
Dacă doriți să învățați cum să utilizați un sudor VEVOR sau pur și simplu aveți nevoie să vă reîmprospătați cunoștințele despre măsurile de siguranță și tehnicile profesionale implicate, Manualul pentru sudor VEVOR este o resursă neprețuită.
În acest ghid al utilizatorului, vom explora măsurile de siguranță și tehnicile profesionale de sudare necesare pentru a vă asigura succesul în sudare. În plus, vă vom oferi o versiune PDF a manualului, facilitând accesul și consultarea informațiilor de care aveți nevoie. Asadar, haideti sa începem!

Aceasta este instrucțiunea originală, vă rugăm să citiți cu atenție toate instrucțiunile din manual înainte de a utiliza. VEVOR își rezervă o interpretare clară a manualului nostru de utilizare. Aspectul produsului va depinde de produsul primit. Vă rugăm să ne iertați că nu vă vom informa din nou dacă există actualizări de tehnologie sau software pentru produsul nostru.
Cuprins
DECLARATIE DE CONFORMITATE
Compania promite solemn:
Produsele comercializate de firma noastra sunt garantate timp de un an de la data cumpararii.
Vă rugăm să citiți și să înțelegeți cu atenție acest manual înainte de a instala și utiliza acest aparat.
- Conținutul acestui manual poate fi revizuit fără notificare prealabilă.
- Este posibil să existe unele inexactități în acest manual, deși a fost examinat cu atenție.
Dacă da, vă rugăm să ne consultați.
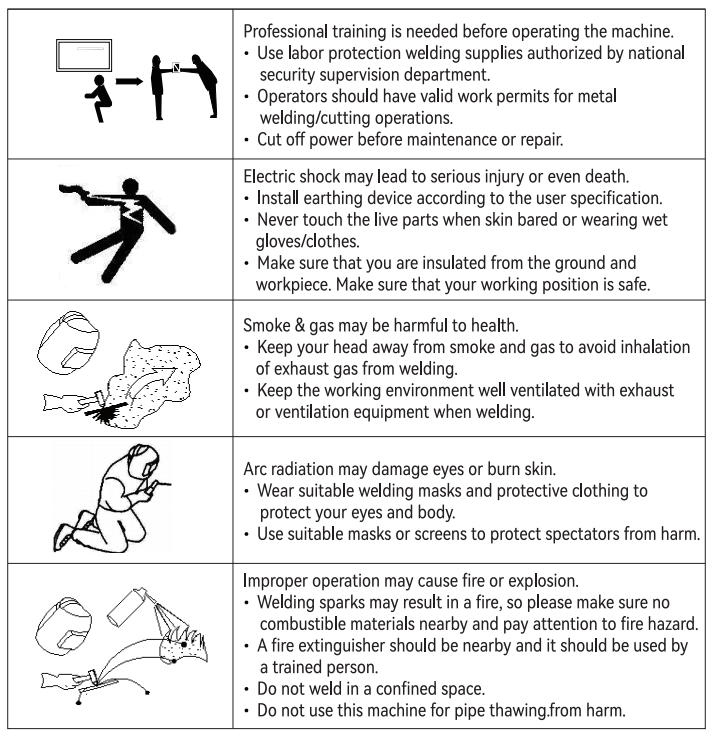
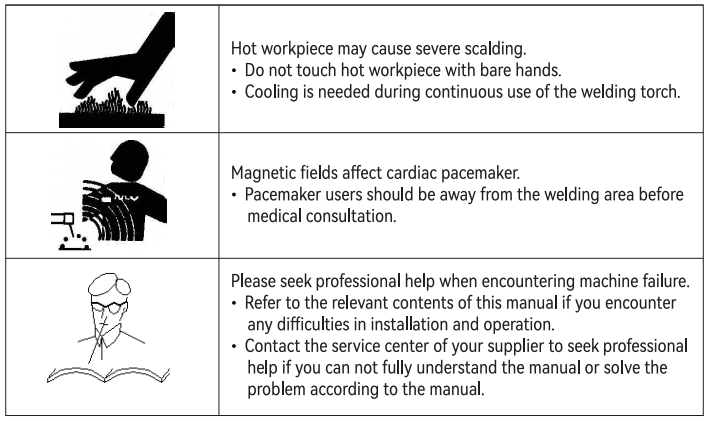
SIGURANȚĂ
Sudarea este periculoasă și vă poate provoca daune dumneavoastră și altora, așa că luați o protecție bună atunci când sudați.
Pentru detalii, vă rugăm să consultați instrucțiunile de siguranță ale producătorului pentru prevenirea accidentelor.
