
Hvis du ønsker å lære å bruke en VEVOR-sveiser eller bare trenger å oppdatere kunnskapen din om sikkerhetstiltakene og de profesjonelle teknikkene som er involvert, er VEVOR-sveisermanualen en uvurderlig ressurs.
I denne brukerveiledningen vil vi utforske sikkerhetstiltakene og profesjonelle sveiseteknikker som er nødvendige for å sikre suksess med sveising. I tillegg vil vi gi deg en PDF-versjon av håndboken, noe som gjør det enkelt for deg å få tilgang til og referere til informasjonen du trenger. Så la oss komme i gang!

Dette er den originale instruksjonen, les alle bruksanvisninger nøye før bruk. VEVOR forbeholder seg en klar tolkning av vår brukerhåndbok. Utseendet til produktet er avhengig av produktet du mottok. Tilgi oss at vi ikke vil informere deg igjen hvis det er noen teknologi- eller programvareoppdateringer på produktet vårt.
Innholdsfortegnelse
SAMSVARSERKLÆRING
Selskapet lover høytidelig:
Produktene som selges av vårt firma er garantert i ett år fra kjøpsdatoen.
Vennligst les og forstå denne håndboken nøye før installasjon og bruk av denne maskinen.
- Innholdet i denne håndboken kan revideres uten forvarsel.
- Det kan være noen unøyaktigheter i denne håndboken, selv om den har blitt nøye undersøkt.
Kontakt oss i så fall.
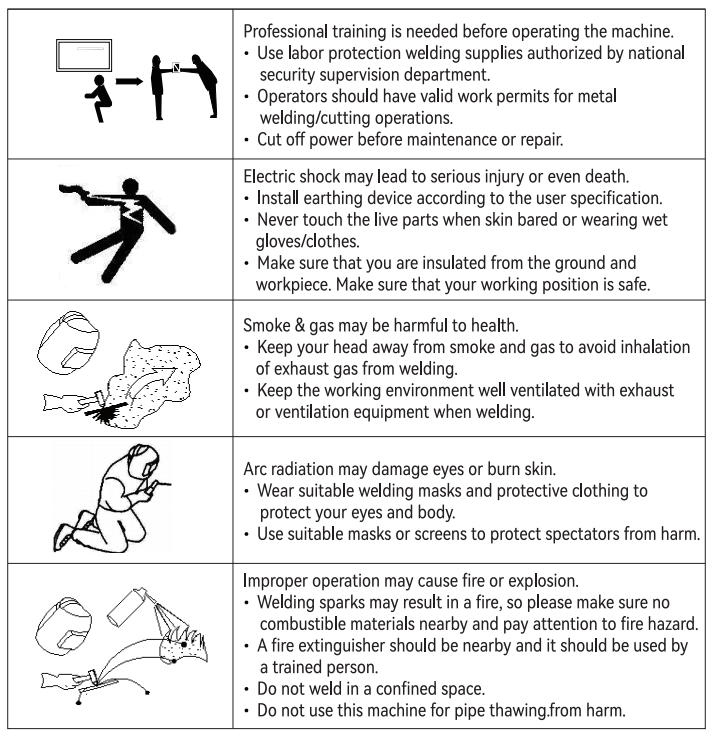
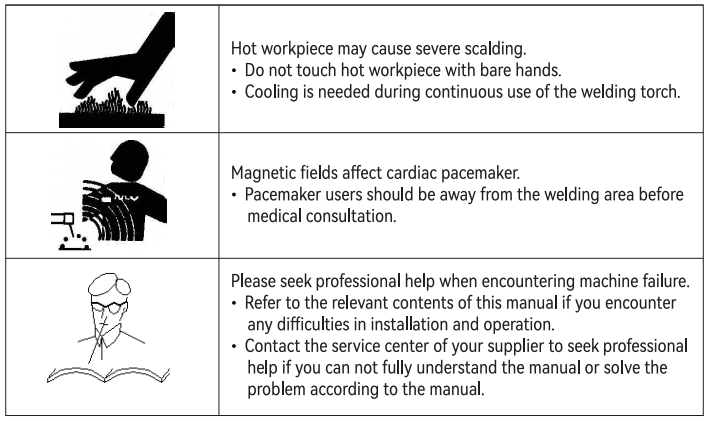
SIKKERHET
Sveising er farlig og kan forårsake skade på deg og andre, så ta god beskyttelse når du sveiser.
