
Jeśli chcesz nauczyć się, jak korzystać ze spawarki VEVOR lub po prostu chcesz odświeżyć swoją wiedzę na temat środków ostrożności i profesjonalnych technik, podręcznik spawarki VEVOR będzie dla Ciebie nieocenionym źródłem informacji.
W tym przewodniku użytkownika omówimy środki ostrożności i profesjonalne techniki spawania niezbędne do zapewnienia sukcesu w spawaniu. Ponadto udostępnimy Ci wersję PDF podręcznika, dzięki czemu będziesz mieć łatwy dostęp do potrzebnych informacji i będziesz mógł się do nich odwołać. Więc zaczynajmy!

To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
Spis treści
DEKLARACJA ZGODNOŚCI
Firma uroczyście obiecuje:
Produkty sprzedawane przez naszą firmę objęte są roczną gwarancją od daty zakupu.
Przed instalacją i uruchomieniem maszyny należy uważnie przeczytać i zrozumieć niniejszą instrukcję..
- Treść niniejszej instrukcji może ulec zmianie bez wcześniejszego powiadomienia.
- Choć niniejsza instrukcja została dokładnie sprawdzona, mogą w niej znajdować się pewne nieścisłości.
Jeśli tak, prosimy o skonsultowanie się z nami.
BEZPIECZEŃSTWO
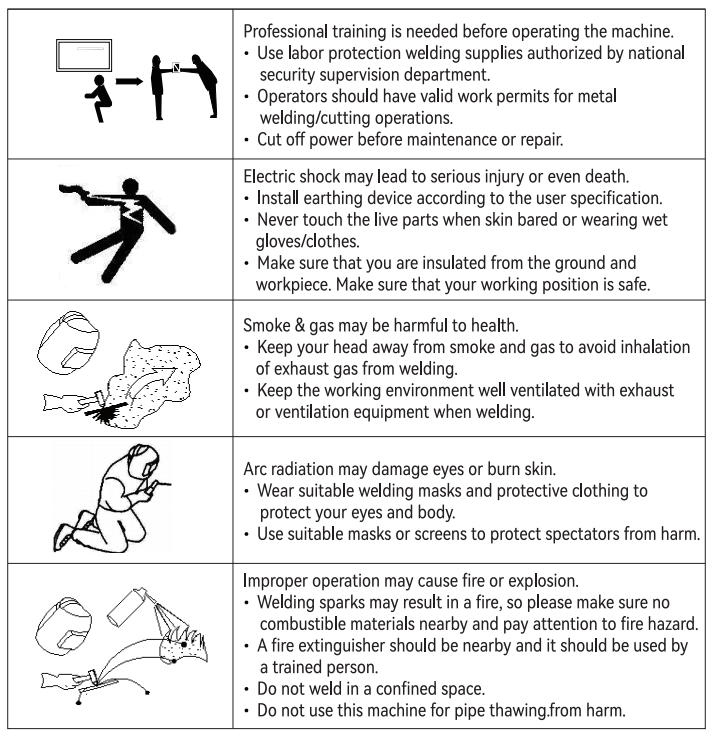
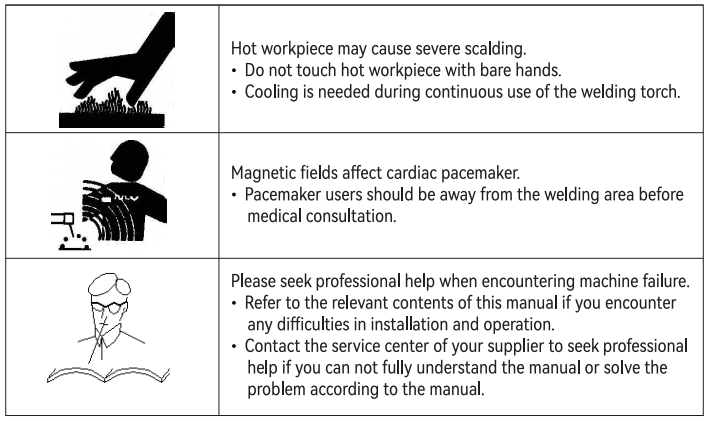
Spawanie jest niebezpieczne i może spowodować obrażenia u Ciebie i innych, dlatego należy zadbać o odpowiednią ochronę podczas spawania.
Szczegółowe informacje można znaleźć w wytycznych producenta dotyczących bezpieczeństwa i zapobiegania wypadkom.
KRÓTKIE WPROWADZENIE DO ZASADY
Seria spawarek łukowych argonowych to spawarki inwertorowe, które są produkowane przy użyciu zaawansowanej technologii inwertorowej. Jest to bardziej dojrzała i stabilna seria produktów.
Wykorzystuje technologię modulacji szerokości impulsu (PWM) i wysokiej mocy urządzenie przełączające IGBT do prostowania częstotliwości zasilania 50 Hz/60 Hz na prąd stały, a następnie inwertuje ją do wysokiej częstotliwości (częstotliwość może osiągnąć ponad 100 kHz), a następnie prostowania obniżającego. Dzięki wyjściu technologii modulacji szerokości impulsu (PWM) może być używany jako zasilacz prądu stałego o dużej mocy do spawania. Dzięki technologii inwertera zasilacza przełączającego masa i objętość spawarki są znacznie zmniejszone, a wydajność konwersji całej maszyny wzrasta o ponad 30%.