SCURTĂ INTRODUCERE A PRINCIPIULUI
Seria de sudare cu arc cu argon este o mașină de sudură cu invertor care este fabricată cu tehnologie avansată de sudură. Este o serie de produse mai matură și mai stabilă.
Folosește tehnologia de modulare a lățimii de impuls (PWM) și dispozitivul de comutare de mare putere IGBT pentru a rectifica frecvența de alimentare de 50Hz/60Hz în curent continuu, apoi o inversează la frecvență înaltă (frecvența poate ajunge peste 100KHz) și apoi rectificarea descendente. Prin ieșirea tehnologiei de modulare a lățimii de impuls (PWM), poate fi folosită ca sursă de alimentare CC de mare putere pentru sudare. Datorită tehnologiei invertorului de alimentare cu comutare, greutatea și volumul mașinii de sudură sunt mult reduse, iar eficiența de conversie a întregii mașini este crescută cu mai mult de 30%.
Atunci când este utilizat ca sudare manuală cu arc, aparatul de sudură are caracteristici de curent constant și controlează forța arcului.
Adică, are o caracteristică de curent constant sub tensiune normală de arc. Deci curentul de sudare nu se modifică odată cu lungimea arcului pentru a asigura o sudare stabilă.
Când lungimea arcului este prea scurtă și tensiunea arcului este prea scăzută, curentul poate crește odată cu scăderea tensiunii arcului. Pentru a promova recuperarea automată a lungimii arcului (așa-numita tracțiune a arcului), tracțiunea este reglabilă independent. Când tensiunea arcului este prea mică pentru a menține arcul, caracteristica externă se schimbă într-o caracteristică de cădere abruptă pentru a evita curentul excesiv cauzat de un scurtcircuit.
Caracteristica externă a sudării cu arc cu argon este curentul constant, astfel încât curentul de sudare nu se modifică odată cu lungimea arcului, iar curentul este foarte stabil.
INSTALARE
La utilizarea unui cablu de ieșire mai lung, pentru a reduce căderea de tensiune, se recomandă utilizarea unui cablu cu o secțiune transversală mai mare. Dacă cablul pistolului de sudură este prea lung, rezistența sa internă va reduce tensiunea de ieșire a echipamentului, ceea ce poate avea un impact mai mare asupra performanței aparatului de sudură.
Performanța arcului de înaltă frecvență este slăbită sau sistemul nu poate funcționa normal. Prin urmare, vă sugerăm să utilizați lungimea recomandată a cablului.
CONECTAȚI CĂLINAREA
1. Conectarea cablului de intrare
• Fiecare aparat de sudura TIG este echipat cu un cablu de alimentare. Este utilizat pentru conectarea la o sursă de alimentare cu tensiunea de intrare necesară.
• Cablul de alimentare trebuie să fie bine conectat la întrerupătorul de alimentare sau la conectorul cablului pentru a evita o posibilă oxidare.
• Utilizați un multimetru pentru a verifica dacă tensiunea se modifică în intervalul dat.
2. Conectarea cablului de ieșire (Pure) Sudare cu arc cu argon (TIG)
• Conectarea pistoletului de sudare cu arc cu argon. Instalați conectorul integrat gaz-electric al pistoletului de sudură la interfața corespunzătoare de pe panoul aparatului de sudură și strângeți-l rotindu-l în sensul acelor de ceasornic.
• Instalați ștecherul de aviație la interfața corespunzătoare de pe panoul aparatului de sudură și strângeți-l rotindu-l în sensul acelor de ceasornic.
• Introduceți ștecherul rapid al cablului ciclului în priza rapidă cu polaritatea „+” de pe panoul aparatului de sudură și strângeți-l rotind în sensul acelor de ceasornic. Apoi prindeți piesa de prelucrat cu firul de împământare.
3. Conectați-vă la gaz
Conectați strâns conducta de gaz argon cu duza de cupru din spatele mașinii. Calea de alimentare cu aer ar trebui să includă un cilindru de gaz, un debitmetru de decompresie cu argon și o trahee. Partea de conectare a traheei trebuie fixată cu cleme de furtun sau alte obiecte pentru a preveni scurgerile și pătrunderea aerului. Aceste operațiuni vor afecta efectul de protecție al îmbinărilor de lipit.
Utilizați un fir cu o zonă de secțiune transversală conductivă de nu mai puțin de 4 mm’ pentru împământarea șasiului. Metoda este de a conecta un fir la pământ de la șurubul de împământare de pe spatele aparatului de sudură pentru a preveni electricitatea statică sau scurgerile.
4. Funcția MMA și TIG
Conectați ca mai sus în timpul sudării cu argon (TIG). Când sudați MMA, acordați atenție următoarelor.
