
Если вы хотите научиться пользоваться сварочным аппаратом VEVOR или просто хотите освежить свои знания о мерах предосторожности и профессиональных приемах, руководство сварщика VEVOR станет бесценным ресурсом.
В этом руководстве пользователя мы рассмотрим меры предосторожности и профессиональные методы сварки, необходимые для обеспечения вашего успеха в сварке. Кроме того, мы предоставим вам PDF-версию руководства, что облегчит вам доступ к необходимой информации и ее использование. Итак, начнем!

Это оригинальная инструкция, пожалуйста, внимательно прочитайте все инструкции перед началом работы. VEVOR оставляет за собой четкую интерпретацию нашего руководства пользователя. Внешний вид продукта зависит от продукта, который вы получили. Пожалуйста, извините нас за то, что мы больше не будем информировать вас о каких-либо обновлениях технологий или программного обеспечения для нашего продукта.
Содержание
ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
Компания торжественно обещает:
На продукцию, реализуемую нашей компанией, предоставляется гарантия один год со дня покупки.
Пожалуйста, внимательно прочитайте и поймите это руководство перед установкой и эксплуатацией этой машины..
- Содержание данного руководства может быть изменено без предварительного уведомления.
- В данном руководстве могут быть некоторые неточности, хотя оно было тщательно изучено.
Если да, пожалуйста, проконсультируйтесь с нами.
БЕЗОПАСНОСТЬ
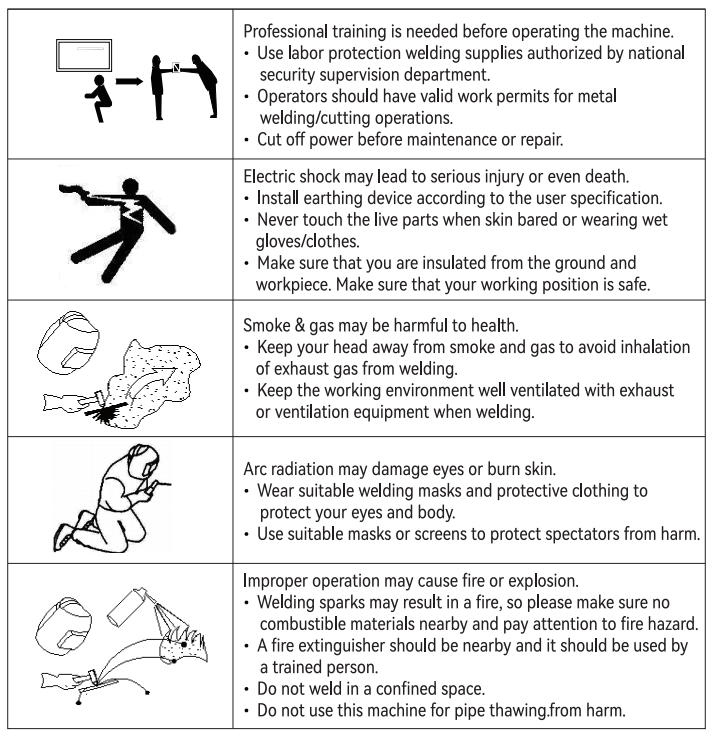
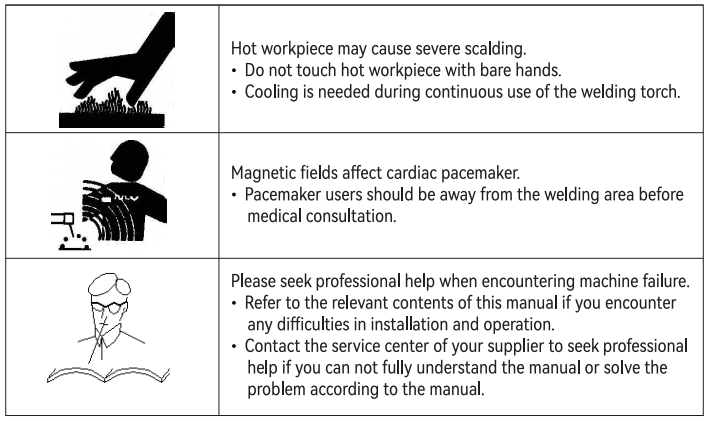
Сварка опасна и может нанести вред вам и другим людям, поэтому при сварке примите меры предосторожности.