W przypadku ręcznego spawania łukowego spawarka ma charakterystykę stałoprądową i możliwość regulacji ciągu łuku.
Oznacza to, że ma stałą charakterystykę prądu przy normalnym napięciu łuku. Tak więc prąd spawania nie zmienia się wraz z długością łuku, aby zapewnić stabilne spawanie.
Gdy długość łuku jest zbyt krótka, a napięcie łuku jest zbyt niskie, prąd może wzrastać wraz ze spadkiem napięcia łuku. Aby promować automatyczne odzyskiwanie długości łuku (tzw. ciąg łuku), ciąg jest niezależnie regulowany. Gdy napięcie łuku jest zbyt małe, aby utrzymać łuk, charakterystyka zewnętrzna zmienia się na charakterystykę stromego spadku, aby uniknąć nadmiernego prądu spowodowanego zwarciem.
Cechą charakterystyczną spawania łukiem argonowym jest stały prąd, dzięki czemu prąd spawania nie zmienia się w zależności od długości łuku i jest bardzo stabilny.
PORADY
W przypadku używania dłuższego kabla wyjściowego, aby zmniejszyć spadek napięcia, zaleca się użycie kabla o większym przekroju. Jeśli kabel palnika spawalniczego jest zbyt długi, jego rezystancja wewnętrzna zmniejszy napięcie wyjściowe urządzenia, co może mieć większy wpływ na wydajność spawarki.
Wydajność łuku o wysokiej częstotliwości jest osłabiona lub system nie może pracować normalnie. Dlatego sugerujemy użycie zalecanej długości kabla.
PODŁĄCZENIE OKABLOWANIA
1. Podłączenie kabla wejściowego
• Każda spawarka TIG jest wyposażona w kabel zasilający. Służy do podłączenia do źródła zasilania o wymaganym napięciu wejściowym.
• Przewód zasilający powinien być dobrze podłączony do wyłącznika zasilania lub złącza kablowego, aby zapobiec ewentualnemu utlenianiu.
• Sprawdź za pomocą multimetru, czy napięcie zmienia się w podanym zakresie.
2. Podłączenie kabla wyjściowego (Pure) Spawanie łukiem argonowym (TIG)
• Podłączenie palnika spawalniczego łukiem argonowym. Zamontuj zintegrowane złącze gazowo-elektryczne palnika spawalniczego do odpowiedniego interfejsu na panelu spawarki i dokręć je, obracając je zgodnie z ruchem wskazówek zegara.
• Podłącz wtyczkę lotniczą do odpowiedniego interfejsu na panelu spawarki i dokręć ją, obracając zgodnie z ruchem wskazówek zegara.
• Włóż szybkozłączkę przewodu cyklicznego do szybkozłączki z biegunowością „+” na panelu spawarki i dokręć ją, obracając zgodnie z ruchem wskazówek zegara. Następnie zaciśnij obrabiany przedmiot przewodem uziemiającym.
3. Podłącz do gazu
Podłącz rurę z gazem argonowym szczelnie do miedzianej dyszy z tyłu maszyny. Ścieżka doprowadzająca powietrze powinna obejmować butlę z gazem, przepływomierz dekompresyjny argonu i tchawicę. Łącząca część tchawicy powinna być zamocowana za pomocą zacisków wężowych lub innych przedmiotów, aby zapobiec wyciekom i przedostawaniu się powietrza. Czynności te wpłyną na efekt ochrony połączeń lutowanych.
Użyj przewodu o przekroju przewodzącym nie mniejszym niż 4 mm', aby uziemić podwozie. Metoda polega na podłączeniu przewodu do uziemienia od śruby uziemiającej z tyłu spawarki, aby zapobiec elektryczności statycznej lub wyciekom.
4. Funkcja MMA i TIG
Podłącz jak powyżej podczas spawania argonem (TIG). Podczas spawania MMA zwróć uwagę na następujące kwestie.
• Każda spawarka jest wyposażona w parę szybkozłączek. Podłącz kabel uchwytu elektrody do szybkozłączki –, a kabel zacisku uziemiającego do szybkozłączki „+”. Zwróć uwagę, aby dokręcić je kluczem imbusowym. Spraw, aby kabel wtórny (przewód uchwytu i przewód uziemiający) miał dobry kontakt z szybkozłączką.
Niektórzy spawacze zaniedbali ten element i spalili szybkozłączkę.
• Po włożeniu wtyczki szybkozłączki do gniazda szybkozłączki dokręć ją, aby zapewnić dobry kontakt. W przeciwnym razie, gdy prąd roboczy jest wysoki, wtyczka i gniazdo przepalą się po długiej pracy.