• Fiecare aparat de sudura este echipat cu o pereche de dopuri rapide. Conectați cablul suportului de electrod la mufa rapidă – și cablul clemei de împământare la mufa rapidă „+”. Acordați atenție să le strângeți cu o cheie hexagonală interioară. Puneți cablul secundar (firul suport și firul de împământare) în contact bun cu mufa rapidă.
Unii sudori au neglijat acest lucru și au ars ștecherul rapid.
• După ce ați introdus ștecherul rapid în priza rapidă, strângeți-l pentru a asigura un contact bun. În caz contrar, când curentul de lucru este mare, ștecherul și priza vor fi arse după o muncă îndelungată.
5. funcţie
• Conectați corect pistolul de curățare. Instalați conectorul pistolului de curățare la interfața corespunzătoare a pistolului de pe panoul mașinii de sudură și strângeți-l rotindu-l în sensul acelor de ceasornic.
• Introduceți ștecherul rapid al cablului de împământare în priza rapidă cu polaritatea „+” de pe panoul aparatului de sudură și strângeți-l rotind în sensul acelor de ceasornic. Prindeți piesa de prelucrat cu clema de împământare la celălalt capăt.
O atenție deosebită trebuie acordată electrodului firului. În general, echipamentele de sudare DC au două moduri de conectare:
• Conexiune pozitivă: conectați suportul de electrod la „-“, în timp ce conectați piesa de lucru la „+”;
• Conexiune negativă: conectați piesa de prelucrat la „-“, în timp ce conectați suportul de electrod la „+”.
OPERAȚIUNEA
Intrerupător principal
• Porniți comutatorul de pornire de pe panoul din spate și puneți comutatorul de alimentare în poziția „ON”. În acest moment, afișajul digital se aprinde și ventilatorul din interiorul mașinii începe să se rotească.
Selectați modul „TIG”/”MMA” /”CLEAN” prin intermediul butonului de selectare.
Comutatorul de selectare poate realiza conversia TIG și MMA.
1. Operatie de sudare TIG
• Apăsaţi butonul pentru a aprinde ledul de sudare cu arc cu argon (TIG).
• Deschideți robinetul cilindrului de argon și reglați debitmetrul la debitul necesar.
• După apăsarea butonului pistoletului de sudură, electrovalva începe să funcționeze și începe să iasă gaz argon.
• Selectați curentul de sudare în funcție de grosimea piesei de prelucrat.
• Distanța dintre electrodul de tungsten al pistoletului de sudură și piesa de lucru este de 2-4 mm. Apăsați butonul pistoletului de sudură. După aprinderea arcului, sunetul de descărcare de aprindere a arcului de înaltă frecvență din mașină dispare imediat și poate funcționa în acest moment.
2. Operație de sudare MMA
• Apăsaţi butonul pentru a aprinde ledul de sudare MMA (MMA).
• Selectați curentul de sudare în funcție de grosimea piesei de prelucrat.
3. Funcția de curățare
• Apăsaţi butonul pentru a aprinde lumina funcţiei de curăţare (Clean).
• Selectați curentul de ieșire în funcție de nevoile de curățare.
4. Indicator luminos OC
Când indicatorul este aprins, înseamnă că dispozitivul a intrat în starea de protecție din cauza supratemperaturii.
Iar supratemperatura este cauzată de suprasarcină, supracurent sau din alte motive. Când supracurentul și suprasarcina dispar, echipamentul începe să funcționeze din nou normal.
5. Ampermetru cu afișaj digital
Afișajul digital arată valoarea curentului de sudare.
6. Regulamentul actual
Pentru mașina TIG cu impulsuri, luminile de sudare în puncte (Spot) și impuls (Puls) se sting atunci când este selectată starea „MMA” sau „Clean”.
Selectați curentul de ieșire în funcție de nevoile dvs.
7. Regulamentul actual
Pentru mașina TIG cu impulsuri, luminile de sudare în puncte (Spot) și impuls (Puls) se sting atunci când este selectată starea „MMA” sau „Clean”.
Selectați curentul de ieșire în funcție de nevoile dvs.
(2T/4T) Comutator de selectare (adăugați această funcție în funcție de cerințele clientului)
Selectați modul de sudare dorit (2T/4T) în starea de sudare cu arc cu argon. Instrucțiunile de operare sunt după cum urmează:
• Reglați curentul de sudare în funcție de procesul de sudare necesar. În modul 2T, setați distanța dintre electrodul de tungsten al pistolului de sudură și piesa de prelucrat la 2-4 mm. Apăsați întrerupătorul pistoletului și arcul se va aprinde și puteți începe sudarea. Eliberați comutatorul manual pentru a închide arcul și a opri sudarea.
• În modul 4T, puteți apăsa comutatorul torței pentru a aprinde arcul. Când eliberați comutatorul manual, sudarea continuă. Apoi apăsați din nou comutatorul manual, iar curentul va scădea încet până la sfârșitul arcului.