Подробную информацию см. в правилах безопасности производителя для предотвращения несчастных случаев.
КРАТКОЕ ВВЕДЕНИЕ ПРИНЦИПА
Серия аргонодуговых сварочных аппаратов представляет собой инверторный сварочный аппарат, изготовленный с использованием передовой инверторной технологии. Это более зрелая и стабильная серия продуктов.
Он использует технологию широтно-импульсной модуляции (ШИМ) и мощное переключающее устройство IGBT для выпрямления частоты сети 50 Гц/60 Гц в постоянный ток, а затем инвертирует ее в высокую частоту (частота может достигать более 100 кГц) и затем понижающее выпрямление. Благодаря выходу с технологией широтно-импульсной модуляции (ШИМ) его можно использовать в качестве мощного источника постоянного тока для сварки. Благодаря инверторной технологии импульсного источника питания вес и объем сварочного аппарата значительно уменьшаются, а эффективность преобразования всей машины увеличивается более чем на 30%.
При использовании ручной дуговой сварки сварочный аппарат имеет постоянные токовые характеристики и осуществляет регулирование тяги дуги.
То есть он имеет постоянную токовую характеристику при нормальном напряжении дуги. Таким образом, сварочный ток не меняется в зависимости от длины дуги, что обеспечивает стабильную сварку.
Когда длина дуги слишком коротка и напряжение дуги слишком низкое, ток может увеличиваться с уменьшением напряжения дуги. Чтобы способствовать автоматическому восстановлению длины дуги (так называемая тяга дуги), тяга регулируется независимо. Когда напряжение дуги слишком мало для поддержания дуги, внешняя характеристика меняется на характеристику с резким падением, чтобы избежать чрезмерного тока, вызванного коротким замыканием.
Внешней характеристикой аргонодуговой сварки является постоянный ток, поэтому сварочный ток не меняется в зависимости от длины дуги, а ток очень стабилен.
МОНТАЖ
При использовании более длинного выходного кабеля для уменьшения падения напряжения рекомендуется использовать кабель большего сечения. Если кабель сварочной горелки слишком длинный, его внутреннее сопротивление снизит выходное напряжение оборудования, что может оказать большее влияние на производительность сварочного аппарата.
Работоспособность высокочастотной дуги ослаблена или система не может нормально работать. Поэтому мы предлагаем вам использовать кабель рекомендованной длины.
ПОДКЛЮЧИТЕ ПРОВОДКУ
1. Подключение входного кабеля
• Каждый сварочный аппарат TIG оснащен кабелем питания. Служит для подключения к источнику питания необходимого входного напряжения.
• Кабель питания должен быть надежно подсоединен к выключателю питания или разъему кабеля во избежание возможного окисления.
• С помощью мультиметра проверьте, изменяется ли напряжение в заданном диапазоне.
2. Подключение выходного кабеля (Pure) Аргонодуговая сварка (TIG)
• Подключение горелки для аргонодуговой сварки. Установите встроенный газоэлектрический разъем сварочной горелки в соответствующий разъем на панели сварочного аппарата и затяните его, повернув по часовой стрелке.
• Установите авиационную вилку в соответствующий интерфейс на панели сварочного аппарата и затяните ее, повернув по часовой стрелке.
• Вставьте штекер велосипедного кабеля в быстроразъемное гнездо с полярностью «+» на панели сварочного аппарата и затяните его, повернув по часовой стрелке. Затем зажмите заготовку заземляющим проводом.
3. Подключиться к газу
Плотно соедините трубку подачи аргона с медным соплом на задней стороне машины. Путь подачи воздуха должен включать газовый баллон, декомпрессионный расходомер аргона и трахею. Соединительную часть трахеи следует скрепить хомутами или другими предметами во избежание протечек и попадания воздуха. Эти операции повлияют на защитный эффект паяных соединений.
Для заземления корпуса используйте провод с токопроводящей площадью поперечного сечения не менее 4 мм. Метод заключается в подключении провода к земле через винт заземления на задней части сварочного аппарата, чтобы предотвратить статическое электричество или утечку.
4. Функция MMA и TIG
Подключите, как указано выше, во время аргоновой сварки (TIG). При сварке ММА обратите внимание на следующее.