5. funkcja
• Podłącz pistolet czyszczący prawidłowo. Zamontuj złącze pistoletu czyszczącego do odpowiedniego interfejsu pistoletu na panelu spawarki i dokręć je, obracając je zgodnie z ruchem wskazówek zegara.
• Włóż szybkozłączkę przewodu uziemiającego do szybkozłączki z biegunowością „+” na panelu spawarki i dokręć ją, obracając zgodnie z ruchem wskazówek zegara. Zaciśnij przedmiot obrabiany zaciskiem uziemiającym na drugim końcu.
Należy zwrócić szczególną uwagę na elektrodę drutu. Generalnie sprzęt do spawania prądem stałym ma dwa tryby połączenia:
• Połączenie dodatnie: podłącz uchwyt elektrody do „-”, a przedmiot obrabiany do „+”;
• Połączenie ujemne: podłącz element obrabiany do „-”, a uchwyt elektrody do „+”.
OPERACJA
Wyłącznik główny
• Włącz przełącznik zasilania na tylnym panelu i ustaw przełącznik zasilania w pozycji „ON”. W tym momencie wyświetlacz cyfrowy zaświeci się, a wentylator wewnątrz urządzenia zacznie się obracać.
Wybierz tryb „TIG”/”MMA”/”CLEAN” za pomocą przycisku wyboru.
Przełącznik wyboru umożliwia zamianę metody TIG na MMA.
1. Operacja spawania metodą TIG
• Naciśnij przycisk, aby włączyć lampę do spawania łukiem argonowym (TIG).
• Otwórz zawór butli z argonem i ustaw przepływomierz na wymaganą szybkość przepływu.
• Po naciśnięciu przycisku palnika spawalniczego, zawór elektromagnetyczny zaczyna działać, a gaz argonowy zaczyna być wypuszczany.
• Wybierz prąd spawania odpowiednio do grubości przedmiotu obrabianego.
• Odległość między elektrodą wolframową palnika spawalniczego a przedmiotem obrabianym wynosi 2-4 mm. Naciśnij przycisk palnika spawalniczego. Po zajarzeniu łuku dźwięk wyładowania o wysokiej częstotliwości zapalającego łuk w maszynie natychmiast znika i w tym momencie może ona pracować.
2. Operacja spawania metodą MMA
• Naciśnij przycisk, aby włączyć lampkę spawania MMA (MMA).
• Wybierz prąd spawania odpowiednio do grubości przedmiotu obrabianego.
3. Działanie funkcji czyszczenia
• Naciśnij przycisk, aby włączyć kontrolkę funkcji czyszczenia (Clean).
• Wybierz prąd wyjściowy zgodnie z potrzebami czyszczenia.
4. Kontrolka OC
Gdy wskaźnik jest zapalony, oznacza to, że urządzenie przeszło w stan ochrony z powodu przegrzania.
A nadmierna temperatura jest spowodowana przeciążeniem, nadmiernym prądem lub innymi przyczynami. Kiedy nadmierny prąd i przeciążenie znikną, sprzęt zacznie działać normalnie.
5. Cyfrowy wyświetlacz amperomierza
Cyfrowy wyświetlacz pokazuje wartość prądu spawania.
6. Obecne rozporządzenie
W przypadku urządzenia TIG z impulsami, kontrolki spawania punktowego (Spot) i pulsacyjnego (Pulse) gasną po wybraniu stanu „MMA” lub „Clean”.
Wybierz prąd wyjściowy zgodnie ze swoimi potrzebami.
7. Obecne rozporządzenie
W przypadku urządzenia TIG z impulsami, kontrolki spawania punktowego (Spot) i pulsacyjnego (Pulse) gasną po wybraniu stanu „MMA” lub „Clean”.
Wybierz prąd wyjściowy zgodnie ze swoimi potrzebami.
(2T/4T) Wybierz przełącznik (dodaj tę funkcję zgodnie z wymaganiami klienta)
Wybierz żądany tryb spawania (2T/4T) w stanie spawania łukiem argonowym. Instrukcje obsługi są następujące:
• Dostosuj prąd spawania zgodnie z wymaganym procesem spawania. W trybie 2T ustaw odległość między elektrodą wolframową palnika spawalniczego a przedmiotem obrabianym na 2-4 mm. Naciśnij przełącznik palnika, a łuk zostanie zajarzony i możesz rozpocząć spawanie. Zwolnij przełącznik ręczny, aby zamknąć łuk i zatrzymać spawanie.
• W trybie 4T możesz nacisnąć przełącznik palnika, aby zapalić łuk. Po zwolnieniu przełącznika ręcznego spawanie jest kontynuowane. Następnie naciśnij ponownie przełącznik ręczny, a prąd będzie powoli spadał do końca łuku.
W tym momencie należy zwolnić wyłącznik ręczny, a spawarka przestanie pracować.
Regulacja czasu wstępnego nawiewu (Pre Flow)
Pre-air to czas od dopływu powietrza do łuku elektrycznego. Czas ten można regulować w zakresie od 0 do 1 sekundy.
Regulacja czasu po emisji (Post Flow)
Post-air oznacza czas od zatrzymania łuku do odcięcia dopływu powietrza. Czas ten można regulować w zakresie od 1 do 10 sekund.
