
Se você deseja aprender como usar um soldador VEVOR ou simplesmente precisa atualizar seu conhecimento sobre as precauções de segurança e técnicas profissionais envolvidas, o Manual do Soldador VEVOR é um recurso inestimável.
Neste guia do usuário, exploraremos as precauções de segurança e as técnicas profissionais de soldagem necessárias para garantir seu sucesso na soldagem. Além disso, forneceremos uma versão em PDF do manual, facilitando o acesso e a referência das informações necessárias. Então vamos começar!

Esta é a instrução original, leia todas as instruções do manual cuidadosamente antes de operar. A VEVOR reserva uma interpretação clara de nosso manual do usuário. A aparência do produto deve estar sujeita ao produto que você recebeu. Por favor, perdoe-nos por não informá-lo novamente se houver alguma atualização de tecnologia ou software em nosso produto.
Índice
DECLARAÇÃO DE CONFORMIDADE
A empresa promete solenemente:
Os produtos comercializados pela nossa empresa têm garantia de um ano a partir da data da compra.
Por favor, leia e compreenda este manual cuidadosamente antes de instalar e operar esta máquina.
- O conteúdo deste manual pode ser revisado sem aviso prévio.
- Pode haver algumas imprecisões neste manual, embora ele tenha sido cuidadosamente examinado.
Se sim, consulte-nos.
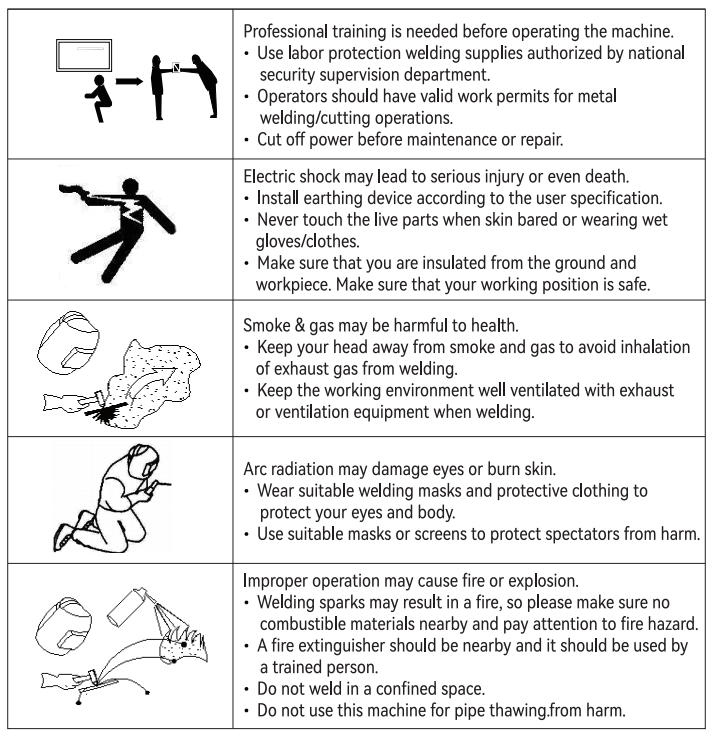
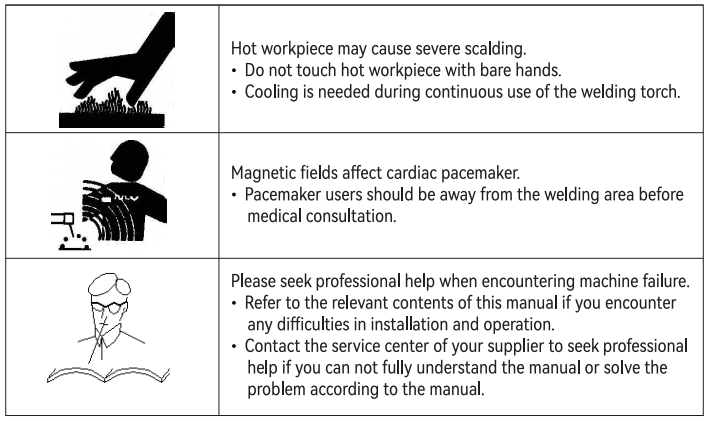
SEGURANÇA
A soldagem é perigosa e pode causar danos a você e a outras pessoas, portanto, tome boa proteção ao soldar.