• Каждый сварочный аппарат оснащен парой быстрозажимных заглушек. Подсоедините кабель электрододержателя к быстродействующей вилке –, а кабель зажима заземления – к быстродействующей вилке «+». Обратите внимание: затягивайте их внутренним шестигранным ключом. Обеспечьте хороший контакт вторичного кабеля (провода-держателя и провода заземления) с быстродействующей вилкой.
Некоторые сварщики пренебрегли этим и сожгли быстродействующую заглушку.
• После вставки быстродействующей вилки в быстроразъемное гнездо затяните ее, чтобы обеспечить хороший контакт. В противном случае, когда рабочий ток высокий, вилка и розетка сгорят после длительной работы.
5. функция
• Правильно подсоедините чистящий пистолет. Подсоедините разъем чистящего пистолета к соответствующему разъему пистолета на панели сварочного аппарата и затяните его, повернув по часовой стрелке.
• Вставьте быстродействующую вилку заземляющего кабеля в быстродействующую розетку с полярностью «+» на панели сварочного аппарата и затяните ее, повернув по часовой стрелке. Зажмите заготовку зажимом заземления на другом конце.
Серьезное внимание следует уделить электроду проволоки. Обычно сварочное оборудование постоянного тока имеет два режима подключения:
• Плюсовое соединение: подключите электрододержатель к «-», а заготовку – к «+»;
• Отрицательное соединение: подключите заготовку к «-», а электрододержатель к «+».
РАБОТА
Главный переключатель
• Включите выключатель питания на задней панели и установите его в положение «ВКЛ». В это время загорается цифровой дисплей и вентилятор внутри машины начинает вращаться.
Выберите режим «TIG»/«MMA» / «CLEAN» с помощью кнопки выбора.
Переключатель выбора может реализовать преобразование TIG и MMA.
1. Сварка TIG
• Нажмите кнопку, чтобы загорелся индикатор аргонодуговой сварки (TIG).
• Откройте вентиль баллона с аргоном и отрегулируйте расходомер на требуемый расход.
• После нажатия кнопки сварочной горелки начинает работать электромагнитный клапан и начинает выходить аргон.
• Выберите сварочный ток в соответствии с толщиной заготовки.
• Расстояние между вольфрамовым электродом сварочной горелки и заготовкой составляет 2-4 мм. Нажмите кнопку сварочной горелки. После зажигания дуги высокочастотный звук дугового разряда в машине сразу исчезает, и в это время она может работать.
2. Сварка ММА.
• Нажмите кнопку, чтобы загорелся индикатор сварки MMA (MMA).
• Выберите сварочный ток в соответствии с толщиной заготовки.
3. Работа функции очистки
• Нажмите кнопку, чтобы загорелся индикатор функции очистки (Clean).
• Выберите выходной ток в соответствии с потребностями очистки.
4. Индикатор разгона
Когда индикатор горит, это означает, что устройство перешло в состояние защиты из-за перегрева.
Перегрев вызван перегрузкой, перегрузкой по току или другими причинами. Когда перегрузка по току и перегрузка исчезнут, оборудование снова начнет нормально работать.
5. Амперметр с цифровым дисплеем
На цифровом дисплее отображается значение сварочного тока.
6. Текущее регулирование
Для аппарата TIG с импульсной сваркой индикаторы точечной сварки (Spot) и импульсной сварки (Pulse) гаснут, когда выбрано состояние «MMA» или «Очистка».
Выберите выходной ток в соответствии с вашими потребностями.
7. Текущее регулирование
Для аппарата TIG с импульсной сваркой индикаторы точечной сварки (Spot) и импульсной сварки (Pulse) гаснут, когда выбрано состояние «MMA» или «Очистка».
Выберите выходной ток в соответствии с вашими потребностями.
(2T/4T) Переключатель выбора (добавьте эту функцию в соответствии с требованиями заказчика)
Выберите желаемый режим сварки (2T/4T) в состоянии аргонодуговой сварки. Инструкции по эксплуатации следующие:
• Отрегулируйте сварочный ток в соответствии с требуемым процессом сварки. В режиме 2Т установите расстояние между вольфрамовым электродом сварочной горелки и заготовкой 2-4 мм. Нажмите выключатель горелки, дуга зажжется, и вы сможете начать сварку. Отпустите ручной переключатель, чтобы закрыть дугу и прекратить сварку.