Wybierz funkcję „Puls”
• Wybierz „TIG” i włącz światło.
• Następnie wybierz „Pulse” i włącz światło.
Regulacja częstotliwości impulsów „Częstotliwość impulsów” (patrz aktualna krzywa poniżej)
Regulacja prądu bazowego „Ampery bazowe”
• Prąd bazowy można regulować tylko w stanie pulsacyjnym. Wybierz „Pulse” i wybierz odpowiedni prąd bazowy w zależności od grubości obrabianego przedmiotu.
Regulacja cyklu pracy „Czas szczytowy”
• Dostosuj czas trwania szczytowego prądu.
Panel przedni/tylny
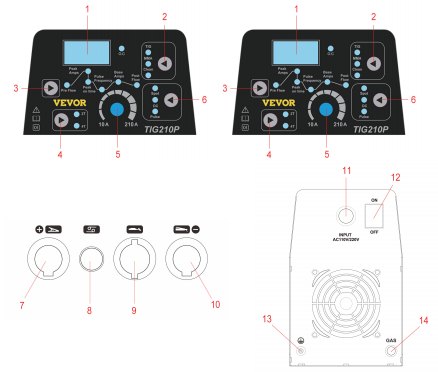
1. Wyświetlacz cyfrowy 8. Podłącz przełącznik palnika
2. Tryb pracy TIG, MMA, CLEAN 9. Instalacja palnika tnącego
3. Pre Flow, prąd spawania, tryb post Flow 10. Gniazdo ujemne
4. Przycisk funkcyjny 2T/4T 11. Kabel zasilający wejściowy
5. Pokrętło regulacyjne 12. Wyłącznik zasilania
6. Tryb SPOT, DC, PULSE 13. Śruba uziemiająca
7. Podłącz zacisk uziemiający 14. Złącze węża gazowego
GŁÓWNE PARAMETRY
| ITEM | TIG 155A | TIG 210A | TIG 210 P |
| Napięcie zasilania (v | AC 110V ± 10% | Prąd zmienny 110 V ± 10 | prąd zmienny 110 V ± 10 |
| Częstotliwość (Hz) | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Moc znamionowa wejściowa (kVA) | 3.8 | 7.1 | 7.1 |
| Moc generatora (kVA) | 2.3 | 4.2 | 4.2 |
| Prąd wejściowy znamionowy (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| Zakres prądu wyjściowego (A) | 30-155 | 30-210 | 30-210 |
| Zakres prądu wyjściowego (A) | 10-155 | 10-210 | 10-210 |
| Napięcie znamionowe bez obciążenia (v | 60 | 60 | 60 |
| Współczynnik wypełnienia ( %) | 30% | 30% | 30% |
| Klasa izolacji | F | F | F |
| klasa ochrony | IP21 | IP21 | IP21 |
| Masa maszyny (kg) | 4.9 | 5.4 | 5.4 |
| Wymiary maszyny (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| Wyjście USB | / | 5V | / |
| Podstawowe załączniki | 1. 3.66 m pistolet spawalniczy QQ150(w tym | 1. Pistolet spawalniczy WP-26 | 1. Palnik spawalniczy WP-26 z dyszą z cienkiego szkła (dł. = 4 m, wliczając w to |
| Zakres średnic drutu, który można stosować | <3.2 | <3.2 | <3.2 |
MOŻLIWE PROBLEMY
Zjawiska wymienione tutaj mogą być związane z akcesoriami, gazami, czynnikami środowiskowymi i warunkami zasilania. Spróbuj poprawić środowisko, aby uniknąć takich sytuacji.
Czarne spoiny lutownicze
Takie przypadki wskazują, że połączenia lutowane nie są skutecznie chronione i są utlenione. Możesz wykonać następujące kontrole.
• Sprawdź, czy zawór butli z argonem jest otwarty i ciśnienie jest wystarczające. Jeśli ciśnienie w butli jest niższe niż 0.5 MPa, napełnij butlę ponownie.
• Sprawdź, czy przepływ argonu jest podłączony i czy ma wystarczający przepływ. Aby oszczędzać gaz, można wybrać różne natężenia przepływu dla różnych warunków prądu spawania. Jednak zbyt wolne natężenie przepływu może skutkować niewystarczającą ilością gazu osłonowego, który może pokryć spoiny lutownicze. Bez względu na to, jak małe jest natężenie prądu, zalecamy, aby natężenie przepływu argonu nie było niższe niż 5 l/min.
• Najprostszym sposobem sprawdzenia, czy wydobywa się gaz, jest sprawdzenie dyszy palnika spawalniczego, aby sprawdzić, czy droga przepływu gazu przez palnik spawalniczy nie jest zablokowana.
• Słaba szczelność gazowa lub niska czystość gazu mogą również powodować problemy z jakością spawania.
• Jeżeli w otoczeniu występuje silny ruch powietrza, może to również prowadzić do pogorszenia jakości spawania.
• Współczynnik wypełnienia jest zbyt niski.