For detaljer, se produsentens sikkerhetsretningslinjer for forebygging av ulykker.
KORT INTRODUKSJON AV PRINSIPPET
Argon buesveiseserien er en inverter sveisemaskin som er produsert med avansert inverterteknologi. Det er en mer moden og stabil produktserie.
Den bruker pulsbreddemodulasjonsteknologi (PWM) og høyeffektsvitsjingsenhet IGBT for å rette opp 50Hz/60Hz strømfrekvensen til likestrøm, og deretter invertere den til høyfrekvens (frekvensen kan nå over 100KHz) og deretter trappe ned retting. Gjennom pulsbreddemodulasjonsteknologien (PWM)-utgangen kan den brukes som en høyeffekts likestrømforsyning for sveising. På grunn av omformerteknologien for strømforsyningen reduseres sveisemaskinens vekt og volum kraftig, og konverteringseffektiviteten til hele maskinen økes med mer enn 30%.
Når den brukes som manuell lysbuesveising, har sveiseren konstante strømkarakteristikk og er lysbuetrykkkontroll.
Det vil si at den har en konstant strømkarakteristikk under normal lysbuespenning. Så sveisestrømmen endres ikke med lysbuelengden for å sikre stabil sveising.
Når lysbuelengden er for kort og lysbuespenningen er for lav, kan strømmen øke med reduksjonen av lysbuespenningen. For å fremme automatisk gjenoppretting av lysbuelengden (den såkalte buekraften), er skyvekraften uavhengig justerbar. Når lysbuespenningen er for liten til å opprettholde lysbuen, endres den eksterne karakteristikken til en bratt fallkarakteristikk for å unngå for høy strøm forårsaket av kortslutning.
Den ytre egenskapen til argonbuesveising er konstant strøm, så sveisestrømmen endres ikke med lysbuelengden, og strømmen er veldig stabil.
INSTALLASJON
Ved bruk av lengre utgangskabel, for å redusere spenningsfallet, anbefales det å bruke en kabel med større tverrsnitt. Hvis sveisebrennerkabelen er for lang, vil dens indre motstand redusere utgangsspenningen til utstyret, noe som kan ha større innvirkning på sveisemaskinens ytelse.
Ytelsen til høyfrekvente lysbuen er svekket eller systemet kan ikke fungere normalt. Så vi foreslår at du bruker den anbefalte kabellengden.
KOBLE KABLING
1. Tilkobling av inngangskabel
• Hver TIG-sveisemaskin er utstyrt med en strømforsyningskabel. Den brukes til å koble til en strømforsyning med nødvendig spenningsinngang.
• Strømforsyningskabelen bør være godt koblet til strømbryteren eller kabelkontakten for å unngå mulig oksidasjon.
• Bruk et multimeter for å sjekke om spenningen endres innenfor det gitte området.
2. Tilkobling av utgangskabel (Pure) Argon buesveising (TIG)
• Tilkobling av argon lysbuesveisepistol. Installer den gasselektriske integrerte kontakten til sveisebrenneren til det tilsvarende grensesnittet på sveisemaskinpanelet, og stram det ved å vri det med klokken.
• Installer flypluggen til det tilsvarende grensesnittet på sveisemaskinpanelet, og stram den ved å vri den med klokken.