• В режиме 4T вы можете нажать переключатель горелки, чтобы зажечь дугу. Когда вы отпустите ручной переключатель, сварка продолжится. Затем снова нажмите ручной переключатель, и ток медленно упадет до конца дуги.
В это время отпустите ручной переключатель, и сварочный аппарат перестанет работать.
Регулировка времени предварительного проветривания (Pre Flow)
Предварительный воздух – это время от подачи воздуха до возникновения дуги. Это время можно регулировать в диапазоне от 0 до 1 секунды.
Регулировка времени постпроветривания (Post Flow)
Пост-воздух означает время от остановки дуги до прекращения подачи воздуха. Это время можно регулировать от 1 до 10 секунд.
Выберите функцию «Пульс».
• Выберите «TIG» и зажгите свет.
• Затем выберите «Пульс» и зажгите свет.
Регулировка частоты импульсов «Частота импульса» (см. кривую тока ниже)
Регулировка базового тока «Базовый ток»
• Базовый ток можно регулировать только в импульсном режиме. Выберите «Импульс» и выберите соответствующий базовый ток в зависимости от толщины заготовки.
Регулировка рабочего цикла «Пик по времени»
• Отрегулируйте время пребывания пикового тока.
Передняя/задняя панель
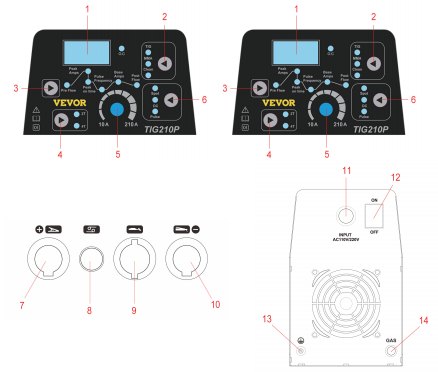
1. Цифровой дисплей 8. Подключите выключатель горелки.
2. Рабочий режим TIG, MMA, CLEAN 9. Установите резак
3. Pre Flow, сварочный ток, режим Post Flow 10. Отрицательный разъем
4. Функциональная кнопка 2T/4T 11. Кабель входного питания
5. Ручка регулировки 12. Выключатель питания
6. Режим ТОЧЕЧНЫЙ, DC, ИМПУЛЬСНЫЙ 13. Винт заземления
7. Подсоедините зажим заземления 14. Соединитель газового шланга
ОСНОВНЫЕ ПАРАМЕТРЫ
| ПУНКТ | ТИГ 155 А | ТИГ 210 А | ТИГ 210 П |
| Напряжение питания (В | AC 110V ± 10% | 110 В переменного тока ± 10 | AC110В±10 |
| Частота (Гц | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Номинальная входная мощность (кВА) | 3.8 | 7.1 | 7.1 |
| Мощность генератора(кВА | 2.3 | 4.2 | 4.2 |
| Номинальный входной ток (А | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| Диапазон выходного тока (А | 30- 155 | 30-210 | 30-210 |
| Диапазон выходного тока (А | 10- 155 | 10-210 | 10-210 |
| Номинальное напряжение холостого хода (В | 60 | 60 | 60 |
| Рабочий цикл (%) | 30% | 30% | 30% |
| Класс изоляции | F | F | F |
| Класс защиты | IP21 | IP21 | IP21 |
| Вес машины (кг) | 4.9 | 5.4 | 5.4 |
| Размер машины (мм) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| Выход USB | / | 5V | / |
| Основные вложения | 1 . Сварочный пистолет QQ3.66 длиной 150 м (в том числе мы | 1 . Сварочный пистолет ВП-26 | 1 . Сварочная горелка WP-26 со стеклянной горловиной ,( L= 4м включая мы |
| Применимый диапазон диаметров проволоки | <3.2 | <3.2 | <3.2 |
ВОЗМОЖНЫЕ ПРОБЛЕМЫ
Перечисленные здесь явления могут быть связаны с аксессуарами, газами, факторами окружающей среды и условиями электропитания. Пожалуйста, постарайтесь улучшить окружающую среду, чтобы избежать подобных ситуаций.