Trudno jest rozpocząć łuk, a łatwo go przerwać:
• Upewnij się, że używane przez Ciebie elektrody wolframowe są dobrej jakości. Pojemność rozładowcza gorszej elektrody wolframowej może nie spełniać wymagań.
• Nieostrzona elektroda wolframowa nie tworzy łuku elektrycznego, co może powodować jego niestabilność.
Prąd nie może pozostać stabilny podczas użytkowania spawarki:
Sytuacja ta może być związana z następującymi czynnikami:
• Zmiany napięcia sieciowego.
• Poważne zakłócenia ze strony sieci energetycznej lub innych urządzeń elektrycznych.
UWAGA
Środowisko
• Operację spawania należy wykonywać w stosunkowo suchym otoczeniu, a wilgotność powietrza nie powinna przekraczać 90%.
• Temperatura otoczenia powinna wynosić od -10°C do 40°C.
• Unikaj spawania na słońcu lub deszczu i nie dopuść, aby do spawarki dostała się woda lub deszcz.
• Unikać spawania w środowisku zakurzonym lub zawierającym gazy żrące.
• Unikać spawania w osłonie gazowej w warunkach silnego przepływu powietrza.
Punkty bezpieczeństwa
Spawarka TIG została zainstalowana z obwodami zabezpieczającymi przed przepięciem, przetężeniem i przegrzaniem. Gdy napięcie sieciowe, prąd wyjściowy lub temperatura wewnętrzna przekroczą ustalony standard, spawarka automatycznie przestanie działać. Jednak nadmierne użytkowanie (takie jak nadmierne napięcie) nadal spowoduje uszkodzenie spawarki. Dlatego należy zwrócić uwagę na następujące kwestie.
Zapewnić dobrą wentylację
Ta spawarka jest spawarką przemysłową. Podczas pracy generowany jest duży prąd roboczy, a naturalna wentylacja nie jest w stanie sprostać wymaganiom chłodzenia. Dlatego wewnątrz zainstalowano dwa wentylatory, które mogą skutecznie chłodzić spawarkę i zapewniać jej płynną pracę.
Użytkownicy powinni upewnić się, że obszary wentylacyjne nie są zakryte ani zablokowane. Odległość między spawarką a otaczającymi ją przedmiotami nie powinna być mniejsza niż 0.3 metra. Użytkownicy powinni zawsze zwracać uwagę na utrzymanie dobrej wentylacji, ponieważ sprzyja to działaniu spawarki.
Zabroń przeciążenia
Użytkownik powinien pamiętać o przestrzeganiu maksymalnego dopuszczalnego prądu obciążenia (w odniesieniu do wybranego czasu trwania obciążenia) w każdym momencie, aby prąd spawania nie przekroczył maksymalnego dopuszczalnego prądu obciążenia.
Przeciążenie prądowe znacznie skraca żywotność spawarki, a nawet może doprowadzić do jej przepalenia.
Zabroń przepięcia
Napięcie zasilania jest wymienione w tabeli „Główne parametry wydajności”. W normalnych okolicznościach obwód automatycznej kompensacji napięcia w spawarce będzie utrzymywał prąd spawania w dopuszczalnym zakresie. Jeśli napięcie zasilania przekroczy dopuszczalną wartość, spawarka zostanie uszkodzona. Użytkownik powinien być w pełni świadomy tej sytuacji i podjąć odpowiednie środki zapobiegawcze.
• Z tyłu każdej spawarki znajdują się śruby uziemiające i odpowiadające im znaki uziemienia. Przed użyciem należy wybrać kable o przekroju większym niż 4 mm kwadratowych. Uziemić obudowę spawarki, aby zapobiec wypadkom spowodowanym elektrycznością statyczną lub wyciekiem.
• Jeśli spawarka pracuje z większą niż standardowa ciągłością obciążenia, może nagle przejść w stan ochrony i przestać pracować. Oznacza to, że przegrzanie uruchamia przełącznik kontroli temperatury, więc spawarka przestaje działać. Zapali się czerwony wskaźnik na panelu przednim. W takim przypadku nie ma potrzeby odłączania, ponieważ wentylator chłodzący może pracować, aby schłodzić spawarkę. Gdy czerwona kontrolka zgaśnie, temperatura spadnie do standardowego zakresu i można wznowić spawanie.
UTRZYMANIE
• Ostrzeżenie dotyczące bezpieczeństwa: Wszelkie prace konserwacyjne i naprawcze należy wykonywać przy całkowicie odłączonym zasilaniu.
Przed otwarciem urządzenia należy upewnić się, że wtyczka zasilania jest odłączona.
• Regularnie sprawdzaj wewnętrzne połączenie obwodu spawarki, aby upewnić się, że okablowanie jest prawidłowe, a połączenie jest mocne (zwłaszcza włożone połączenie lub element). Jeśli znajdziesz rdzę lub luźne elementy, wypoleruj warstwę rdzy lub warstwę tlenku papierem ściernym i ponownie dokręć.
