





Odblokuj pełny potencjał swojego Zestaw frezów pierścieniowych VEVOR Pobierz naszą kompleksową instrukcję obsługi produktu. Ten starannie opracowany przewodnik obejmuje wszystko, od początkowej konfiguracji po zaawansowaną optymalizację, zapewniając pełne wykorzystanie 6-częściowych wierteł magnetycznych z chwytem Weldon.
W niniejszej instrukcji znajdują się szczegółowe instrukcje, wskazówki dotyczące rozwiązywania problemów i wytyczne dotyczące konserwacji dla średnic cięcia od 1″ do 2″ i głębokości cięcia 2″.
Wykonany ze stali szybkotnącej M2AL i wyposażony w 2 trzpienie prowadzące, ten zestaw frezów został zaprojektowany z myślą o wydajności i trwałości. Instrukcja zawiera również wskazówki dotyczące korzystania z dołączonej przenośnej walizki, która ułatwia transport i przechowywanie. Idealny dla profesjonalistów i majsterkowiczów, ten poradnik sprawi, że korzystanie z wiertarek magnetycznych stanie się proste, zwiększając precyzję i wydajność wiercenia.
Instrukcja obsługi zestawu frezów pierścieniowych VEVOR
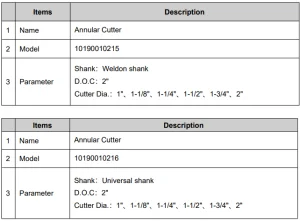
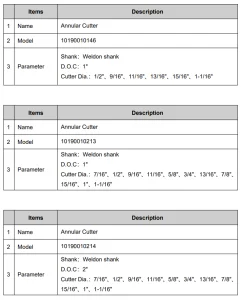
MODEL: 10190010215 / 10190010216 / 1019001014610190010213 / 10190010214

Instrukcje bezpieczeństwa i środki ostrożności
UWAGA:
Przeczytaj ten materiał przed użyciem tego produktu. Nieprzestrzeganie tego może spowodować poważne obrażenia.
Uwaga dotycząca bezpieczeństwa
Dla własnego bezpieczeństwa prosimy o założenie okularów ochronnych i kasku. Nie należy nosić luźnych ubrań ani rękawiczek z włóczki.
- Aby zapobiec obrażeniom dłoni, do wyjmowania chipa należy używać haka.
- Przed użyciem upewnij się, że nożyk jest solidny i dobrze zamocowany. Nie używaj nożyka uszkodzonego.
- W przypadku zablokowania ostrza należy natychmiast wyłączyć maszynę.
- Przed wymianą i demontażem noża należy wyłączyć zasilanie.
- Nie dotykaj noża podczas jego pracy.
- Końcówka noża jest twarda, ale jednocześnie delikatna. Należy chronić nóż, aby zapobiec jego przewróceniu.