În acest moment, eliberați comutatorul manual și aparatul de sudură va înceta să funcționeze.
Reglarea timpului de pre-aer (Pre Flow)
Preaerul este timpul de la alimentarea cu aer până la formarea arcului electric. Acest timp poate fi reglat între 0 și 1 secundă.
Reglarea timpului post-aer (post flux)
Post-aer înseamnă timpul de la oprirea arcului până la întreruperea alimentării cu aer. Acest timp poate fi reglat de la 1 la 10 secunde.
Selectați funcția „Puls”.
• Selectați „TIG” și lumina aprinsă.
• Apoi selectați „Puls” și lumina aprinsă.
Reglarea frecvenței pulsului „Frecvența pulsului” (vezi curba curentului de mai jos)
Reglarea curentului de bază „Amperi de bază”
• Curentul de bază poate fi reglat numai în starea de impuls. Selectați „Pulsul” și selectați curentul de bază corespunzător în funcție de grosimea piesei de prelucrat.
Reglarea ciclului de lucru „Peak la timp”
• Reglați timpul de așteptare al curentului de vârf.
Panoul frontal/spate
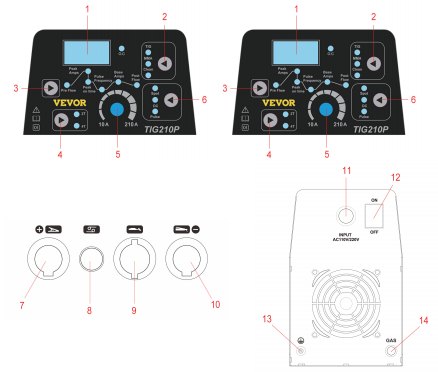
1. Afișaj digital 8. Conectați întrerupătorul lanternei
2. Modul de lucru TIG, MMA, CLEAN 9. Instalați lanterna de tăiere
3. Pre-flux, curent de sudare, post-modul de curgere 10. Priză negativă
4. Buton de funcție 2T/4T 11. Cablu de alimentare de intrare
5. Buton de reglare 12. întrerupător de alimentare
6. Modul SPOT, DC, PULSE 13. Șurub de împământare
7. Conectați clema de împământare 14. Conector pentru furtun de gaz
PARAMETRI PRINCIPALI
| PUNCT | TIG 155 A | TIG 210 A | TIG 210 P |
| Tensiune de alimentare (v | AC 110V ± 10% | AC 110V±10 | AC110V±10 |
| Frecvența (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Capacitate nominală de intrare (KVA) | 3.8 | 7.1 | 7.1 |
| Capacitatea generatorului (KVA | 2.3 | 4.2 | 4.2 |
| Curent nominal de intrare (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| curent de ieșire Domeniu (A | 30-155 | 30-210 | 30-210 |
| curent de ieșire Domeniu (A | 10-155 | 10-210 | 10-210 |
| Tensiune nominală fără sarcină (v | 60 | 60 | 60 |
| Ciclu de funcționare (%) | 30% | 30% | 30% |
| Clasa de izolare | F | F | F |
| clasa de protecție | IP21 | IP21 | IP21 |
| Greutatea mașinii (KG) | 4.9 | 5.4 | 5.4 |
| Dimensiunea mașinii (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| Ieșire USB | / | 5V | / |
| Atașamente primare | 1 . Pistol de sudură QQ3.66 de 150 m (inclusiv noi | 1 . Pistol de sudură WP- 26 | 1 . Torta de sudura WP- 26 cu gura din sticla fina, (L= 4m inclusiv noi |
| Gama de diametre aplicabile a firului | <3.2 | <3.2 | <3.2 |
POSIBILE PROBLEME
Fenomenele enumerate aici pot fi legate de accesorii, gaze, factori de mediu și condițiile de alimentare. Vă rugăm să încercați să îmbunătățiți mediul pentru a evita aceste situații.
Îmbinări de lipire negre
Astfel de cazuri indică faptul că îmbinările de lipit nu sunt protejate eficient și sunt oxidate. Puteți efectua următoarele verificări.
• Confirmați că supapa cilindrului de argon este deschisă și presiunea este suficientă. Dacă presiunea din cilindru este mai mică de 0.5 MPa, reumpleți cilindrul.
• Verificați dacă fluxul de argon este conectat și are un debit suficient. Pentru a economisi gaz, pot fi selectate diferite debite pentru diferite condiții de curent de sudare. Dar debitul prea mic poate duce la un gaz de protecție insuficient care poate acoperi îmbinările de lipit. Oricât de mic este curentul, vă recomandăm să nu faceți debitul de argon mai mic de 5L/min.