Черные паяные соединения
Такие случаи указывают на то, что паяные соединения недостаточно надежно защищены и окисляются. Вы можете выполнить следующие проверки.
• Убедитесь, что клапан баллона с аргоном открыт и давление достаточно. Если давление в баллоне ниже 0.5 МПа, долейте баллон.
• Проверьте, подключен ли поток аргона и имеет ли он достаточный поток. Для экономии газа можно выбирать разные скорости потока для разных условий сварочного тока. Но слишком медленная скорость потока может привести к недостаточному количеству защитного газа, который сможет покрыть паяные соединения. Независимо от того, насколько мал ток, мы рекомендуем не снижать скорость потока аргона ниже 5 л/мин.
• Самый простой способ проверить, выходит ли газ, — это ощупать сопло сварочной горелки, чтобы проверить, не заблокирован ли газовый тракт сварочной горелки.
• Плохая газовая герметизация или низкая чистота газа также приводят к проблемам с качеством сварки.
• Наличие сильного потока воздуха в окружающей среде также может привести к ухудшению качества сварки.
• Рабочий цикл слишком низкий.
Дугу трудно зажечь, а разорвать дугу легко:
• Убедитесь, что используемые вами вольфрамовые электроды хорошего качества. Разрядная емкость вольфрамового электрода низкого качества может не соответствовать требованиям.
• Незаточенный вольфрамовый электрод не вызывает легкого образования дуги и может вызвать нестабильность дуги.
Ток не может оставаться стабильным во время использования сварочного аппарата:
Такая ситуация может быть связана со следующими факторами:
• Изменение напряжения сети.
• Серьезные помехи от электросети или другого электрооборудования.
ВНИМАНИЕ!
Окружающая среда
• Сварочные работы следует проводить в относительно сухой среде, влажность воздуха обычно не превышает 90%.
• Температура окружающей среды должна находиться в пределах от -10°C до 40°C.
• Избегайте сварки на солнце или под дождем и не допускайте попадания воды или дождя в сварочный аппарат.
• Избегайте сварки в пыльной или агрессивной газовой среде.
• Избегайте сварки в среде защитного газа в условиях сильного воздушного потока.
Пункты безопасности
Сварочный аппарат TIG оснащен схемами защиты от перенапряжения, перегрузки по току и перегрева. Когда напряжение сети, выходной ток или внутренняя температура превышают установленный стандарт, сварочный аппарат автоматически прекращает работу. Однако чрезмерное использование (например, чрезмерное напряжение) все равно приведет к повреждению сварочного аппарата. Поэтому необходимо отметить следующие моменты.
Обеспечьте хорошую вентиляцию
Этот сварочный аппарат является промышленным сварочным аппаратом. Во время работы будет генерироваться большой рабочий ток, а естественная вентиляция не сможет удовлетворить требования к охлаждению. Поэтому внутри установлены два вентилятора, которые эффективно охлаждают сварочный аппарат и обеспечивают бесперебойную его работу.
Пользователи должны следить за тем, чтобы вентиляционные зоны не были закрыты или заблокированы. Расстояние между сварщиком и окружающими предметами не должно быть менее 0.3 метра. Пользователи всегда должны следить за хорошей вентиляцией, поскольку это способствует работе сварщика.
Запретить перегрузку
Пользователь должен всегда помнить о максимально допустимом токе нагрузки (относительно выбираемой продолжительности нагрузки), чтобы сварочный ток не превышал максимально допустимый ток нагрузки.
Перегрузка по току значительно сократит срок службы сварочного аппарата, а может даже сжечь сварочный аппарат.
Запретить перенапряжение
Напряжение питания указано в таблице «Основные рабочие параметры». В нормальных условиях схема автоматической компенсации напряжения сварочного аппарата поддерживает сварочный ток в допустимом диапазоне. Если напряжение источника питания превысит допустимое значение, сварочный аппарат выйдет из строя. Пользователь должен быть полностью осведомлен об этой ситуации и принять соответствующие профилактические меры.
• На задней стороне каждого сварочного аппарата имеются винты заземления и соответствующие метки заземления. Перед использованием следует выбирать кабели с поперечным сечением более 4 мм. Заземлите корпус сварочного аппарата, чтобы предотвратить несчастные случаи, вызванные статическим электричеством или утечкой.