Para obter detalhes, consulte as diretrizes de segurança do fabricante para prevenção de acidentes.
BREVE INTRODUÇÃO DO PRINCÍPIO
A série de soldagem a arco de argônio é uma máquina de soldagem com inversor fabricada com tecnologia avançada de inversor. É uma série de produtos mais madura e estável.
Ele usa tecnologia de modulação por largura de pulso (PWM) e dispositivo de comutação de alta potência IGBT para retificar a frequência de energia de 50 Hz / 60 Hz em corrente contínua e, em seguida, invertê-la para alta frequência (a frequência pode atingir acima de 100 KHz) e, em seguida, retificação redutora. Através da saída da tecnologia de modulação por largura de pulso (PWM), ela pode ser usada como fonte de alimentação CC de alta potência para soldagem. Devido à tecnologia de inversor de fonte de alimentação chaveada, o peso e o volume da máquina de solda são bastante reduzidos e a eficiência de conversão de toda a máquina é aumentada em mais de 30%.
Quando usado como soldagem a arco manual, o soldador possui características de corrente constante e controle de impulso do arco.
Ou seja, possui uma característica de corrente constante sob tensão normal de arco. Portanto, a corrente de soldagem não muda com o comprimento do arco para garantir uma soldagem estável.
Quando o comprimento do arco é muito curto e a tensão do arco é muito baixa, a corrente pode aumentar com a diminuição da tensão do arco. Para promover a recuperação automática do comprimento do arco (o chamado impulso do arco), o impulso é ajustável de forma independente. Quando a tensão do arco é muito pequena para manter o arco, a característica externa muda para uma característica de queda acentuada para evitar corrente excessiva causada por um curto-circuito.
A característica externa da soldagem a arco de argônio é a corrente constante, portanto a corrente de soldagem não muda com o comprimento do arco e a corrente é muito estável.
INSTALAÇÃO
Ao utilizar um cabo de saída mais longo, para reduzir a queda de tensão, recomenda-se utilizar um cabo com seção transversal maior. Se o cabo da tocha de soldagem for muito longo, sua resistência interna reduzirá a tensão de saída do equipamento, o que poderá ter maior impacto no desempenho da máquina de solda.
O desempenho do arco de alta frequência é enfraquecido ou o sistema não funciona normalmente. Portanto, sugerimos que você use o comprimento de cabo recomendado.
CONECTAR A FIAÇÃO
1. Conexão do cabo de entrada
• Cada máquina de soldar TIG está equipada com um cabo de alimentação. É usado para conectar a uma fonte de alimentação com a entrada de tensão necessária.
• O cabo de alimentação deve estar bem conectado ao interruptor de alimentação ou ao conector do cabo para evitar possível oxidação.
• Use um multímetro para verificar se a tensão muda dentro da faixa especificada.
2. Conexão do cabo de saída (Puro) Soldagem a arco de argônio (TIG)
• Conexão da tocha de soldagem a arco de argônio. Instale o conector integrado gás-elétrico da tocha de soldagem na interface correspondente no painel da máquina de solda e aperte-o girando-o no sentido horário.
• Instale o plugue de aviação na interface correspondente no painel da máquina de solda e aperte-o girando-o no sentido horário.
• Insira o conector rápido do cabo do ciclo na tomada rápida com polaridade “+” no painel da máquina de soldar e aperte-o girando no sentido horário. Em seguida, prenda a peça de trabalho com o fio terra.
3. Conecte-se ao gás
Conecte firmemente o tubo de gás argônio ao bico de cobre na parte traseira da máquina. O caminho de fornecimento de ar deve incluir um cilindro de gás, um medidor de fluxo de descompressão de argônio e uma traqueia. A parte de conexão da traqueia deve ser fixada com braçadeiras ou outros objetos para evitar vazamento e entrada de ar. Estas operações afetarão o efeito de proteção das juntas de solda.
Use um fio com área de seção transversal condutora não inferior a 4 mm’ para aterrar o chassi. O método consiste em conectar um fio ao terra a partir do parafuso de aterramento na parte traseira do soldador para evitar eletricidade estática ou vazamento.
4. Função MMA e TIG
Conecte como acima durante a soldagem com argônio (TIG). Ao soldar MMA, preste atenção ao seguinte.