• Gdy maszyna jest pod napięciem, trzymaj ręce, włosy i narzędzia z dala od części maszyny pod napięciem, takich jak wentylatory wewnętrzne. Unikaj obrażeń lub uszkodzeń spowodowanych przez maszynę.
• Regularnie wydmuchuj kurz suchym, czystym sprężonym powietrzem. Jeśli spawarka jest używana w środowisku o dużym zadymieniu i poważnym zanieczyszczeniu powietrza, spawarkę należy codziennie odkurzać.
• Ciśnienie sprężonego powietrza powinno utrzymywać się na rozsądnym poziomie, aby nie uszkodzić małych części spawarki.
• Zapobiegaj przedostawaniu się wody lub pary do spawarki. Jeśli tak się stanie, osusz wnętrze spawarki.
Następnie należy zmierzyć miernikiem izolację spawarki (izolację między węzłami łączącymi i izolację między punktami łączącymi a obudową). Dopiero gdy nie ma żadnych nieprawidłowości, możemy kontynuować prace spawalnicze.
• Jeżeli spawarka nie będzie używana przez dłuższy czas, należy ją umieścić z powrotem w oryginalnym opakowaniu i przechowywać w suchym miejscu.
ROZWIĄZYWANIE PROBLEMÓW
Uwaga: Do wykonania poniższych czynności wymagana jest odpowiednia wiedza z zakresu elektryki oraz kompleksowa znajomość zasad bezpieczeństwa.
Operator powinien posiadać ważne kwalifikacje potwierdzające jego kompetencje i wiedzę.
| Zjawiska | Rozwiązanie |
| Kontrolka zasilania nie świeci się, wentylator nie obraca się i nie ma wyjścia spawalniczego. | 1. Wyłącznik zasilania jest zepsuty. 2. Sprawdź, czy sieć energetyczna podłączona do kabla wejściowego jest podłączona do prądu. 3. Sprawdź, czy w kablu wejściowym nie ma przerwy. |
| Kontrolka wyłącznika zasilania świeci, ale wentylator nie obraca się lub obraca się kilka razy i zatrzymuje się, a spawarka nie wytwarza prądu. | 1. Zacisk wejściowy może być nieprawidłowo podłączony do zasilania 380 V, co może spowodować uruchomienie obwodu zabezpieczającego przed przepięciem. Wymień zasilanie 220 V i ponownie uruchom maszynę. 2. Zasilanie 220 V jest niestabilne (przewód wejściowy jest zbyt cienki i zbyt długi) lub przewód wejściowy jest podłączony do sieci, co powoduje uruchomienie obwodu zabezpieczającego przed przepięciem. Zjawisko to zniknie w ciągu 2-3 minut poprzez zwiększenie średnicy przewodu wejściowego sieci energetycznej lub wzmocnienie węzła wejściowego. Gdy powróci do normy, uruchom go ponownie. 3. Ciągłe włączanie i wyłączanie przełącznika zasilania przez krótki okres czasu powoduje uruchomienie obwodu zabezpieczającego przed przepięciem. Wyłącz przełącznik zasilania i odczekaj 2-3 minuty przed ponownym uruchomieniem. 4. Przewód między przełącznikiem a płytą zasilającą jest luźny. Dokręć go. 5. Główny obwód przekaźnika 24 V na płycie zasilacza nie jest zamknięty lub uszkodzony. Sprawdź zasilanie 24 V i przekaźnik. Jeśli przekaźnik jest uszkodzony, możesz wymienić go na inne wyłączniki tego samego modelu. |
| Kontrolka wyłącznika zasilania świeci, ale wentylator nie obraca się lub obraca się kilka razy i zatrzymuje się, a spawarka nie wytwarza prądu. | 1. Za pomocą multimetru zmierz dodatnie i ujemne napięcie wtyczki VH-07 od płytki zasilającej do płytki MOS. Wartość wynosi około 308 V DC. • Czy przewód wtykowy mostka silikonowego jest odłączony i czy styk jest słaby. • Duże kondensatory elektrolityczne na płycie zasilacza mogą przeciekać. Wymień je. 2. Pomocniczy zasilacz na płycie MOS ma zieloną kontrolkę. Jeśli kontrolka jest wyłączona, pomocniczy zasilacz nie działa. Znajdź punkt usterki. 3. Sprawdź, czy nie występuje słaby styk różnych przewodów wtykowych w maszynie. 4. Wszelkie problemy z obwodem sterującym należy wykryć na czas lub skontaktować się ze sprzedawcą. 5. Przewód sterujący na pistolecie spawalniczym jest uszkodzony. |
| Nieprawidłowa kontrolka nie świeci. Słychać „szelest” wyładowania o wysokiej częstotliwości i nie ma wyjścia spawalniczego. | 1. Kabel palnika jest uszkodzony. 2. Przewód uziemiający jest uszkodzony lub nie jest podłączony do przedmiotu spawanego. 3. Połączenie między dodatnim zaciskiem wyjściowym lub zaciskiem wyjściowym gazu palnika spawalniczego a urządzeniem jest luźne. |