• Если сварочный аппарат работает с нагрузкой, превышающей стандартную, он может внезапно перейти в защищенное состояние и прекратить работу. Это означает, что перегрев срабатывает переключатель контроля температуры, поэтому сварочный аппарат перестает работать. На передней панели загорится красный индикатор. В этом случае нет необходимости отключать питание, поскольку охлаждающий вентилятор может охлаждать сварочный аппарат. Когда красный индикатор погаснет, температура упадет до стандартного диапазона, и сварку можно будет возобновить.
ОБСЛУЖИВАНИЕ
• Предупреждение о безопасности: Все работы по техническому обслуживанию и ремонту необходимо выполнять при полностью отключенном питании.
Прежде чем открывать машину, убедитесь, что вилка питания отключена.
• Регулярно проверяйте подключение внутренней цепи сварочного аппарата, чтобы убедиться в правильности проводки и прочности соединения (особенно вставленного соединения или компонента). При обнаружении ржавчины или незакрепленных деталей отполируйте ржавый слой или оксидную пленку наждачной бумагой и снова затяните.
• Когда машина находится под напряжением, держите руки, волосы и инструменты подальше от частей машины, находящихся под напряжением, например, внутренних вентиляторов. Избегайте травм или повреждений машиной.
• Регулярно сдувайте пыль сухим, чистым сжатым воздухом. Если сварочный аппарат используется в условиях сильного задымления и серьезного загрязнения воздуха, сварочный аппарат следует протирать пылью каждый день.
• Давление сжатого воздуха должно быть на разумном уровне, чтобы избежать повреждения мелких деталей сварочного аппарата.
• Не допускайте попадания воды или пара в сварочный аппарат. В этом случае высушите внутреннюю часть сварочного аппарата.
В дальнейшем при помощи измерителя измерьте изоляцию сварочного аппарата (изоляцию между узлами подключения и изоляцию между точками соединения и корпусом). Только при отсутствии аномальных условий мы можем продолжить сварочные работы.
• Если сварочный аппарат не используется в течение длительного времени, его следует положить обратно в оригинальную упаковочную коробку и хранить в сухом месте.
УСТРАНЕНИЕ
Примечание. Следующие операции требуют соответствующих знаний в области электротехники и всесторонних знаний по технике безопасности.
Оператор должен иметь действительную квалификацию, подтверждающую его компетентность и знания.
| Явления | Решение |
| Индикатор питания не горит, вентилятор не вращается, сварочная мощность отсутствует. | 1. Выключатель питания сломан. 2. Убедитесь, что в электросети, подключенной к входному кабелю, есть электричество. 3. Убедитесь, что во входном кабеле нет обрыва цепи. |
| Индикатор выключателя питания горит, но вентилятор не вращается или вращается несколько раз и перестает вращаться, а сварочная мощность отсутствует. | 1. Входная клемма может быть неправильно подключена к источнику питания 380 В, что приводит к срабатыванию схемы защиты от перенапряжения. Замените источник питания 220 В и перезапустите машину. 2. Источник питания 220 В нестабильен (входная линия слишком тонкая и слишком длинная) или входная линия подключена к сети, что приводит к срабатыванию схемы защиты от перенапряжения. Это явление исчезнет через 2-3 минуты при увеличении диаметра провода ввода электросети или усилении узла ввода. Когда он вернется в нормальное состояние, перезапустите его. 3. Постоянное включение и выключение выключателя питания на короткий период времени приводит к срабатыванию схемы защиты от перенапряжения. Выключите питание и подождите 2–3 минуты, прежде чем перезапустить. 4. Провод между выключателем и платой питания ослаблен. Затяните его. 5. Реле главной цепи 24 В на плате источника питания не замкнуто и не повреждено. Проверьте источник питания 24 В и реле. Если реле повреждено, его можно заменить другими прерывателями той же модели. |