• Cada máquina de soldar está equipada com um par de tampões rápidos. Conecte o cabo porta-eletrodo ao plugue rápido – e o cabo do grampo de aterramento ao plugue rápido “+”. Preste atenção para apertá-los com uma chave hexagonal interna. Faça com que o cabo secundário (fio porta-fio e fio terra) esteja em bom contato com o plugue rápido.
Alguns soldadores negligenciaram isso e queimaram o plugue rápido.
• Após inserir o plugue rápido na tomada rápida, aperte-o para garantir um bom contato. Caso contrário, quando a corrente de trabalho for alta, o plugue e a tomada queimarão após um longo período de trabalho.
5. função
• Conecte a pistola de limpeza corretamente. Instale o conector da pistola de limpeza na interface da pistola correspondente no painel da máquina de solda e aperte-o girando-o no sentido horário.
• Insira o plugue rápido do cabo terra na tomada rápida com polaridade “+” no painel da máquina de soldar e aperte-o girando no sentido horário. Prenda a peça de trabalho com o grampo de aterramento na outra extremidade.
Muita atenção deve ser dada ao eletrodo do fio. Geralmente, o equipamento de soldagem DC possui dois modos de conexão:
• Conexão positiva: conecte o porta-eletrodo em “-“, enquanto conecte a peça de trabalho em “+”;
• Conexão negativa: conecte a peça de trabalho em “-“, enquanto conecte o porta-eletrodo em “+”.
OPERAÇÃO
Interruptor principal
• Ligue o botão liga/desliga no painel traseiro e coloque-o na posição “ON”. Neste momento, o display digital acende e o ventilador dentro da máquina começa a girar.
Selecione o modo “TIG”/”MMA” /”CLEAN” através do botão de seleção.
A chave selecionada pode realizar a conversão de TIG e MMA.
1. Operação de soldagem TIG
• Pressione o botão para acender a luz de soldagem a arco de argônio (TIG).
• Abra a válvula do cilindro de argônio e ajuste o medidor de vazão para a vazão necessária.
• Após pressionar o botão da tocha de soldagem, a válvula solenóide começa a funcionar e o gás argônio começa a sair.
• Selecione a corrente de soldagem de acordo com a espessura da peça.
• A distância entre o eletrodo de tungstênio da tocha de soldagem e a peça de trabalho é de 2-4 mm. Pressione o botão da tocha de soldagem. Após a ignição do arco, o som de descarga de ignição do arco de alta frequência na máquina desaparece imediatamente e pode funcionar neste momento.
2. Operação de soldagem MMA
• Pressione o botão para acender a luz de soldagem MMA (MMA).
• Selecione a corrente de soldagem de acordo com a espessura da peça.
3. Operação da função de limpeza
• Pressione o botão para acender a luz da função de limpeza (Clean).
• Selecione a corrente de saída de acordo com as necessidades de limpeza.
4. Luz indicadora de OC
Quando o indicador está aceso, significa que o dispositivo entrou no estado de proteção devido ao excesso de temperatura.
E o excesso de temperatura é causado por sobrecarga, sobrecorrente ou outros motivos. Quando a sobrecorrente e a sobrecarga desaparecem, o equipamento volta a funcionar normalmente.
5. Amperímetro com display digital
O display digital mostra o valor da corrente de soldagem.
6. Regulamento atual
Para máquina TIG com pulsos, as luzes de soldagem por ponto (Spot) e pulso (Pulse) apagam quando o estado “MMA” ou “Clean” é selecionado.
Selecione a corrente de saída de acordo com suas necessidades.
7. Regulamento atual
Para máquina TIG com pulsos, as luzes de soldagem por ponto (Spot) e pulso (Pulse) apagam quando o estado “MMA” ou “Clean” é selecionado.
Selecione a corrente de saída de acordo com suas necessidades.
(2T/4T) Chave de seleção (adicione esta função de acordo com os requisitos do cliente)
Selecione o modo de soldagem desejado (2T/4T) no estado de soldagem a arco de argônio. As instruções de operação são as seguintes:
• Ajuste a corrente de soldagem de acordo com o processo de soldagem necessário. No modo 2T, defina a distância entre o eletrodo de tungstênio da tocha de soldagem e a peça de trabalho para 2-4 mm. Pressione o interruptor da tocha e o arco será aceso e você poderá começar a soldar. Solte o interruptor manual para fechar o arco e parar a soldagem.