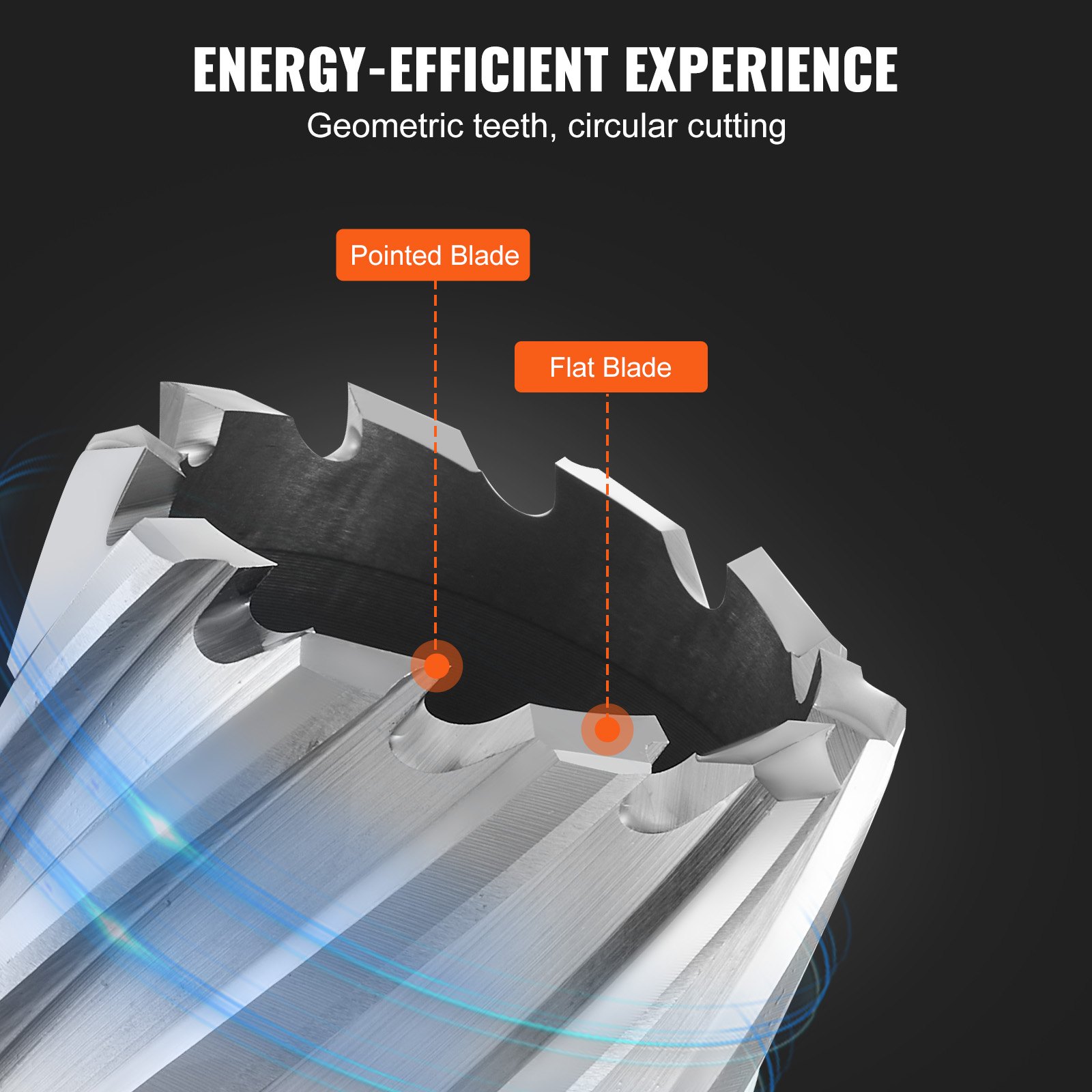
Zastosowanie noża pierścieniowego
Wiertło pierścieniowe (wiertło rdzeniowe) może ciąć wszystkie rodzaje stali, rury stalowe, żeliwo, stal nierdzewną, aluminium, miedź i różne materiały niemetalowe.
Typ
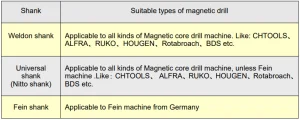
Metoda aplikacji zestawu frezów pierścieniowych
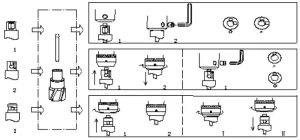
1. Metoda instalacji:
- Trzonek Weldon (1) Uchwyt dwóch płaszczyzn skieruj do dwóch otworów na śruby na wrzecionie wiertarki, dokręć kluczem imbusowym, pozostawiając odstęp 0.2-0.3 mm. Poruszaj dłonią w przód i w tył, aby upewnić się, że śruba z łbem gniazdowym jest prostopadła do dwóch płaszczyzn, a następnie dokręć śruby.