| Индикатор выключателя питания горит, но вентилятор не вращается или вращается несколько раз и перестает вращаться, а сварочная мощность отсутствует. | 1. С помощью мультиметра измерьте положительное и отрицательное напряжение плагина VH-07 от платы питания до платы MOS, составляющее около 308 В постоянного тока. • Отсоединен ли провод кремниевого моста и плохой ли контакт. • Большие электролитические конденсаторы на плате питания могут протечь. Замени это. 2. Вспомогательный источник питания на плате MOS имеет зеленый индикатор. Если свет не горит, вспомогательный источник питания не работает. Найдите место неисправности. 3. Проверьте плохой контакт различных штекерных проводов в машине. 4. Проблемы с цепью управления следует своевременно обнаруживать или обращаться к дилерам. 5. Обрыв провода управления сварочной горелкой. |
| Аномальный индикатор не горит. Слышен высокочастотный «шуршащий» звук разряда, сварочная мощность отсутствует. | 1. Кабель горелки сломан. 2. Заземляющий провод сломан или не подсоединен к сварочной детали. 3. Соединение между положительной выходной клеммой или газовой клеммой сварочной горелки и аппаратом ослаблено. |
| Ненормальный индикатор не загорается. Шуршащий звук высокочастотного разряда отсутствует, и можно приступать к дуговой сварке. | 1. Первичный провод трансформатора зажигания дуги плохо контактирует с силовой платой. Затяните его. 2. Возможно, кончик сварочной горелки TIG окислился или сопло находится далеко от заготовки. Лечение: удалить оксидную пленку сопла-электрода или изменить расстояние между соплом и заготовкой на 1 мм. 3. Поврежден переключатель ручной аргоновой сварки; замени это. 4. Повреждены отдельные компоненты цепи зажигания высокочастотной дуги; найдите и замените их. |
| Горит ненормальный индикатор, нет выходного сигнала. | 1. Это может быть защита от перегрузки по току. Пожалуйста, выключите машину и перезапустите ее, пока не погаснет индикатор неисправности. 2. Может быть защита от перегрева, и нет необходимости останавливать аппарат. Подождите 2-3 минуты, пока аппарат вернется в нормальное состояние (аппарат для аргонодуговой сварки не имеет функции защиты от перегрева). 3. Возможно, неисправна схема инвертора, отключите вилку силового трансформатора на плате MOS (рядом с разъемом вентилятора VH-07) и перезапустите его: • Если индикатор неисправности все еще горит, выключите машину, затем отсоедините вилку источника питания высокочастотной дуги (около разъема вентилятора VH-03) и перезапустите ее: а. Если индикатор неисправности все еще горит, это означает, что отдельный полевой транзистор на плате MOS поврежден. Найдите и замените полевой транзистор того же типа. б. Если аномальный индикатор не горит, значит, неисправен повышающий трансформатор в высокочастотной дуговой цепи на плате блока питания. Замени это. • Если индикатор неисправности не горит: а. Возможно, трансформатор средней пластины поврежден, и мост можно использовать для измерения первичной индуктивности и значения добротности главного трансформатора. L=0.9–1.6 мГн Q>35 Значение индуктивности Q очень мало и должно быть заменены. б. Возможно, вторичная выпрямительная трубка трансформатора вышла из строя. Найдите и замените выпрямительную трубку того же типа. Цепь обратной связи может быть нарушена. 4. Возможно, нарушена цепь обратной связи. |
| Выходной ток нестабильен или не контролируется потенциометром во время сварки, а ток иногда велик, а иногда мал. | 1. Потенциометр 1К следует заменить, если он поврежден. 2. Все виды плохого контакта, особенно разъемы, необходимо проверить. |
| При ручной дуговой сварке образуются большие брызги, и щелочные электроды трудно прожечь. | 1. Если полярность неправильная, поменяйте полярность провода заземления и провода ручки. |
| Вентилятор не вращается, цифровой счетчик не имеет дисплея и сварочный выход отсутствует. | 1. Убедитесь, что воздушный переключатель исправен или закрыт. 2. Убедитесь, что в электросети, подключенной к выходному кабелю, есть электричество. 3. Термистор (четыре) на плате питания поврежден. Эта ситуация обычно вызвана неисправностью реле DC24V или плохим контактом контактов). 4. Плата источника питания (нижняя плата) выходит из строя, и отсутствует выходное напряжение 537 В постоянного тока. • Кремниевый мост открыт, и проводной контакт вставного кремниевого моста плохой. • Часть платы питания сгорела. • Убедитесь, что патч-корд от воздушного переключателя к плате питания и патч-корд от платы питания к плате MOS (плате инвертора) находятся в хорошем контакте. • Часть вспомогательного питания платы управления неисправна. |