• No modo 4T, você pode pressionar o interruptor da tocha para acender o arco. Quando você solta o interruptor manual, a soldagem continua. Em seguida, pressione o interruptor manual novamente e a corrente cairá lentamente até o final do arco.
Neste momento, solte o interruptor manual e a máquina de solda irá parar de funcionar.
Ajuste do tempo de pré-ar (Pré Fluxo)
Pré-ar é o tempo desde o fornecimento de ar até o arco. Este tempo pode ser ajustado entre 0 e 1 segundos.
Ajuste do tempo pós-ar (Pós Fluxo)
Pós-ar significa o tempo desde a parada do arco até o corte do fornecimento de ar. Este tempo pode ser ajustado de 1 a 10 segundos.
Selecione a função “Pulso”
• Selecione “TIG” e acenda.
• Em seguida selecione “Pulse” e acenda.
Ajuste de frequência de pulso “Frequência de pulso” (veja a curva de corrente abaixo)
Ajuste de corrente base “Base Amps”
• A corrente base só pode ser ajustada no estado de pulso. Selecione “Pulso” e selecione a corrente de base correspondente de acordo com a espessura da peça de trabalho.
Ajuste do ciclo de trabalho “Pico no tempo”
• Ajuste o tempo de permanência da corrente de pico.
Painel frontal/traseiro
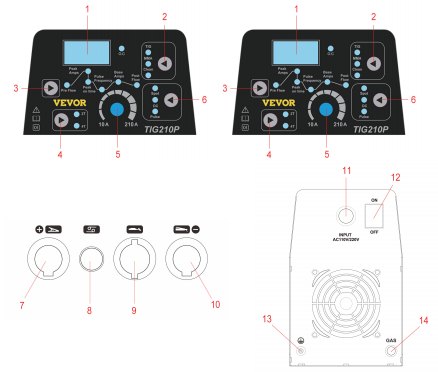
1. Display digital 8. Conecte o interruptor da tocha
2. Modo de trabalho TIG, MMA, CLEAN 9. Instale a tocha de corte
3. Pré-fluxo, corrente de soldagem, modo pós-fluxo 10. Soquete negativo
4. Botão de função 2T/4T 11. Cabo de alimentação de entrada
5. Botão de ajuste 12. botão liga/desliga
6. Modo SPOT, DC, PULSE 13. Parafuso de aterramento
7. conecte o grampo de aterramento 14. Conector da mangueira de gás
PARÂMETROS PRINCIPAIS
| ITEM | TIG 155A | TIG 210A | TIG 210P |
| Tensão de alimentação (v | AC 110V ± 10% | CA 110V±10 | CA110V±10 |
| Frequência (Hz | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Capacidade nominal de entrada (KVA) | 3.8 | 7.1 | 7.1 |
| Capacidade do gerador (KVA | 2.3 | 4.2 | 4.2 |
| Corrente de entrada nominal (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| faixa de corrente de saída (A | 30-155 | 30-210 | 30-210 |
| faixa de corrente de saída (A | 10-155 | 10-210 | 10-210 |
| Tensão nominal sem carga (v | 60 | 60 | 60 |
| Ciclo de trabalho (%) | 30% | 30% | 30% |
| Classe de isolamento | F | F | F |
| Aula de proteção | IP21 | IP21 | IP21 |
| Peso da Máquina (KG) | 4.9 | 5.4 | 5.4 |
| Dimensão da máquina (mm) | 370*150*300 | 370*150*300 | 370*150*300 |
| Saída USB | / | 5V | / |
| Anexos Primários | 1. Pistola de soldagem QQ3.66 de 150 m (incluindo nós | 1. Pistola de soldagem WP-26 | 1. Tocha de soldagem WP-26 com boca de vidro fino,( L = 4m incluindo nós |
| Faixa de diâmetro de fio aplicável | <3.2 | <3.2 | <3.2 |
POSSÍVEIS PROBLEMAS
Os fenômenos listados aqui podem estar relacionados a acessórios, gases, fatores ambientais e condições de alimentação. Por favor, tente melhorar o ambiente para evitar essas situações.
Juntas de solda preta
Tais casos indicam que as juntas de solda não estão efetivamente protegidas e estão oxidadas. Você pode realizar as seguintes verificações.
• Confirme se a válvula do cilindro de argônio está aberta e se a pressão é suficiente. Se a pressão no cilindro for inferior a 0.5 MPa, reabasteça o cilindro.