• Sett hurtigpluggen til sykkelkabelen inn i hurtigkontakten med polariteten "+" på sveisemaskinpanelet, og stram den ved å vri med klokken. Klem deretter arbeidsstykket med jordledningen.
3. Koble til gassen
Koble argongassrøret godt til med kobbermunnstykket bak på maskinen. Lufttilførselsveien bør inkludere en gassflaske, en argon-dekompresjonsmåler og en luftrør. Forbindelsesdelen av luftrøret skal festes med slangeklemmer eller andre gjenstander for å hindre lekkasje og luftinntrenging. Disse operasjonene vil påvirke beskyttelseseffekten til loddeforbindelsene.
Bruk en ledning med et ledende tverrsnittsareal på ikke mindre enn 4 mm' for å jorde chassiset. Metoden er å koble en ledning til bakken fra jordskruen på baksiden av sveiseren for å hindre statisk elektrisitet eller lekkasje.
4. MMA og TIG funksjon
Koble til som ovenfor under argonsveising (TIG). Ved MMA-sveising, vær oppmerksom på følgende.
• Hver sveisemaskin er utstyrt med et par hurtigplugger. Koble elektrodeholderkabelen til – hurtigpluggen, og jordklemmekabelen til “+” hurtigpluggen. Vær oppmerksom på å stramme dem med en indre sekskantnøkkel. Sørg for at sekundærkabelen (holderledning og jordledning) har god kontakt med hurtigpluggen.
Noen sveisere forsømte dette og brant hurtigpluggen.
• Etter at hurtigpluggen er satt inn i hurtigkontakten, stram den for å sikre god kontakt. Ellers, når arbeidsstrømmen er høy, vil støpselet og stikkontakten bli utbrent etter lang tids arbeid.
5. funksjon
• Koble til rengjøringspistolen riktig. Installer koblingen til rengjøringspistolen til det tilsvarende pistolgrensesnittet på sveisemaskinpanelet, og stram det ved å vri det med klokken.
• Sett hurtigpluggen til jordkabelen inn i hurtigkontakten med polariteten "+" på sveisemaskinpanelet, og stram den ved å vri med klokken. Klem arbeidsstykket med jordklemmen i den andre enden.
Seriøs oppmerksomhet bør rettes mot elektroden på ledningen. Vanligvis har DC sveiseutstyr to tilkoblingsmoduser:
• Positiv tilkobling: koble elektrodeholderen til "-", mens arbeidsstykket kobles til "+";
• Negativ tilkobling: koble arbeidsstykket til "-", mens elektrodeholderen kobles til "+".
DRIFT
Hovedbryter
• Slå på strømbryteren på bakpanelet og sett strømbryteren til "ON"-posisjon. På dette tidspunktet lyser det digitale displayet og viften inne i maskinen begynner å rotere.
Velg "TIG"/"MMA" /"CLEAN"-modus via valgknappen.
Velgbryteren kan realisere konverteringen av TIG og MMA.
1. TIG-sveiseoperasjon
• Trykk på knappen for å slå på lyset for argonbuesveising (TIG).
• Åpne ventilen til argonsylinderen og juster strømningsmåleren til ønsket strømningshastighet.
• Etter å ha trykket på knappen til sveisebrenneren, begynner magnetventilen å fungere, og argongass begynner å strømme ut.
• Velg sveisestrømmen i henhold til tykkelsen på arbeidsstykket.
• Avstanden mellom wolframelektroden til sveisebrenneren og arbeidsstykket er 2-4 mm. Trykk på knappen til sveisebrenneren. Etter lysbuetenning forsvinner den høyfrekvente lysbuentennende utladningslyden i maskinen umiddelbart, og den kan fungere på dette tidspunktet.
2. MMA sveiseoperasjon
• Trykk på knappen for å slå på MMA-sveiselyset (MMA).
• Velg sveisestrømmen i henhold til tykkelsen på arbeidsstykket.
