť vzduchu vo všeobecnosti nepresahuje 90 %.
• Teplota okolia by mala byť medzi -10°C až 40°C.
• Vyhýbajte sa zváraniu na slnku alebo daždi a nedovoľte, aby do zváracieho prístroja prenikla voda alebo dážď.
• Vyhnite sa zváraniu v prašnom alebo korozívnom prostredí.
• Vyhnite sa zváraniu v ochrannej atmosfére plynu v podmienkach silného prúdenia vzduchu.
Bezpečnostné body
Zváračka TIG bola inštalovaná s ochrannými obvodmi proti prepätiu, nadprúdu a prehriatiu. Keď sieťové napätie, výstupný prúd alebo vnútorná teplota prekročí nastavenú normu, zváračka automaticky prestane pracovať. Nadmerné používanie (napríklad nadmerné napätie) však stále spôsobí poškodenie zváracieho stroja. Preto je potrebné venovať pozornosť nasledujúcim bodom.
Zabezpečte dobré vetranie
Tento zvárací stroj je priemyselný zvárací stroj. Počas prevádzky bude generovaný veľký pracovný prúd a prirodzené vetranie nemôže splniť požiadavky na chladenie. Vo vnútri sú preto nainštalované dva ventilátory, ktoré dokážu zváračku efektívne ochladiť a zabezpečiť jej bezproblémovú prácu.
Používatelia by mali zabezpečiť, aby vetracie oblasti neboli zakryté alebo blokované. Vzdialenosť medzi zváračkou a okolitými predmetmi by nemala byť menšia ako 0.3 metra. Používatelia by mali vždy venovať pozornosť udržiavaniu dobrého vetrania, pretože to prispieva k prevádzke zváračky.
Zakázať preťaženie
Používateľ by si mal zapamätať, že musí kedykoľvek dodržať maximálny povolený zaťažovací prúd (vo vzťahu k voliteľnému trvaniu zaťaženia), aby zvárací prúd neprekračoval maximálny povolený zaťažovací prúd.
Prúdové preťaženie výrazne skráti životnosť zváracieho stroja a môže dokonca zvárací stroj vyhorieť.
Zakázať nadmerné napätie
Napätie zdroja je uvedené v tabuľke „Hlavné parametre výkonu“. Za normálnych okolností bude obvod automatickej kompenzácie napätia vo zváracom stroji udržiavať zvárací prúd v povolenom rozsahu. Ak napätie napájacieho zdroja prekročí povolenú hodnotu, zváračka sa poškodí. Používateľ by si mal byť plne vedomý tejto situácie a prijať zodpovedajúce preventívne opatrenia.
• Na zadnej strane každej zváračky sú uzemňovacie skrutky a zodpovedajúce značky uzemnenia. Pred použitím by sa mali zvoliť káble s prierezom väčším ako 4 mm štvorcový. Uzemnite plášť zváračky, aby ste predišli nehodám spôsobeným statickou elektrinou alebo únikom.
• Ak zváračka pracuje pri vyššom ako štandardnom pomere kontinuity zaťaženia, zvárač sa môže náhle dostať do chráneného stavu a prestať pracovať. To znamená, že prehriatie spustí spínač ovládania teploty, takže zváračka prestane pracovať. Na prednom paneli by sa rozsvietil červený indikátor. V tomto prípade nie je potrebné odpájať, pretože chladiaci ventilátor môže pracovať na chladení zváračky. Keď červená kontrolka zhasne, teplota klesne na štandardný rozsah a môžete znova spustiť zváranie.
ÚDRŽBA
• Bezpečnostné upozornenie: Všetky údržbárske a opravárenské práce sa musia vykonávať s úplne odpojeným napájaním.
Pred otvorením stroja sa uistite, že je odpojená napájacia zástrčka.
• Pravidelne kontrolujte pripojenie vnútorného okruhu zváracieho stroja, aby ste sa uistili, že zapojenie je správne a spoj je pevný (najmä vložený spoj alebo komponent). Ak nájdete hrdzu alebo uvoľnené komponenty, vyleštite hrdzavú vrstvu alebo oxidový film brúsnym papierom a znova utiahnite.
• Keď je stroj pod napätím, držte ruky, vlasy a nástroje mimo dosahu živých častí v stroji, ako sú vnútorné ventilátory. Vyhnite sa zraneniu alebo poškodeniu strojom.
• Prach pravidelne odfukujte suchým stlačeným vzduchom. Ak sa zvárací stroj používa v silnom dyme, prostredí so silným znečistením ovzdušia, zvárací stroj by sa mal každý deň oprašovať.