• Cel mai simplu mod de a verifica dacă există gaz afară este să simțiți duza pistoletului de sudură, astfel încât să verificați dacă traseul gazului pistolului de sudură este blocat.
• Etanșarea slabă a gazului sau puritatea scăzută a gazului vor cauza, de asemenea, probleme de calitate a sudurii.
• Dacă există un flux puternic de aer în mediu, poate duce, de asemenea, la deteriorarea calității sudurii.
• Ciclul de lucru este prea scăzut.
Este dificil să porniți arcul și este ușor să rupeți arcul:
• Asiguraţi-vă că electrozii de tungsten pe care îi utilizaţi sunt de bună calitate. Este posibil ca capacitatea de descărcare a electrodului inferior de tungsten să nu îndeplinească cerințele.
• Electrodul de tungsten neascuțit nu este ușor de arc și poate provoca instabilitate arc.
Curentul nu poate rămâne stabil în timpul utilizării aparatului de sudură:
Această situație poate fi legată de următorii factori:
• Variația tensiunii rețelei.
• Interferențe serioase din partea rețelei electrice sau a altor echipamente electrice.
ATENȚIE
Mediu inconjurator
• Operația de sudare trebuie efectuată într-un mediu relativ uscat, iar umiditatea aerului în general nu depășește 90%.
• Temperatura ambiantă trebuie să fie între -10°C și 40°C.
• Evitați sudarea în soare sau ploaie și nu lăsați apa sau ploaia să se pătrundă în aparatul de sudură.
• Evitaţi sudarea în medii cu praf sau gaz corosiv.
• Evitați sudarea protejată cu gaz în condiții de flux de aer puternic.
Puncte de siguranță
Aparatul de sudura TIG a fost instalat cu circuite de protectie la supratensiune, supracurent si supraincalzire. Când tensiunea rețelei, curentul de ieșire sau temperatura internă depășesc standardul setat, aparatul de sudură va înceta automat să funcționeze. Cu toate acestea, utilizarea excesivă (cum ar fi tensiunea excesivă) va cauza în continuare deteriorarea aparatului de sudură. Prin urmare, trebuie remarcate următoarele puncte.
Asigurați o bună ventilație
Acest aparat de sudura este un aparat de sudura industrial. În timpul funcționării se va genera un curent de lucru mare, iar ventilația naturală nu poate îndeplini cerințele de răcire. Prin urmare, în interior sunt instalate două ventilatoare, care pot răci eficient sudorul și îl pot face să funcționeze fără probleme.
Utilizatorii trebuie să se asigure că zonele de ventilație nu sunt acoperite sau blocate. Distanța dintre sudor și obiectele din jur nu trebuie să fie mai mică de 0.3 metri. Utilizatorii ar trebui să acorde întotdeauna atenție menținerii unei bune ventilații, deoarece acest lucru este favorabil funcționării sudorului.
Interzice supraîncărcarea
Utilizatorul ar trebui să-și amintească să respecte curentul de sarcină maxim admisibil (relativ cu durata de sarcină selectabilă) în orice moment pentru a menține curentul de sudare să nu depășească curentul de sarcină maxim admisibil.
Supraîncărcarea curentă va scurta semnificativ durata de viață a aparatului de sudură și poate chiar arde aparatul de sudură.
Interzice supratensiune
Tensiunea de alimentare este listată în tabelul „Parametrii principali de performanță”. În circumstanțe normale, circuitul de compensare automată a tensiunii din aparatul de sudură va menține curentul de sudare în intervalul permis. Dacă tensiunea de alimentare depășește valoarea admisă, aparatul de sudură va fi deteriorat. Utilizatorul trebuie să fie pe deplin conștient de această situație și să ia măsurile preventive corespunzătoare.
• Pe spatele fiecărui sudor există șuruburi de împământare și semnele de împământare corespunzătoare. Cablurile cu o secțiune transversală mai mare de 4 mm pătrați trebuie selectate înainte de utilizare. Împământați carcasa sudorului pentru a preveni accidentele cauzate de electricitate statică sau scurgeri.
• Dacă sudorul funcționează la o rată mai mare decât rata standard de continuitate a sarcinii, sudorul poate intra brusc într-o stare de protecție și poate opri funcționarea. Înseamnă că supraîncălzirea declanșează comutatorul de control al temperaturii, astfel încât aparatul de sudură nu mai funcționează. Indicatorul roșu de pe panoul frontal s-ar aprinde. În acest caz, nu este nevoie să deconectați, deoarece ventilatorul de răcire poate funcționa pentru a răci sudorul. Când indicatorul luminos roșu se stinge, temperatura scade la intervalul standard și puteți reporni sudarea.