3. Drift av rengjøringsfunksjonen
• Trykk på knappen for å slå på lyset for rengjøringsfunksjonen (Rengjøring).
• Velg utgangsstrøm i henhold til rengjøringsbehov.
4. OC-indikatorlampe
Når indikatoren er på, betyr det at enheten har gått inn i beskyttelsestilstand på grunn av overtemperatur.
Og overtemperatur er forårsaket av overbelastning, overstrøm eller andre årsaker. Når overstrømmen og overbelastningen forsvinner, begynner utstyret å gå normalt igjen.
5. Digitalt display amperemeter
Det digitale displayet viser sveisestrømverdien.
6. Gjeldende regulering
For TIG-maskin med pulser slukkes punktsveising (Spot) og puls (Pulse) lysene når "MMA" eller "Clean" er valgt.
Velg utgangsstrømmen i henhold til dine behov.
7. Gjeldende regulering
For TIG-maskin med pulser slukkes punktsveising (Spot) og puls (Pulse) lysene når "MMA" eller "Clean" er valgt.
Velg utgangsstrømmen i henhold til dine behov.
(2T/4T) Velg bryter (legg til denne funksjonen i henhold til kundens krav)
Velg ønsket sveisemodus (2T/4T) i argonbuesveisetilstand. Driftsinstruksjonene er som følger:
• Juster sveisestrømmen i henhold til ønsket sveiseprosess. I 2T-modus, still inn avstanden mellom wolframelektroden til sveisebrenneren og arbeidsstykket til 2-4 mm. Trykk på brennerbryteren, og lysbuen tennes og du kan begynne å sveise. Slipp håndbryteren for å lukke lysbuen og stoppe sveisingen.
• I 4T-modus kan du trykke på brennerbryteren for å tenne lysbuen. Når du slipper håndbryteren, fortsetter sveisingen. Trykk deretter på håndbryteren igjen, og strømmen vil sakte falle til enden av buen.
På dette tidspunktet slipper du håndbryteren, og sveisemaskinen vil slutte å fungere.
Justering av førluftstid (Pre Flow)
Forluft er tiden fra lufttilførsel til lysbue. Denne tiden kan justeres mellom 0 og 1 sekund.
Tidsjustering etter luft (Post Flow)
Etterluft betyr tiden fra lysbuestopp til lufttilførselsavbrudd. Denne tiden kan justeres fra 1 til 10 sekunder.
Velg "Pulse"-funksjonen
• Velg "TIG" og lys på.
• Velg deretter "Pulse" og lys på.
Pulsfrekvensjustering "Pulsfrekvens" (se gjeldende kurve nedenfor)
Grunnstrømjustering "Base Amps"
• Basisstrømmen kan kun justeres i pulstilstand. Velg "Pulse", og velg den tilsvarende grunnstrømmen i henhold til tykkelsen på arbeidsstykket.
Driftssyklusjustering "Topp på tid"
• Juster toppstrømoppholdstid.