• Verifique se o fluxo de argônio está conectado e tem fluxo suficiente. Para economizar gás, diferentes vazões podem ser selecionadas para diferentes condições de corrente de soldagem. Mas uma taxa de fluxo muito lenta pode resultar em gás de proteção insuficiente, que pode cobrir as juntas de solda. Não importa quão pequena seja a corrente, recomendamos que você não deixe a taxa de fluxo de argônio inferior a 5L/min.
• A maneira mais simples de verificar se há saída de gás é sentir o bico da tocha de soldagem, para verificar se o caminho do gás da tocha de soldagem está bloqueado.
• A má vedação do gás ou a baixa pureza do gás também causarão problemas de qualidade da soldagem.
• Se houver um forte fluxo de ar no ambiente, isso também poderá levar à deterioração da qualidade da soldagem.
• O ciclo de trabalho é muito baixo.
É difícil iniciar o arco e é fácil quebrá-lo:
• Certifique-se de que os eletrodos de tungstênio usados sejam de boa qualidade. A capacidade de descarga do eletrodo de tungstênio inferior pode não atender aos requisitos.
• O eletrodo de tungstênio não afiado não é fácil de formar arco e pode causar instabilidade do arco.
A corrente não pode permanecer estável durante o uso da máquina de soldar:
Esta situação pode estar relacionada com os seguintes fatores:
• A variação da tensão da rede.
• Interferências graves da rede eléctrica ou de outros equipamentos eléctricos.
CUIDADO
Meio Ambiente
• A operação de soldagem deve ser realizada em ambiente relativamente seco e a umidade do ar geralmente não excede 90%.
• A temperatura ambiente deve estar entre -10°C e 40°C.
• Evite soldar ao sol ou à chuva e não deixe que água ou chuva penetrem na máquina de soldar.
• Evite soldar em ambientes com poeira ou gases corrosivos.
• Evite soldagem com proteção de gás em condições de forte fluxo de ar.
Pontos de segurança
A máquina de solda TIG foi instalada com circuitos de proteção contra sobretensão, sobrecorrente e superaquecimento. Quando a tensão da rede, a corrente de saída ou a temperatura interna excedem o padrão definido, a máquina de solda irá parar automaticamente de funcionar. No entanto, o uso excessivo (como tensão excessiva) ainda causará danos à máquina de solda. Portanto, os seguintes pontos precisam ser observados.
Garanta uma boa ventilação
Esta máquina de solda é uma máquina de solda industrial. Grande corrente de trabalho será gerada durante a operação e a ventilação natural não poderá atender aos requisitos de resfriamento. Portanto, dois ventiladores são instalados no interior, o que pode resfriar efetivamente o soldador e fazê-lo funcionar sem problemas.
Os usuários devem garantir que as áreas de ventilação não estejam cobertas ou bloqueadas. A distância entre o soldador e os objetos circundantes não deve ser inferior a 0.3 metros. Os usuários devem sempre prestar atenção para manter uma boa ventilação, pois isso favorece o funcionamento do soldador.
Proibir sobrecarga
O usuário deve lembrar-se de observar a corrente de carga máxima permitida (em relação à duração de carga selecionável) a qualquer momento para manter a corrente de soldagem não excedendo a corrente de carga máxima permitida.
A sobrecarga de corrente reduzirá significativamente a vida útil da máquina de solda e pode até queimar a máquina de solda.
Proibir sobretensão
A tensão da fonte de alimentação está listada na tabela “Parâmetros Principais de Desempenho”. Em circunstâncias normais, o circuito automático de compensação de tensão na máquina de solda manterá a corrente de soldagem dentro da faixa permitida. Se a tensão da fonte de alimentação exceder o valor permitido, a máquina de solda será danificada. O utilizador deve estar plenamente consciente desta situação e tomar as medidas preventivas correspondentes.
• Na parte traseira de cada soldador existem parafusos de aterramento e marcas de aterramento correspondentes. Cabos com seção transversal maior que 4 mm quadrados devem ser selecionados antes do uso. Aterre a carcaça do soldador para evitar acidentes causados por eletricidade estática ou vazamento.