• Tlak stlačeného vzduchu by mal byť na primeranej úrovni, aby nedošlo k poškodeniu malých častí vo zváračke.
• Zabráňte vniknutiu vody alebo výparov do zváracieho prístroja. Ak sa tak stane, vysušte vnútro zváračky.
Následne pomocou merača zmerajte izoláciu zváracieho stroja (izoláciu medzi spojovacími uzlami a izoláciu medzi spojovacími bodmi a plášťom). Až keď nedôjde k abnormálnemu stavu, môžeme pokračovať v zváračských prácach.
• Ak sa zváračka dlhší čas nepoužíva, zváračka by sa mala vrátiť do pôvodnej obalovej krabice a uskladniť v suchom prostredí.
RIEŠENIE PROBLÉMOV
Poznámka: Nasledujúce operácie vyžadujú primerané elektrické odborné znalosti a komplexné bezpečnostné znalosti.
Prevádzkovateľ musí mať platnú kvalifikáciu, ktorá preukazuje jeho spôsobilosť a znalosti.
| Úkaz | Riešenie |
| Indikátor napájania sa nerozsvieti, ventilátor sa neotáča a nie je žiadny zvárací výkon. | 1. Hlavný vypínač je poškodený. 2. Skontrolujte, či je elektrická sieť pripojená k vstupnému káblu pod napätím. 3. Skontrolujte, či nie je otvorený obvod vo vstupnom kábli. |
| Indikátor vypínača svieti, ale ventilátor sa neotáča alebo sa otáča niekoľkokrát a prestane sa otáčať a nie je žiadny zvárací výkon. | 1. Vstupná svorka môže byť nesprávne pripojená k napájaciemu zdroju 380 V, čo má za následok spustenie obvodu ochrany proti prepätiu. Vymeňte napájací zdroj 220 V a reštartujte stroj. 2. Napájanie 220V je nestabilné (vstupné vedenie je príliš tenké a príliš dlhé) alebo je vstupné vedenie pripojené k sieti, čo vedie k spusteniu obvodu prepäťovej ochrany. Tento jav zmizne za 2-3 minúty zväčšením priemeru vodiča na vstupe elektrickej siete alebo posilnením vstupného uzla. Keď sa vráti do normálu, reštartujte ho. 3. Nepretržité zapínanie a vypínanie hlavného vypínača na krátky čas spôsobí spustenie obvodu ochrany proti prepätiu. Vypnite hlavný vypínač a pred opätovným spustením počkajte 2-3 minúty. 4. Vodič medzi spínačom a napájacou doskou je uvoľnený. Utiahnite to. 5. 24V relé hlavného obvodu na doske zdroja nie je zatvorené alebo poškodené. Skontrolujte napájanie 24 V a relé. Ak je relé poškodené, môžete ho nahradiť inými ističmi rovnakého modelu. |
| Indikátor vypínača svieti, ale ventilátor sa neotáča alebo sa otáča niekoľkokrát a prestane sa otáčať a nie je žiadny zvárací výkon. | 1. Pomocou multimetra zmerajte kladné a záporné napätie zásuvného modulu VH-07 z dosky napájacieho zdroja do dosky MOS približne 308 V DC. • Či je odpojený zásuvný vodič silikónového mostíka a či je zlý kontakt. • Veľké elektrolytické kondenzátory na doske zdroja napájania môžu vytiecť. Vymeňte ju. 2. Pomocný zdroj na doske MOS má zelenú kontrolku. Ak svetlo nesvieti, pomocný zdroj napájania nefunguje. Nájdite miesto poruchy. 3. Skontrolujte zlý kontakt rôznych zásuvných vodičov v stroji. 4. Problémy s ovládacím obvodom treba zistiť včas alebo kontaktovať predajcov. 5. Ovládací drôt na zváracej pištoli je zlomený. |
| Kontrolka abnormálneho stavu nesvieti. Ozýva sa vysokofrekvenčný výbojový „šušťanský“ zvuk a nedochádza k žiadnemu zváraciemu výstupu. | 1. Kábel horáka je prerušený. 2. Uzemňovací vodič je zlomený alebo nie je pripojený k zváranému obrobku. 3. Spojenie medzi kladnou výstupnou svorkou alebo výstupnou plynovou svorkou zváracieho horáka a strojom je uvoľnené. |