Front/Bakpanel
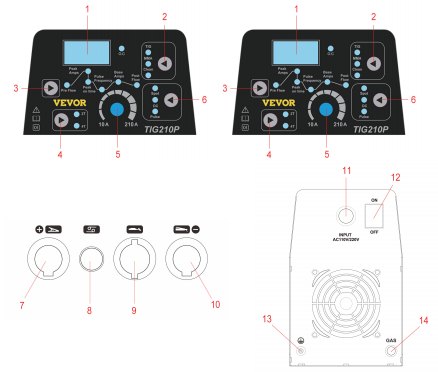
1. Digital skjerm 8. Koble til lommelyktbryter
2. TIG, MMA, CLEAN arbeidsmodus 9. Installer skjærebrenneren
3. Pre Flow, sveisestrøm, post Flow-modus 10. Negativ sokkel
4. 2T/4T funksjonsknapp 11. Strømkabel
5. Justeringsknapp 12. strømbryter
6. SPOT-, DC-, PULSE-modus 13. Jordingsskrue
7. koble til jordklemmen 14. Gasslangekobling
HOVEDPARAMETRE
| SAK | TIG 155 A | TIG 210 A | TIG 210 P |
| Strømspenning (v | AC 110V ± 10% | AC 110V±10 | AC110V±10 |
| Frekvens (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Nominell inngangskapasitet (KVA) | 3.8 | 7.1 | 7.1 |
| Generatorkapasitet (KVA | 2.3 | 4.2 | 4.2 |
| Nominell inngangsstrøm (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| utgangsstrømområde (A | 30-155 | 30-210 | 30-210 |
| utgangsstrømområde (A | 10-155 | 10-210 | 10-210 |
| Nominell tomgangsspenning (v | 60 | 60 | 60 |
| Driftssyklus (%) | 30% | 30% | 30% |
| Isolasjonsklasse | F | F | F |
| beskyttelses klasse | IP21 | IP21 | IP21 |
| Maskinvekt (KG) | 4.9 | 5.4 | 5.4 |
| Maskindimensjon (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| USB-utgang | / | 5V | / |
| Primære vedlegg | 1 . 3.66 m QQ150 sveisepistol (inkludert vi | 1 . WP-26 sveisepistol | 1 . WP-26 sveiselampe med finglassmunn ,(L=4m inkludert vi |
| Gjeldende ledningsdiameterområde | <3.2 | <3.2 | <3.2 |
MULIG PROBLEMER
Fenomenene som er oppført her kan være relatert til tilbehør, gasser, miljøfaktorer og strømforsyningsforhold. Prøv å forbedre miljøet for å unngå denne situasjonen.
Svarte loddeskjøter
Slike tilfeller indikerer at loddeforbindelsene ikke er effektivt beskyttet og er oksidert. Du kan utføre følgende kontroller.
• Bekreft at ventilen til argonsylinderen er åpen og at trykket er tilstrekkelig. Hvis trykket i sylinderen er lavere enn 0.5 MPa, fyll på igjen.
• Sjekk om argonstrømmen er tilkoblet og har tilstrekkelig flyt. For å spare gass kan forskjellige strømningshastigheter velges for forskjellige sveisestrømforhold. Men for lav strømningshastighet kan føre til utilstrekkelig dekkgass som kan dekke loddeforbindelsene. Uansett hvor liten strømmen er, anbefaler vi at du ikke gjør argonstrømningshastigheten lavere enn 5L/min.
• Den enkleste måten å sjekke om det er gass ute, er å kjenne på dysen på sveisebrenneren, for å sjekke om gassbanen til sveisebrenneren er blokkert.
• Dårlig gasstetting eller lav gassrenhet vil også forårsake problemer med sveisekvaliteten.
• Hvis det er sterk luftstrøm i miljøet, kan det også føre til forringelse av sveisekvaliteten.
• Driftssyklusen er for lav.
Det er vanskelig å starte buen, og det er lett å bryte buen:
• Sørg for at wolframelektrodene du bruker er av god kvalitet. Utladningskapasiteten til dårligere wolframelektrode oppfyller kanskje ikke kravet.
• Uslipt wolframelektrode er ikke lett å bue og kan forårsake ustabilitet i lysbuen.
Strømmen kan ikke holde seg stabil under bruk av sveisemaskinen:
Denne situasjonen kan være relatert til følgende faktorer:
• Nettspenningsvariasjonen.
• Alvorlig forstyrrelse fra strømnettet eller annet elektrisk utstyr.
FORSIKTIG
Miljø
• Sveiseoperasjonen bør utføres i et relativt tørt miljø, og luftfuktigheten overstiger vanligvis ikke 90 %.
• Omgivelsestemperaturen bør være mellom -10°C til 40°C.
• Unngå sveising i sol eller regn, og ikke la vann eller regn trenge inn i sveisemaskinen.