ÎNTREȚINERE
• Avertisment de siguranță: Toate lucrările de întreținere și reparații trebuie efectuate cu alimentarea complet întreruptă.
Vă rugăm să vă asigurați că ștecherul este scos înainte de a deschide aparatul.
• Verificați în mod regulat conexiunea circuitului intern al aparatului de sudură pentru a vă asigura că cablurile sunt corecte și îmbinarea este fermă (în special îmbinarea sau componenta introdusă). Dacă se găsesc rugină sau componente libere, lustruiți stratul ruginit sau pelicula de oxid cu șmirghel și strângeți-o din nou.
• Când mașina este alimentată, țineți mâinile, părul și uneltele departe de părțile sub tensiune ale mașinii, cum ar fi ventilatoarele interne. Evitați rănirea sau deteriorarea mașinii.
• Îndepărtaţi în mod regulat praful cu aer comprimat uscat, decan. Dacă aparatul de sudură este utilizat în mediu cu fum intens, poluare gravă a aerului, aparatul de sudură ar trebui să fie praf în fiecare zi.
• Presiunea aerului comprimat trebuie să fie la un nivel rezonabil pentru a evita deteriorarea pieselor mici din aparat de sudură.
• Preveniți pătrunderea apei sau a vaporilor în aparatul de sudură. Dacă se întâmplă acest lucru, uscați interiorul aparatului de sudură.
Ulterior, utilizați un contor pentru a măsura izolația aparatului de sudură (izolația dintre nodurile de legătură și izolația dintre punctele de legătură și carcasă). Doar atunci când nu există o stare anormală putem continua lucrările de sudare.
• Dacă aparatul de sudor nu este folosit pentru o perioadă lungă de timp, acesta trebuie pus înapoi în cutia de ambalaj originală și depozitat într-un mediu uscat.
DEPANARE
Notă: Următoarele operațiuni necesită expertiză electrică adecvată și cunoștințe cuprinzătoare de siguranță.
Operatorul trebuie să aibă calificări valabile care să demonstreze competența și cunoștințele sale.
| Fenomene | Soluţie |
| Indicatorul de putere nu se aprinde, ventilatorul nu se rotește și nu există ieșire de sudură. | 1. Comutatorul de alimentare este stricat. 2. Confirmați dacă rețeaua electrică conectată la cablul de intrare are electricitate. 3. Confirmați dacă există vreun circuit deschis în cablul de intrare. |
| Indicatorul comutatorului de alimentare este aprins, dar ventilatorul nu se rotește sau se rotește de mai multe ori și se oprește din rotire și nu există ieșire de sudură. | 1. Terminalul de intrare poate fi conectat greșit la sursa de alimentare de 380 V, ceea ce duce la pornirea circuitului de protecție la supratensiune. Înlocuiți sursa de alimentare de 220 V și reporniți mașina. 2. Sursa de alimentare de 220V este instabilă (linia de intrare este prea subțire și prea lungă) sau linia de intrare este conectată la rețea, ceea ce duce la pornirea circuitului de protecție la supratensiune. Acest fenomen va dispărea în 2-3 minute prin creșterea diametrului firului de intrare în rețea sau întărirea nodului de intrare. Când revine la normal, reporniți-l. 3. Pornirea și oprirea continuă a comutatorului de alimentare pentru o perioadă scurtă de timp determină pornirea circuitului de protecție la supratensiune. Opriți întrerupătorul de alimentare și așteptați 2-3 minute înainte de a reporni. 4. Cablul dintre comutator și placa de alimentare este slăbit. Strângeți-l. 5. Releul de 24 V al circuitului principal de pe placa de alimentare nu este închis sau deteriorat. Verificați sursa de alimentare și releul de 24 V. Dacă releul este deteriorat, îl puteți înlocui cu alte întrerupătoare de același model. |
| Indicatorul comutatorului de alimentare este aprins, dar ventilatorul nu se rotește sau se rotește de mai multe ori și se oprește din rotire și nu există ieșire de sudură. | 1. Folosirea unui multimetru pentru a măsura tensiunea pozitivă și negativă a plug-in-ului VH-07 de la placa de alimentare la placa MOS este de aproximativ 308V DC. • Dacă firul de conectare a podului de silicon este deconectat și dacă contactul este slab. • Condensatorii electrolitici mari de pe placa de alimentare pot avea scurgeri. Inlocuieste-l. 2. Sursa de alimentare auxiliară de pe placa MOS are un indicator luminos verde. Dacă lumina este stinsă, sursa auxiliară de alimentare nu funcționează. Găsiți punctul de eroare. 3. Verificați contactul slab al diferitelor fire de conectare din mașină. 4. Problemele cu circuitul de control trebuie descoperite la timp sau contactați distribuitorii. 5. Firul de comandă de pe pistolul de sudură este rupt. |