- Trzpień uniwersalny (2) Uchwyt dwupłaszczyznowy kieruje się na stalową kulkę w uchwycie wiertarskim, która następnie jest wkładana do uchwytu. Trzpień uniwersalny można również stosować ze śrubami imbusowymi, pod warunkiem, że śruba imbusowa jest prostopadła do obu płaszczyzn.
- Fein Shank (3) Obróć pierścień zabezpieczający głównego wału zgodnie z ruchem wskazówek zegara w prawą stronę, włóż koniec uchwytu bezpośrednio, obracaj w małym zakresie, aż stalowa kulka wejdzie do otworu.
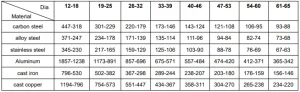
2. Zalecana prędkość skrawania dla pierścieniowego frezu ze stali szybkotnącej:
3. Prędkość posuwu: Zalecana prędkość posuwu wynosi 0.08–0.12 mm/obr. lub 0.6–1.0 mm/s. Różne prędkości posuwu powodują różne efekty wiórów i wpływają na wydajność usuwania wiórów.
4. Pozycjonowanie: Wytnij punkt pozycjonujący w środku wierconego miejsca lub zaznacz linię „krzyżową” igłą ze stopu, aby zapewnić dokładność wiercenia. Należy pamiętać, że podczas używania dłuta środkowego do wyznaczania punktu pozycjonującego, należy upewnić się, że dłuto środkowe jest prostopadłe do powierzchni przedmiotu obrabianego, aby uniknąć utrudnień w płynnym wyprowadzaniu rdzenia skrawającego.
5. Rozpoczęcie wiercenia: Przed włączeniem upewnij się, że przycisk wiertarki magnetycznej jest czysty. Rozpoczynając wiercenie, włącz przełącznik chłodziwa. Najpierw powoli posuwaj wiertło, a następnie po wywierceniu otworu o głębokości 1-2 mm z normalną prędkością.
6. Zakończenie wiercenia: Wyłącz zasilanie i po zatrzymaniu narzędzia usuń wióry z frezu za pomocą haka.
[Uwaga] Poniższe czynności pomogą zmniejszyć lub spowolnić zużycie i pękanie noża.
- Podczas wiercenia elementów stalowych należy zapewnić odpowiednie chłodzenie i stosować płyn do obróbki metalu.
- Dobra sztywność przewodu wiertniczego i szczelina szyny prowadzącej mogą poprawić precyzję wiercenia i żywotność wiertła.
- Upewnij się, że przestrzeń między uchwytem magnetycznym a artefaktami jest płaska i czysta.
- Przed cięciem należy upewnić się, że wszystkie części są pewnie zamocowane.
- Podczas wiercenia na początku i na końcu należy zmniejszyć posuw wiercenia o 1/3
- W przypadku dużej ilości drobnego materiału sproszkowanego powstającego podczas wiercenia, np. żeliwa, miedzi itp., zamiast płynu chłodzącego można w usuwaniu wiórów zastosować sprężone powietrze.
- Aby zapewnić płynne usuwanie wiórów, usuń wióry z noża.
Rozwiązywanie problemów z przecinakiem pierścieniowym VEVOR
Rozwiązania rdzenia układu scalonego się zacięły:
Użyj materiału niemetalowego, lekko uderzając wiertło lub delikatnie dociskając materiał rdzeniowy, aby go poluzować i wyskoczyć, wyjmij wiertło i stuknij w tuleję, aby je wyjąć.
Noszenie narzędzi:
Przy normalnym chłodzeniu, gdy wiór ma niebiesko-czarny kolor, należy sprawdzić ostrze wiertła; gdy maksymalna szerokość zużycia wynosi 0.5 mm, wymagane jest szlifowanie.
Polecane dla Twojego projektu
Zestaw frezów pierścieniowych VEVOR, 6 szt., ręczny




Recenzje
Nie ma jeszcze opinii.