| Nieprawidłowa kontrolka nie świeci. Nie słychać szeleszczącego dźwięku wyładowania o wysokiej częstotliwości, można rozpocząć spawanie łukowe. | 1. Przewód pierwotny transformatora zapłonu łuku elektrycznego ma słaby kontakt z płytą zasilającą. Dokręć go. 2. Może się zdarzyć, że końcówka palnika spawalniczego TIG jest utleniona lub dysza jest daleko od przedmiotu obrabianego. Leczenie: usuń warstwę tlenku z elektrody dyszy lub zmień odległość między dyszą a przedmiotem obrabianym na 1 mm. 3. Ręczny przełącznik spawalniczy argonowy jest uszkodzony; wymień go. 4. Poszczególne elementy obwodu zapłonu łuku wysokiej częstotliwości są uszkodzone; należy je znaleźć i wymienić. |
| Świeci się nieprawidłowa kontrolka, brak sygnału. | 1. Może to być zabezpieczenie nadprądowe. Wyłącz maszynę i uruchom ją ponownie, aż wskaźnik nienormalności zniknie. 2. Może być włączona funkcja zabezpieczenia przed przegrzaniem i nie ma potrzeby zatrzymywania urządzenia. Odczekaj 2–3 minuty, aż urządzenie powróci do normalnej pracy (urządzenie do spawania łukiem elektrycznym w osłonie czystego argonu nie ma funkcji zabezpieczenia przed przegrzaniem). 3. Obwód inwertera może być uszkodzony. Odłącz wtyczkę zasilającą głównego transformatora na płycie MOS (w pobliżu wtyczki wentylatora VH-07) i uruchom go ponownie: • Jeżeli wskaźnik nieprawidłowego działania nadal się świeci, wyłącz maszynę, a następnie odłącz wtyczkę zasilania zasilacza łuku wysokiej częstotliwości (w pobliżu wtyczki wentylatora VH-03) i uruchom ją ponownie: a. Jeśli kontrolka nieprawidłowego stanu nadal się świeci, pojedynczy FET na płycie MOS jest uszkodzony. Znajdź i wymień FET tego samego typu. b. Jeśli wskaźnik nienormalności jest wyłączony, transformator podwyższający napięcie w obwodzie łuku wysokiej częstotliwości na płycie zasilacza jest uszkodzony. Wymień go. • Jeśli wskaźnik nieprawidłowego działania jest wyłączony: a. Może się zdarzyć, że transformator środkowy jest uszkodzony i mostek można wykorzystać do pomiaru indukcyjności pierwotnej i wartości Q głównego transformatora. L = 0.9-1.6 mH Q > 35 Wartość indukcyjności Q jest bardzo mała i należy go wymienić. b. Wtórna lampa prostownicza transformatora może być uszkodzona. Znajdź i wymień lampę prostowniczą tego samego typu. Obwód sprzężenia zwrotnego może być uszkodzony. 4. Obwód sprzężenia zwrotnego może być uszkodzony. |
| Prąd wyjściowy jest niestabilny lub nie ma kontroli potencjometru podczas spawania, a prąd jest czasami duży, a czasami mały. | 1. Jeśli potencjometr 1K jest uszkodzony, należy go wymienić. 2. Należy sprawdzić wszystkie rodzaje słabych połączeń, zwłaszcza złącza. |
| Spawanie łukiem elektrycznym powoduje powstawanie dużych odprysków i utrudnia spalanie elektrod alkalicznych. | 1. Jeśli polaryzacja jest nieprawidłowa, należy zamienić bieguny przewodu uziemiającego i przewodu uchwytu. |
| Wentylator nie obraca się, cyfrowy miernik nie ma wyświetlacza, a spawarka nie działa. | 1. Sprawdź, czy wyłącznik powietrza jest nienaruszony lub zamknięty. 2. Sprawdź, czy sieć energetyczna podłączona do kabla wyjściowego jest podłączona do prądu. 3. Termistor (cztery) na płycie zasilacza jest uszkodzony. Sytuacja ta jest zazwyczaj spowodowana awarią przekaźnika DC24V lub słabym stykiem styków. 4. Płyta zasilająca (płyta dolna) uległa awarii i nie ma napięcia wyjściowego DC537V. • Mostek krzemowy jest otwarty, a styk przewodu wtyczki mostka krzemowego jest słaby. • Część płyty zasilającej jest spalona. • Sprawdź, czy kabel krosowy od przełącznika powietrznego do płyty zasilającej oraz kabel krosowy od płyty zasilającej do płyty MOS (płyty inwertera) mają dobry styk. • Część zasilania pomocniczego płyty sterującej jest uszkodzona. |
| Wentylator obraca się, a kontrolka nieprawidłowego działania nie świeci. Nie słychać szeleszczącego dźwięku wyładowania o wysokiej częstotliwości, a łuku nie można uruchomić nawet po potarciu. | 1. Sprawdź, czy wszystkie kable krosowe w maszynie nie mają złego styku. 2. Jeśli występuje problem z obwodem sterowania, należy jak najszybciej ustalić przyczynę lub skontaktować się ze sprzedawcą. 3. Przewód sterujący palnika spawalniczego jest uszkodzony. |