| Indicatorul luminos anormal nu este aprins. Există un sunet de „foșnet” de descărcare de înaltă frecvență și nu există o ieșire de sudare. | 1. Cablul lanternei este rupt. 2. Firul de împământare este rupt sau nu este conectat la piesa de sudare. 3. Conexiunea dintre borna pozitivă de ieșire sau borna de ieșire a gazului a pistoletului de sudură și mașină este slăbită. |
| Indicatorul luminos anormal nu se aprinde. Nu se aude foșnet de descărcare de înaltă frecvență, iar sudarea cu arc poate fi începută. | 1. Firul primar al transformatorului de aprindere cu arc este în contact slab cu placa de alimentare. Strângeți-l. 2. Este posibil ca vârful pistoletului de sudură TIG să fie oxidat sau duza să fie departe de piesa de prelucrat. Tratament: îndepărtați pelicula de oxid a electrodului duzei sau modificați distanța dintre duză și piesa de prelucrat la 1 mm. 3. Comutatorul manual de transfer sudare cu argon este deteriorat; inlocuieste-l. 4. Componentele individuale ale circuitului de aprindere cu arc de înaltă frecvență sunt deteriorate; găsiți și înlocuiți-le. |
| Indicatorul luminos anormal este aprins, fără ieșire. | 1. Poate fi protecție la supracurent. Opriți aparatul și reporniți-l până când indicatorul anormal se stinge. 2. Poate exista protecție împotriva supraîncălzirii și nu este nevoie să opriți mașina. Așteptați 2-3 minute pentru ca mașina să revină la normal (mașina de sudat cu arc pur cu argon nu are funcție de protecție împotriva supraîncălzirii). 3. Circuitul invertorului poate fi defect, vă rugăm să deconectați ștecherul de alimentare al transformatorului principal de pe placa MOS (lângă conectorul ventilatorului VH-07) și reporniți-l: • Dacă indicatorul anormal este încă aprins, opriți mașina și apoi deconectați ștecherul de alimentare a sursei de alimentare cu arc de înaltă frecvență (lângă conectorul ventilatorului VH-03) și reporniți-l: A. Dacă indicatorul luminos anormal este încă aprins, FET-ul individual de pe placa MOS este deteriorat. Găsiți și înlocuiți FET de același tip. b. Dacă indicatorul anormal este stins, transformatorul de creștere din circuitul arcului de înaltă frecvență de pe placa de alimentare este rupt. Inlocuieste-l. • Dacă indicatorul anormal este stins: A. Este posibil ca transformatorul de mijloc să fie deteriorat, iar puntea poate fi utilizată pentru a măsura inductanța primară și valoarea Q a transformatorului principal. L=0.9-1.6 mH Q>35 Valoarea inductanței Q este foarte mică și ar trebui să fie înlocuit. b. Tubul redresor secundar al transformatorului poate fi stricat. Găsiți și înlocuiți tubul redresor de același tip. Circuitul de feedback poate fi întrerupt. 4. Circuitul de feedback poate fi întrerupt. |
| Curentul de ieșire este instabil sau nu controlează potențiometrul în timpul sudării, iar curentul este uneori mare și alteori mic. | 1. Potențiometrul 1K trebuie înlocuit dacă este deteriorat. 2. Toate tipurile de conexiune slabă, în special conectorii, trebuie verificate. |
| Sudarea manuală cu arc are stropi mari și este dificil să ardeți electrozii alcalini. | 1. Dacă polaritatea este greșită, inversați polaritatea firului de împământare și a firului mânerului. |
| Ventilatorul nu se rotește, contorul digital nu are afișaj și nu există ieșire de sudură. | 1. Confirmați că comutatorul de aer este intact sau închis. 2. Confirmați că rețeaua electrică conectată la cablul de ieșire are electricitate. 3. Termistorul (patru) de pe placa de alimentare este deteriorat această situație este cauzată în general de defecțiunea releului DC24V sau de contactul slab al contactelor). 4. Placa de alimentare (placa de jos) defectează și nu există o ieșire de tensiune DC537V. • Puntea de siliciu este deschisă, iar contactul firului de conectare a podului de siliciu este slab. • O parte a plăcii de alimentare este arsă. • Verificați dacă cordonul de corelare de la comutatorul de aer la placa de alimentare și cordonul de corecție de la placa de alimentare la placa MOS (placa invertor) sunt în contact bun. • Partea auxiliară de alimentare a plăcii de comandă este defectă. |