• Unngå sveising i støvete eller etsende gassmiljø.
• Unngå gassskjermet sveising under sterke luftstrømforhold.
Sikkerhetspunkter
TIG-sveisemaskinen er installert med beskyttelseskretser for overspenning, overstrøm og overoppvarming. Når nettspenningen, utgangsstrømmen eller den indre temperaturen overstiger den innstilte standarden, vil sveisemaskinen automatisk slutte å fungere. Imidlertid vil overforbruk (som for høy spenning) fortsatt forårsake skade på sveisemaskinen. Følgende punkter må derfor bemerkes.
Sørg for god ventilasjon
Denne sveisemaskinen er en industriell sveisemaskin. Det vil genereres stor arbeidsstrøm under drift, og naturlig ventilasjon kan ikke oppfylle kjølekravene. Derfor er det installert to vifter inne, som effektivt kan kjøle sveiseren og få den til å fungere problemfritt.
Brukere bør sørge for at ventilasjonsområder ikke er tildekket eller blokkert. Avstanden mellom sveiseren og de omkringliggende gjenstandene bør ikke være mindre enn 0.3 meter. Brukere bør alltid være oppmerksom på å opprettholde god ventilasjon, fordi dette bidrar til sveiserens drift.
Forby overbelastning
Brukeren bør huske å observere den maksimalt tillatte belastningsstrømmen (i forhold til den valgbare belastningsvarigheten) til enhver tid for å holde sveisestrømmen som ikke overstiger den maksimalt tillatte belastningsstrømmen.
Strømoverbelastning vil forkorte sveisemaskinens levetid betydelig, og kan til og med brenne ut sveisemaskinen.
Forby overspenning
Strømforsyningsspenningen er oppført i tabellen "Main Performance Parameters". Under normale omstendigheter vil den automatiske spenningskompensasjonskretsen i sveisemaskinen holde sveisestrømmen innenfor det tillatte området. Hvis strømforsyningsspenningen overstiger tillatt verdi, vil sveisemaskinen bli skadet. Brukeren bør være fullstendig klar over denne situasjonen og iverksette tilsvarende forebyggende tiltak.
• På baksiden av hver sveiser er det jordingsskruer og tilsvarende jordingsmerker. Kabler med et tverrsnitt større enn 4 mm kvadrat bør velges før bruk. Jord sveiseskallet for å forhindre ulykker forårsaket av statisk elektrisitet eller lekkasje.
• Hvis sveiseren arbeider med mer enn standard belastningskontinuitetshastighet, kan sveiseren plutselig gå inn i en beskyttet tilstand og slutte å fungere. Det betyr at overopphetingen utløser temperaturkontrollbryteren, slik at sveisemaskinen slutter å fungere. Den røde indikatoren på frontpanelet vil lyse opp. I dette tilfellet er det ikke nødvendig å trekke ut støpselet fordi kjøleviften kan fungere for å kjøle sveiseren. Når den røde indikatorlampen slukker, synker temperaturen til standardområdet, og du kan starte sveisingen på nytt.
VEDLIKEHOLD
• Sikkerhetsadvarsel: Alt vedlikeholds- og reparasjonsarbeid skal utføres med strømmen fullstendig avbrutt.
Sørg for at støpselet er trukket ut før du åpner maskinen.
• Kontroller regelmessig den interne kretsforbindelsen til sveisemaskinen for å sikre at ledningene er riktige og at skjøten er fast (spesielt den innsatte skjøten eller komponenten). Hvis det blir funnet rust eller løse komponenter, poler av det rustne laget eller oksidfilmen med sandpapir og stram det til igjen.
• Når maskinen er slått på, hold hender, hår og verktøy unna de strømførende delene i maskinen, for eksempel interne vifter. Unngå å bli skadet eller skadet av maskinen.