| Вентилятор вращается, а индикатор неисправности не загорается. Нет шороха высокочастотного разряда, а дугу невозможно зажечь, даже если ее потереть. | 1. Проверьте, плохой ли контакт между различными патч-кордами в машине. 2. Если возникла проблема с цепью управления, вовремя выясните причину или обратитесь к дилеру. 3. Обрыв провода управления сварочной горелки. |
| Световой индикатор неисправности горит, но выходной сигнал отсутствует. | 1. Кабель горелки сломан. 2. Заземляющий провод сломан или не подсоединен к сварочной детали. 3. Соединение между положительной выходной клеммой или газовой клеммой сварочной горелки и аппаратом ослаблено. |
| Аномальный индикатор не загорается. Шум высокочастотного разряда слышен, но сварочной мощности нет. | 1. Первичный провод трансформатора зажигания дуги плохо контактирует с пластиной зажигания дуги. Затяните его. 2. Возможно, кончик сварочной горелки TIG окислился или сопло находится далеко от заготовки. Лечение: удалить оксидную пленку сопла-электрода или изменить расстояние между соплом и заготовкой до 1 мм. и можно выполнять дуговую сварку. 3. Ручной переключатель аргоновой сварки поврежден. Замени это. 4. Повреждены отдельные компоненты цепи зажигания высокочастотной дуги. Найдите и замените их. |
| Световой индикатор неисправности горит, но выходной сигнал отсутствует. | 1. Это может быть защита от перегрузки по току. Пожалуйста, выключите машину и перезапустите ее после того, как индикатор неисправности погаснет. 2. Это может быть защита от перегрева, и машина может вернуться в нормальное состояние без выключения в течение 2-3 минут. 3. Возможно, неисправен инвертор или плата зажигания дуги: если это двойной инвертор, отсоедините вилку шнура питания на одной из плат инвертора (рядом с разъемом Panel-07) и перезапустите его. Тогда, если индикатор неисправности не горит, неисправность находится на этом инверторе, в противном случае неисправность на другом инверторе. Далее, как одноинверторные, так и двухинверторные машины могут использовать один и тот же метод для устранения неполадок. • Если индикатор неисправности все еще горит, выключите и отсоедините источник питания на плате вспомогательной дуги (рядом с разъемом вентилятора VH-03). Перезапустите его: а. Если индикатор неисправности все еще горит, это означает, что отдельный полевой транзистор на плате MOS поврежден. Найдите и замените полевой транзистор того же типа. б. Если аномальный индикатор не горит, неисправность заключается в повреждении платы зажигания дуги, усилителя или трансформатора. Замени это. • Подключите шнур питания неисправного инвертора и отсоедините шнур питания главного трансформатора. А затем перезапустите машину. а. Если индикатор неисправности не горит, неисправность связана с соединительной платой. Трансформатор объединительной платы может быть поврежден, и мост можно использовать для измерения первичной индуктивности и значения добротности каждого главного трансформатора. б. Выпрямительная трубка средней пластины может быть повреждена по отдельности. Найдите и замените выпрямительную трубку того же типа. 4. Возможно, нарушена цепь обратной связи. |
| Сварочного тока недостаточно, и регулировка тока вышла из-под контроля. | 1. Вторичная линия слишком длинная или слишком тонкая. Укоротите ее как можно сильнее или увеличьте площадь ее поперечного сечения. 2. Если имеется устройство дистанционного управления, оно может находиться в состоянии дистанционного управления. 3. Также возможно, что потенциометр регулирования тока поврежден. |
Заключение
В заключение в «Руководстве сварщика VEVOR» представлена исчерпывающая информация о мерах предосторожности и профессиональных приемах сварки, необходимых для успешной сварки с использованием сварочных аппаратов VEVOR. Соблюдая инструкцию, вы сможете обеспечить свою безопасность, предотвратить несчастные случаи и добиться качественных результатов сварки.
Технические данные, представленные в руководстве, также помогут вам понять характеристики каждой модели сварочного аппарата VEVOR и выбрать модель, подходящую для ваших сварочных нужд. Не забывайте всегда следовать правилам техники безопасности и принимать необходимые меры предосторожности при использовании сварочного аппарата VEVOR, чтобы обеспечить безопасную и эффективную сварку.