• Se o soldador estiver operando acima da taxa de continuidade de carga padrão, o soldador poderá entrar subitamente em um estado protegido e parar de funcionar. Isso significa que o superaquecimento aciona o interruptor de controle de temperatura, fazendo com que a máquina de solda pare de funcionar. O indicador vermelho no painel frontal acenderia. Neste caso, não há necessidade de desconectar porque a ventoinha de resfriamento pode funcionar para resfriar o soldador. Quando a luz indicadora vermelha se apaga, a temperatura cai para a faixa padrão e você pode reiniciar a soldagem.
MANUTENÇÃO
• Aviso de segurança: Todos os trabalhos de manutenção e reparação devem ser realizados com a energia completamente cortada.
Certifique-se de que o plugue de alimentação seja removido antes de abrir a máquina.
• Verifique regularmente a conexão do circuito interno da máquina de solda para garantir que a fiação esteja correta e a junta esteja firme (especialmente a junta ou componente inserido). Se for encontrada ferrugem ou componentes soltos, polir a camada enferrujada ou película de óxido com uma lixa e apertar novamente.
• Quando a máquina estiver energizada, mantenha suas mãos, cabelos e ferramentas longe das partes energizadas da máquina, como ventiladores internos. Evite ser ferido ou danificado pela máquina.
• Sopre regularmente a poeira com ar comprimido seco e limpo. Se a máquina de solda for usada em ambientes com muita fumaça e poluição atmosférica grave, a máquina de solda deve ser limpa todos os dias.
• A pressão do ar comprimido deve estar em um nível razoável para evitar danos às peças pequenas do soldador.
• Evite a entrada de água ou vapor na máquina de soldar. Se isso acontecer, seque o interior do soldador.
Posteriormente, utilize um medidor para medir o isolamento da máquina de soldar (o isolamento entre os nós de ligação e o isolamento entre os pontos de ligação e a caixa). Somente quando não houver nenhuma condição anormal podemos continuar o trabalho de soldagem.
• Se o soldador não for usado por um longo período, ele deve ser colocado de volta na embalagem original e armazenado em ambiente seco.
PROBLEMAS
Observação: As operações a seguir exigem conhecimento elétrico adequado e conhecimento abrangente de segurança.
O operador deve possuir qualificações válidas que demonstrem a sua competência e conhecimento.
| Fenómenos | Solução |
| O indicador de energia não acende, o ventilador não gira e não há saída de soldagem. | 1. O interruptor de alimentação está quebrado. 2. Confirme se a rede elétrica conectada ao cabo de entrada possui eletricidade. 3. Confirme se há algum circuito aberto no cabo de entrada. |
| O indicador do botão liga / desliga está aceso, mas o ventilador não gira ou gira várias vezes e para de girar e não há saída de soldagem. | 1. O terminal de entrada pode estar conectado incorretamente à fonte de alimentação de 380 V, resultando no início do circuito de proteção contra sobretensão. Substitua a fonte de alimentação de 220 V e reinicie a máquina. 2. A fonte de alimentação de 220 V está instável (a linha de entrada é muito fina e muito longa) ou a linha de entrada está conectada à rede, resultando na inicialização do circuito de proteção contra sobretensão. Este fenômeno desaparecerá em 2-3 minutos aumentando o diâmetro do fio de entrada da rede elétrica ou fortalecendo o nó de entrada. Quando voltar ao normal, reinicie-o. 3. Ligar e desligar o interruptor de alimentação continuamente por um curto período de tempo faz com que o circuito de proteção contra sobretensão seja iniciado. Desligue o interruptor de alimentação e aguarde 2 a 3 minutos antes de reiniciar. 4. O fio entre o switch e a placa de alimentação está solto. Aperte. 5. O relé de 24 V do circuito principal na placa da fonte de alimentação não está fechado ou danificado. Verifique a fonte de alimentação de 24 V e o relé. Se o relé estiver danificado, você poderá substituí-lo por outros disjuntores do mesmo modelo. |
| O indicador do botão liga / desliga está aceso, mas o ventilador não gira ou gira várias vezes e para de girar e não há saída de soldagem. | 1. Usar um multímetro para medir a tensão positiva e negativa do plug-in VH-07 da placa de alimentação para a placa MOS é de cerca de DC308V. • Se o fio plug-in da ponte de silício está desconectado e se o contato é ruim. • Os grandes capacitores eletrolíticos na placa da fonte de alimentação podem vazar. Substitua-o. 2. A fonte de alimentação auxiliar na placa MOS possui uma luz indicadora verde. Se a luz estiver apagada, a fonte de alimentação auxiliar não está funcionando. Encontre o ponto de falha. 3. Verifique o mau contato de vários fios plug-in na máquina. 4. Os problemas do circuito de controle devem ser descobertos a tempo ou entrar em contato com os revendedores. 5. O fio de controle da pistola de soldagem está quebrado. |