| Abnormálna kontrolka sa nerozsvieti. Nie je počuť šušťanie vysokofrekvenčného výboja a je možné spustiť oblúkové zváranie. | 1. Primárny vodič transformátora zapaľovania oblúka je v zlom kontakte s napájacou doskou. Utiahnite to. 2. Môže sa stať, že hrot zváracieho horáka TIG je zoxidovaný alebo je dýza ďaleko od obrobku. Ošetrenie: odstráňte oxidový film z elektródy dýzy alebo zmeňte vzdialenosť medzi dýzou a obrobkom na 1 mm. 3. Prepínač manuálneho prenosu argónového zvárania je poškodený; vymeňte ju. 4. Jednotlivé komponenty obvodu zapaľovania vysokofrekvenčného oblúka sú poškodené; nájsť a nahradiť ich. |
| Svieti abnormálna kontrolka, žiadny výstup. | 1. Môže ísť o nadprúdovú ochranu. Vypnite zariadenie a reštartujte ho, kým nezhasne indikátor abnormálneho stavu. 2. Môže existovať ochrana pred prehriatím a nie je potrebné stroj zastaviť. Počkajte 2-3 minúty, kým sa stroj vráti do normálneho stavu (zváračka s čistým argónom nemá žiadnu funkciu ochrany proti prehriatiu). 3. Obvod meniča môže byť chybný, odpojte napájaciu zástrčku hlavného transformátora na doske MOS (v blízkosti zásuvného modulu ventilátora VH-07) a reštartujte ho: • Ak abnormálny indikátor stále svieti, vypnite stroj a potom odpojte napájaciu zástrčku zdroja vysokofrekvenčného zapaľovania oblúka (v blízkosti zásuvného modulu ventilátora VH-03) a reštartujte ho: a. Ak abnormálna kontrolka stále svieti, jednotlivý FET na doske MOS je poškodený. Nájdite a nahraďte FET rovnakého typu. b. Ak abnormálny indikátor nesvieti, zvyšovací transformátor v obvode vysokofrekvenčného oblúka na doske zdroja napájania je prerušený. Vymeňte ju. • Ak nenormálny indikátor nesvieti: a. Môže sa stať, že stredový transformátor je poškodený a mostík možno použiť na meranie primárnej indukčnosti a hodnoty Q hlavného transformátora. L=0.9-1.6 mH Q>35 Hodnota indukčnosti Q je veľmi malá a mala by byť vymenené. b. Sekundárna usmerňovacia trubica transformátora môže byť poškodená. Nájdite a vymeňte usmerňovaciu trubicu rovnakého typu. Obvod spätnej väzby môže byť prerušený. 4. Obvod spätnej väzby môže byť prerušený. |
| Výstupný prúd je počas zvárania nestabilný alebo nie je ovládaný potenciometrom a prúd je niekedy veľký a niekedy malý. | 1. Potenciometer 1K by sa mal vymeniť, ak je poškodený. 2. Všetky druhy zlého pripojenia, najmä konektory, je potrebné skontrolovať. |
| Ručné oblúkové zváranie má veľké rozstreky a je ťažké spáliť alkalické elektródy. | 1. Ak je polarita nesprávna, otočte polaritu uzemňovacieho vodiča a vodiča rukoväte. |
| Ventilátor sa neotáča, digitálny merač nemá displej a zvárací výkon. | 1. Skontrolujte, či je vzduchový spínač neporušený alebo zatvorený. 2. Uistite sa, že elektrická sieť pripojená k výstupnému káblu má elektrickú energiu. 3. Termistor (štyri) na doske zdroja je poškodený. Táto situácia je zvyčajne spôsobená poruchou relé DC24V alebo zlým kontaktom kontaktov). 4. Doska napájacieho zdroja (spodná doska) zlyhá a nemá výstup jednosmerného napätia 537V. • Kremíkový mostík je otvorený a drôtový kontakt zásuvného modulu kremíkového mostíka je slabý. • Časť napájacej dosky je spálená. • Skontrolujte, či sú prepojovací kábel od vzduchového spínača k napájacej doske a prepojovací kábel od napájacej dosky k doske MOS (doska meniča) v dobrom kontakte. • Pomocná napájacia časť riadiacej dosky je chybná. |
| Ventilátor sa otáča a kontrolka abnormálneho stavu sa nerozsvieti. Nie je počuť šušťanie vysokofrekvenčného výboja a oblúk sa nedá spustiť ani pri trení. | 1. Skontrolujte, či rôzne prepojovacie káble v stroji nie sú v zlom kontakte. 2. Ak je problém s riadiacim obvodom, zistite včas príčinu alebo kontaktujte predajcu. 3. Ovládací drôt na zváracom horáku je zlomený. |