| Ventilatorul se rotește, iar indicatorul luminos anormal nu se aprinde. Nu se aude foșnet de descărcare de înaltă frecvență, iar arcul nu poate fi pornit chiar dacă este frecat. | 1. Verificați dacă diferitele cabluri de corecție din mașină sunt în contact prost. 2. Dacă există o problemă cu circuitul de control, aflați cauza din timp sau contactați distribuitorul. 3. Firul de control de pe pistoletul de sudare este rupt. |
| Indicatorul luminos anormal este aprins și nu are ieșire. | 1. Cablul lanternei este rupt. 2. Firul de împământare este rupt sau nu este conectat la piesa de sudare. 3. Conexiunea dintre borna pozitivă de ieșire sau borna de ieșire a gazului a pistoletului de sudură și mașină este slăbită. |
| Indicatorul luminos anormal nu se aprinde. Există un foșnet de descărcare de înaltă frecvență, dar nicio ieșire de sudare. | 1. Firul primar al transformatorului de aprindere a arcului este în contact prost cu placa de aprindere a arcului. Strângeți-l. 2. Este posibil ca vârful pistoletului de sudură TIG să fie oxidat sau duza să fie departe de piesa de prelucrat. Tratament: îndepărtați filmul de oxid al electrodului duzei sau modificați distanța dintre duză și piesa de prelucrat la 1 mm. iar sudarea cu arc poate 3. Comutatorul de transfer de sudare cu argon de sudare manuală este deteriorat. Inlocuieste-l. 4. Componentele individuale ale circuitului de aprindere cu arc de înaltă frecvență sunt deteriorate. Găsiți-le și înlocuiți-le. |
| Indicatorul luminos anormal este aprins și nu are ieșire. | 1. Poate fi protecție la supracurent. Opriți aparatul și reporniți-l după ce indicatorul anormal este stins. 2. Poate fi protecție împotriva supraîncălzirii, iar mașina poate reveni la normal fără a se opri timp de 2-3 minute. 3. Invertorul sau placa de aprindere cu arc poate fi defectă: Dacă este un invertor dublu, deconectați ștecherul cablului de alimentare de pe una dintre plăcile invertorului (lângă conectorul panoului-07) și reporniți-l. Apoi, dacă indicatorul anormal nu este aprins, defecțiunea este pe acest invertor, în caz contrar defecțiunea este pe alt invertor. În continuare, atât mașinile cu un singur invertor, cât și mașinile cu invertor dublu pot folosi aceeași metodă pentru a depana. • Dacă indicatorul anormal este încă aprins, opriți și deconectați sursa de alimentare de pe placa cu arc pilot (lângă conectorul ventilatorului VH-03). Reporniți-l: A. Dacă indicatorul luminos anormal este încă aprins, FET-ul individual de pe placa MOS este deteriorat. Găsiți și înlocuiți FET-ul de același tip. b. Dacă indicatorul anormal nu este aprins, defecțiunea constă în deteriorarea plăcii de aprindere a arcului, a amplificatorului sau a transformatorului. Inlocuieste-l. • Conectați cablul de alimentare al invertorului defect și deconectați cablul de alimentare al transformatorului principal. Și apoi reporniți mașina. A. Dacă indicatorul anormal este stins, defecțiunea este în planul mediu. Transformatorul din planul mediu poate fi deteriorat, iar puntea poate fi utilizată pentru a măsura inductanța primară și valoarea Q a fiecărui transformator principal. b. Tubul redresor al plăcii de mijloc poate fi deteriorat individual. Găsiți și înlocuiți tubul redresor de același tip. 4. Circuitul de feedback poate fi întrerupt. |
| Curentul de sudare nu este suficient, iar reglarea curentului este scăpată de sub control. | 1. Linia secundară este prea lungă sau prea subțire, scurtați pe cât posibil linia secundară sau măriți-i aria secțiunii transversale. 2. Dacă există un dispozitiv de telecomandă, acesta poate fi în starea de telecomandă. 3. De asemenea, este posibil ca potențiometrul de reglare a curentului să fie deteriorat. |
Concluzie
În concluzie, Manualul pentru sudor VEVOR oferă informații cuprinzătoare despre măsurile de siguranță și tehnicile profesionale de sudare necesare pentru o sudură cu succes folosind sudori VEVOR. Urmând manualul, vă puteți asigura siguranța, puteți preveni accidentele și puteți obține rezultate de sudare de înaltă calitate.
Datele tehnice furnizate în manual vă pot ajuta, de asemenea, să înțelegeți specificațiile fiecărui model de sudor VEVOR, permițându-vă să îl alegeți pe cel potrivit pentru nevoile dumneavoastră de sudare. Nu uitați să respectați întotdeauna instrucțiunile de siguranță și să luați măsurile de precauție necesare în timp ce utilizați un sudor VEVOR pentru a asigura o experiență de sudare sigură și eficientă.