• Blås regelmessig bort støv med tørr trykkluft. Hvis sveisemaskinen brukes i tung røyk, alvorlig luftforurensning, bør sveisemaskinen støvsuges hver dag.
• Trykklufttrykket bør være på et rimelig nivå for å unngå å skade de små delene i sveiseren.
• Unngå at vann eller damp kommer inn i sveisemaskinen. Hvis dette skjer, tørk innsiden av sveiseren.
Bruk deretter en måler for å måle isolasjonen til sveisemaskinen (isolasjonen mellom koblingsnodene og isolasjonen mellom koblingspunktene og foringsrøret). Først når det ikke er unormale forhold kan vi fortsette sveisearbeidet.
• Hvis sveiseren ikke brukes over lengre tid, bør sveiseren legges tilbake i originalemballasjen og oppbevares i et tørt miljø.
FEILSØKING
Merk: Følgende operasjoner krever tilstrekkelig elektrisk ekspertise og omfattende sikkerhetskunnskap.
Operatøren skal ha gyldige kvalifikasjoner som viser hans/hennes kompetanse og kunnskap.
| Phenomena | Oppløsning |
| Strømindikatoren lyser ikke, viften roterer ikke, og det er ingen sveiseeffekt. | 1. Strømbryteren er ødelagt. 2. Bekreft om strømnettet koblet til inngangskabelen har strøm. 3. Bekreft om det er noen åpen krets i inngangskabelen. |
| Strømbryterindikatoren er på, men viften roterer ikke eller roterer flere ganger og slutter å rotere, og det er ingen sveiseeffekt. | 1. Inngangsterminalen kan være feil koblet til 380V-strømforsyningen, noe som resulterer i starten av overspenningsbeskyttelseskretsen. Skift ut 220V-strømforsyningen og start maskinen på nytt. 2. 220V strømforsyningen er ustabil (inngangsledningen er for tynn og for lang) eller inngangsledningen er koblet til nettet, noe som resulterer i oppstart av overspenningsbeskyttelseskretsen. Dette fenomenet vil forsvinne i løpet av 2-3 minutter ved å øke ledningsdiameteren til strømnettinngangen eller styrke inngangsnoden. Når den går tilbake til normalen, start den på nytt. 3. Hvis strømbryteren slås på og av kontinuerlig i en kort periode, starter overspenningsbeskyttelseskretsen. Slå av strømbryteren og vent i 2-3 minutter før du starter på nytt. 4. Ledningen mellom bryteren og strømkortet er løs. Stram den. 5. Hovedkretsens 24V-relé på strømforsyningskortet er ikke lukket eller skadet. Sjekk 24V-strømforsyningen og reléet. Hvis reléet er skadet, kan du erstatte det med andre brytere av samme modell. |
| Strømbryterindikatoren er på, men viften roterer ikke eller roterer flere ganger og slutter å rotere, og det er ingen sveiseeffekt. | 1. Å bruke et multimeter til å måle den positive og negative spenningen til VH-07 plug-in fra strømforsyningskortet til MOS-kortet er omtrent DC308V. • Om silisiumbroens plugg-in-ledning er frakoblet, og om kontakten er dårlig. • De store elektrolysekondensatorene på strømforsyningskortet kan lekke. Erstatt det. 2. Hjelpestrømforsyningen på MOS-kortet har en grønn indikatorlampe. Hvis lyset er av, fungerer ikke hjelpestrømforsyningen. Finn feilpunktet. 3. Sjekk den dårlige kontakten til ulike plugg-in ledninger i maskinen. 4. Kontrollkretsproblemer bør oppdages i tide eller kontakte forhandlere. 5. Kontrolltråden på sveisepistolen er ødelagt. |
| Den unormale indikatorlampen lyser ikke. Det er en høyfrekvent utladnings "raslende" lyd, og det er ingen sveiseeffekt. | 1. Brennerkabelen er ødelagt. 2. Jordledningen er ødelagt eller ikke koblet til sveisearbeidsstykket. 3. Forbindelsen mellom den positive utgangsterminalen eller gassutgangen til sveisebrenneren og maskinen er løs. |