| Świeci się kontrolka informująca o nieprawidłowym działaniu, a sygnał nie występuje. | 1. Kabel palnika jest uszkodzony. 2. Przewód uziemiający jest uszkodzony lub nie jest podłączony do przedmiotu spawanego. 3. Połączenie między dodatnim zaciskiem wyjściowym lub zaciskiem wyjściowym gazu palnika spawalniczego a urządzeniem jest luźne. |
| Nieprawidłowa kontrolka nie świeci się. Słychać szelest wyładowania o wysokiej częstotliwości, ale nie ma wyjścia spawalniczego. | 1. Przewód pierwotny transformatora zapłonu łuku elektrycznego ma zły kontakt z płytą zapłonu łuku elektrycznego. Dokręć go. 2. Może się zdarzyć, że końcówka palnika spawalniczego TIG jest utleniona lub dysza jest daleko od przedmiotu obrabianego. Leczenie: usuń warstwę tlenku z elektrody dyszy lub zmień odległość między dyszą a przedmiotem obrabianym na 1 mm. Spawanie łukowe może 3. Ręczny przełącznik spawalniczy do spawania argonem jest uszkodzony. Wymień go. 4. Poszczególne elementy obwodu zapłonu łuku wysokiej częstotliwości są uszkodzone. Znajdź je i wymień. |
| Świeci się kontrolka informująca o nieprawidłowym działaniu, a sygnał nie występuje. | 1. Może to być zabezpieczenie nadprądowe. Wyłącz maszynę i uruchom ją ponownie po wyłączeniu się wskaźnika nieprawidłowego działania. 2. Może to być zabezpieczenie przed przegrzaniem, a maszyna powróci do normalnej pracy bez wyłączania się na 2-3 minuty. 3. Falownik lub płyta zapłonu łukowego mogą być uszkodzone: Jeśli jest to podwójny falownik, odłącz wtyczkę przewodu zasilającego na jednej z płyt falownika (w pobliżu wtyczki panel-07) i uruchom go ponownie. Następnie, jeśli wskaźnik nieprawidłowego działania nie jest włączony, usterka dotyczy tego falownika, w przeciwnym razie usterka dotyczy innego falownika. Następnie zarówno maszyny z pojedynczym falownikiem, jak i podwójnym falownikiem mogą używać tej samej metody rozwiązywania problemów. • Jeśli wskaźnik nieprawidłowego działania nadal się świeci, wyłącz i odłącz zasilanie na płycie łuku pilota (w pobliżu wtyczki wentylatora VH-03). Uruchom ponownie: a. Jeśli kontrolka nieprawidłowego działania nadal się świeci, pojedynczy FET na płycie MOS jest uszkodzony. Znajdź i wymień FET tego samego typu. b. Jeśli wskaźnik nieprawidłowego działania nie świeci, usterka leży w uszkodzeniu płytki zapłonu łukowego, wzmacniacza lub transformatora. Wymień go. • Podłącz przewód zasilający uszkodzonego falownika i odłącz przewód zasilający głównego transformatora. Następnie uruchom ponownie maszynę. a. Jeśli wskaźnik nieprawidłowego działania jest wyłączony, usterka występuje w płaszczyźnie środkowej. Transformator płaszczyzny środkowej może być uszkodzony, a mostek można wykorzystać do pomiaru indukcyjności pierwotnej i wartości Q każdego głównego transformatora. b. Rura prostownicza środkowej płyty może być uszkodzona indywidualnie. Znajdź i wymień rurę prostowniczą tego samego typu. 4. Obwód sprzężenia zwrotnego może być uszkodzony. |
| Prąd spawania jest niewystarczający, a jego regulacja jest niemożliwa do kontrolowania. | 1. Przewód wtórny jest za długi lub za cienki. Należy go skrócić tak bardzo, jak to możliwe, lub zwiększyć powierzchnię jego przekroju poprzecznego. 2. Jeśli występuje urządzenie ze zdalnym sterowaniem, może ono znajdować się w trybie zdalnego sterowania. 3. Możliwe jest również, że uszkodzony jest potencjometr regulujący natężenie prądu. |
Wniosek
Podsumowując, podręcznik spawacza VEVOR dostarcza kompleksowych informacji na temat środków ostrożności i profesjonalnych technik spawania wymaganych do udanego spawania przy użyciu spawarek VEVOR. Postępując zgodnie z podręcznikiem, możesz zapewnić sobie bezpieczeństwo, zapobiec wypadkom i uzyskać wysokiej jakości rezultaty spawania.
Dane techniczne podane w instrukcji mogą również pomóc Ci zrozumieć specyfikacje każdego modelu spawarki VEVOR, umożliwiając Ci wybór właściwego dla Twoich potrzeb spawalniczych. Pamiętaj, aby zawsze przestrzegać wytycznych bezpieczeństwa i podejmować niezbędne środki ostrożności podczas korzystania ze spawarki VEVOR, aby zapewnić bezpieczne i wydajne spawanie.