| A luz indicadora de anormalidade não está acesa. Há um som de “farfalhar” de descarga de alta frequência e não há saída de soldagem. | 1. O cabo da tocha está quebrado. 2. O fio terra está quebrado ou não conectado à peça de soldagem. 3. A conexão entre o terminal de saída positivo ou o terminal de saída de gás da tocha de soldagem e a máquina está solta. |
| A luz indicadora anormal não acende. Não há som farfalhante de descarga de alta frequência e a soldagem a arco pode ser iniciada. | 1. O fio primário do transformador de ignição por arco está em mau contato com a placa de alimentação. Aperte. 2. Pode ser que a ponta da tocha de soldagem TIG esteja oxidada ou o bico esteja longe da peça de trabalho. Tratamento: remova a película de óxido do eletrodo do bico ou altere a distância entre o bico e a peça para 1 mm. 3. O interruptor manual de transferência de soldagem de argônio está danificado; substitua-o. 4. Os componentes individuais do circuito de ignição do arco de alta frequência estão danificados; encontre e substitua-os. |
| A luz indicadora anormal está acesa, sem saída. | 1. Pode haver proteção contra sobrecarga de corrente. Desligue a máquina e reinicie-a até que o indicador de anormalidade apague. 2. Pode haver proteção contra superaquecimento e não há necessidade de parar a máquina. Aguarde 2-3 minutos para que a máquina retorne ao normal (a máquina de solda a arco de argônio puro não tem função de proteção contra superaquecimento). 3. O circuito do inversor pode estar com defeito, desconecte o plugue de alimentação do transformador principal na placa MOS (próximo ao plug-in do ventilador VH-07) e reinicie-o: • Se o indicador de anormal ainda estiver aceso, desligue a máquina e em seguida desconecte o plugue de alimentação da fonte de alimentação de ignição por arco de alta frequência (próximo ao plug-in do ventilador VH-03) e reinicie-a: a. Se a luz indicadora anormal ainda estiver acesa, o FET individual na placa MOS está danificado. Encontre e substitua FET do mesmo tipo. b. Se o indicador anormal estiver apagado, o transformador elevador no circuito de arco de alta frequência na placa de alimentação está quebrado. Substitua-o. • Se o indicador anormal estiver apagado: a. Pode ser que o transformador de placa intermediária esteja danificado e a ponte possa ser usada para medir a indutância primária e o valor Q do transformador principal.L=0.9-1.6mH Q>35 O valor da indutância Q é muito pequeno e deve ser substituído. b. O tubo retificador secundário do transformador pode estar quebrado. Encontre e substitua o tubo retificador do mesmo tipo. O circuito de feedback pode estar quebrado. 4. O circuito de feedback pode estar quebrado. |
| A corrente de saída é instável ou não há controle do potenciômetro durante a soldagem, e a corrente às vezes é grande e às vezes pequena. | 1. O potenciômetro 1K deve ser substituído se estiver danificado. 2. Todos os tipos de conexões ruins, especialmente conectores, precisam ser verificados. |
| A soldagem a arco manual apresenta grandes respingos e é difícil queimar eletrodos alcalinos. | 1. Se a polaridade estiver errada, inverta a polaridade do fio terra e do fio da alça. |
| O ventilador não gira, o medidor digital não possui display e não há saída de soldagem. | 1. Confirme se o interruptor pneumático está intacto ou fechado. 2. Confirme se a rede elétrica conectada ao cabo de saída possui eletricidade. 3. O termistor (quatro) na placa de alimentação está danificado (esta situação geralmente é causada pela falha do relé DC24V ou pelo mau contato dos contatos). 4. A placa de fonte de alimentação (placa inferior) falha e não há saída de tensão DC537V. • A ponte de silício está aberta e o contato do fio do plug-in da ponte de silício é ruim. • Parte do painel de alimentação está queimada. • Verifique se o cabo de manobra do interruptor de ar para a placa de alimentação e o cabo de manobra da placa de alimentação para a placa MOS (placa inversora) estão em bom contato. • A parte da fonte de alimentação auxiliar da placa de controle está com defeito. |