| Nenormálny indikátor svieti a žiadny výstup. | 1. Kábel horáka je prerušený. 2. Uzemňovací vodič je zlomený alebo nie je pripojený k zváranému obrobku. 3. Spojenie medzi kladnou výstupnou svorkou alebo výstupnou plynovou svorkou zváracieho horáka a strojom je uvoľnené. |
| Kontrolka abnormálneho stavu sa nerozsvieti. Ozýva sa šuchot vysokofrekvenčného výboja, ale žiadny zvárací výkon. | 1. Primárny vodič transformátora zapaľovania oblúka je v zlom kontakte s platňou zapaľovania oblúka. Utiahnite to. 2. Môže sa stať, že hrot zváracieho horáka TIG je zoxidovaný alebo je dýza ďaleko od obrobku. Ošetrenie: odstráňte oxidový film z elektródy dýzy alebo zmeňte vzdialenosť medzi dýzou a obrobkom na 1 mm. 3. Prepínač ručného zvárania argónového zvárania je poškodený. Vymeňte ju. 4. Jednotlivé komponenty obvodu zapaľovania vysokofrekvenčného oblúka sú poškodené. Nájdite a vymeňte ich. |
| Nenormálny indikátor svieti a žiadny výstup. | 1. Môže ísť o nadprúdovú ochranu. Po zhasnutí abnormálneho indikátora vypnite stroj a reštartujte ho. 2. Môže ísť o ochranu proti prehriatiu a stroj sa môže vrátiť do normálneho stavu bez vypnutia na 2-3 minúty. 3. Doska meniča alebo zapaľovania oblúka môže byť chybná: Ak ide o duálny invertor, odpojte zástrčku napájacieho kábla na jednej z dosiek meniča (v blízkosti zásuvného modulu panel-07) a reštartujte ho. Potom, ak nesvieti abnormálny indikátor, chyba je na tomto meniči, v opačnom prípade je chyba na inom meniči. Ďalej môžu stroje s jedným invertorom aj s dvoma invertormi použiť rovnakú metódu na odstraňovanie problémov. • Ak abnormálny indikátor stále svieti, vypnite a odpojte napájanie na doske pilotného oblúka (v blízkosti zásuvného modulu ventilátora VH-03). Reštartujte ho: a. Ak abnormálna kontrolka stále svieti, jednotlivý FET na doske MOS je poškodený. Nájdite a nahraďte FET rovnakého typu. b. Ak abnormálny indikátor nesvieti, chyba spočíva v poškodení dosky zapaľovania oblúka, zosilňovača alebo transformátora. Vymeňte ju. • Zapojte napájací kábel chybného meniča a odpojte napájací kábel hlavného transformátora. A potom reštartujte stroj. a. Ak je abnormálny indikátor vypnutý, chyba je v strednej rovine. Stredový transformátor sa môže poškodiť a mostík sa môže použiť na meranie primárnej indukčnosti a hodnoty Q každého hlavného transformátora. b. Usmerňovacia trubica strednej dosky sa môže jednotlivo poškodiť. Nájdite a vymeňte usmerňovaciu trubicu rovnakého typu. 4. Obvod spätnej väzby môže byť prerušený. |
| Zvárací prúd nestačí a nastavenie prúdu je mimo kontroly. | 1. Vedľajšia čiara je príliš dlhá alebo príliš tenká, čo najviac skráťte vedľajšiu čiaru alebo zväčšite jej prierez. 2. Ak existuje diaľkové ovládanie, môže byť v stave diaľkového ovládania. 3. Je tiež možné, že je poškodený potenciometer na reguláciu prúdu. |
Záver
Na záver, VEVOR Welder Manual poskytuje komplexné informácie o bezpečnostných opatreniach a profesionálnych zváracích technikách potrebných na úspešné zváranie pomocou zváračiek VEVOR. Dodržiavaním tohto návodu môžete zaistiť svoju bezpečnosť, predchádzať nehodám a dosiahnuť vysokokvalitné výsledky zvárania.
Technické údaje uvedené v príručke vám tiež môžu pomôcť pochopiť špecifikácie každého modelu zváračky VEVOR, čo vám umožní vybrať si ten správny pre vaše potreby zvárania. Nezabudnite vždy dodržiavať bezpečnostné pokyny a prijať potrebné opatrenia pri používaní zváračky VEVOR, aby ste zaistili bezpečný a efektívny zážitok z zvárania.