| O ventilador gira e a luz indicadora de anormalidade não acende. Não há som farfalhante de descarga de alta frequência e o arco não pode ser iniciado mesmo se for friccionado. | 1. Verifique se os vários patch cords da máquina estão com mau contato. 2. Se houver algum problema com o circuito de controle, descubra a causa a tempo ou entre em contato com o revendedor. 3. O fio de controle da tocha de soldagem está quebrado. |
| A luz indicadora anormal está acesa e não há saída. | 1. O cabo da tocha está quebrado. 2. O fio terra está quebrado ou não conectado à peça de soldagem. 3. A conexão entre o terminal de saída positivo ou o terminal de saída de gás da tocha de soldagem e a máquina está solta. |
| A luz indicadora de anormalidade não acende. Há um farfalhar de descarga de alta frequência, mas não há saída de soldagem. | 1. O fio primário do transformador de ignição por arco está em mau contato com a placa de ignição por arco. Aperte. 2. Pode ser que a ponta da tocha de soldagem TIG esteja oxidada ou o bico esteja longe da peça de trabalho. Tratamento: remova a película de óxido do eletrodo do bico ou altere a distância entre o bico e a peça de trabalho para 1 mm. 3. O interruptor de transferência de soldagem de argônio de soldagem manual está danificado. Substitua-o. 4. Os componentes individuais do circuito de ignição do arco de alta frequência estão danificados. Encontre-os e substitua-os. |
| A luz indicadora anormal está acesa e não há saída. | 1. Pode ser proteção contra sobrecorrente. Desligue a máquina e reinicie-a depois que o indicador anormal apagar. 2. Pode ser proteção contra superaquecimento e a máquina pode retornar ao normal sem desligar por 2-3 minutos. 3. O inversor ou placa de ignição por arco pode estar com defeito: Se for um inversor duplo, desconecte o plugue do cabo de alimentação de uma das placas do inversor (próximo ao plug-in painel-07) e reinicie-o. Então, se o indicador de anormalidade não estiver aceso, a falha está neste inversor, caso contrário, a falha está em outro inversor. Em seguida, tanto as máquinas com inversor único quanto as com inversor duplo podem usar o mesmo método para solucionar problemas. • Se o indicador de anormal ainda estiver aceso, desligue e desconecte a fonte de alimentação da placa do arco piloto (próximo ao plug-in do ventilador VH-03). Reinicie: a. Se a luz indicadora anormal ainda estiver acesa, o FET individual na placa MOS está danificado. Encontre e substitua o FET do mesmo tipo. b. Se o indicador anormal não estiver aceso, a falha está no dano da placa de ignição do arco, do booster ou do transformador. Substitua-o. • Conecte o cabo de alimentação do inversor com defeito e desconecte o cabo de alimentação do transformador principal. E então reinicie a máquina. a. Se o indicador anormal estiver apagado, a falha está no plano intermediário. O transformador do plano intermediário pode ser danificado e a ponte pode ser usada para medir a indutância primária e o valor Q de cada transformador principal. b. O tubo retificador da placa intermediária pode ser danificado individualmente. Encontre e substitua o tubo retificador do mesmo tipo. 4. O circuito de feedback pode estar quebrado. |
| A corrente de soldagem não é suficiente e o ajuste da corrente está fora de controle. | 1. A linha secundária é muito longa ou muito fina, encurte a linha secundária tanto quanto possível ou aumente sua área de seção transversal. 2. Se houver um dispositivo de controle remoto, ele pode estar no estado de controle remoto. 3. Também é possível que o potenciômetro regulador de corrente esteja danificado. |
Conclusão
Concluindo, o Manual do Soldador VEVOR fornece informações abrangentes sobre as precauções de segurança e técnicas de soldagem profissionais necessárias para uma soldagem bem-sucedida usando soldadores VEVOR. Seguindo o manual, você pode garantir sua segurança, evitar acidentes e obter resultados de soldagem de alta qualidade.
Os dados técnicos fornecidos no manual também podem ajudá-lo a entender as especificações de cada modelo de soldador VEVOR, permitindo que você escolha o modelo certo para suas necessidades de soldagem. Lembre-se de sempre seguir as orientações de segurança e tomar as precauções necessárias ao usar um soldador VEVOR para garantir uma experiência de soldagem segura e eficiente.