| Unormal indikatorlampe lyser ikke. Det er ingen raslende lyd av høyfrekvent utladning, og buesveising kan startes. | 1. Primærledningen til lysbuetenningstransformatoren er i dårlig kontakt med strømkortet. Stram den. 2. Det kan være at tuppen av TIG-sveisebrenneren er oksidert eller at munnstykket er langt unna arbeidsstykket. Behandling: fjern oksidfilmen fra dyseelektroden eller endre avstanden mellom dysen og arbeidsstykket til 1 mm. 3. Den manuelle argon-sveisingsoverføringsbryteren er skadet; Erstatt det. 4. Individuelle komponenter i den høyfrekvente lysbuetenningskretsen er skadet; finne og erstatte dem. |
| Unormal indikatorlampe er på, ingen utgang. | 1. Det kan være overstrømsbeskyttelse. Slå av maskinen og start den på nytt til den unormale indikatoren er av. 2. Det kan være beskyttelse mot overoppheting og det er ikke nødvendig å stoppe maskinen. Vent 2-3 minutter til maskinen går tilbake til det normale (den rene argonbuesveisemaskinen har ingen funksjon for beskyttelse mot overoppheting). 3. Inverterkretsen kan være defekt, vennligst koble fra strømpluggen til hovedtransformatoren på MOS-kortet (nær vifte VH-07 plug-in) og start den på nytt: • Hvis den unormale indikatoren fortsatt er på, slår du av maskinen og kobler deretter fra strømforsyningspluggen til den høyfrekvente lysbuetenningen (nær viften VH-03 plug-in) og start den på nytt: en. Hvis den unormale indikatorlampen fortsatt lyser, er den enkelte FET på MOS-kortet skadet. Finn og erstatt FET av samme type. b. Hvis den unormale indikatoren er av, er opptrappingstransformatoren i høyfrekvent lysbuekrets på strømforsyningskortet ødelagt. Erstatt det. • Hvis den unormale indikatoren er av: en. Det kan være at midtplatetransformatoren er skadet, og broen kan brukes til å måle primærinduktansen og Q-verdien til hovedtransformatoren.L=0.9-1.6mH Q>35 Induktansen Q-verdien er veldig liten og bør være erstattet. b. Det sekundære likeretterrøret til transformatoren kan være ødelagt. Finn og skift ut likeretterrøret av samme type. Tilbakemeldingskretsen kan være brutt. 4. Tilbakemeldingskretsen kan være brutt. |
| Utgangsstrømmen er ustabil eller ingen potensiometerkontroll under sveising, og strømmen er noen ganger stor og noen ganger liten. | 1. 1K potensiometeret bør skiftes ut hvis det er skadet. 2. Alle slags dårlige forbindelser, spesielt kontakter, må kontrolleres. |
| Manuell buesveising har store sprut og det er vanskelig å brenne alkaliske elektroder. | 1. Hvis polariteten er feil, snu polariteten til jordledningen og håndtaksledningen. |
| Viften roterer ikke, den digitale måleren har ingen visning, og det er ingen sveiseeffekt. | 1. Bekreft at luftbryteren er intakt eller lukket. 2. Bekreft at strømnettet koblet til utgangskabelen har strøm. 3. Termistoren (fire) på strømforsyningskortet er skadet. Denne situasjonen er vanligvis forårsaket av feil på DC24V-reléet eller dårlig kontakt med kontaktene). 4. Strømforsyningskortet (bunnkortet) svikter og det er ingen DC537V spenningsutgang. • Silisiumbroen er åpen, og ledningskontakten til plug-in for silisiumbroen er dårlig. • En del av strømkortet er brent. • Sjekk om patchledningen fra luftbryteren til strømkortet, og patchledningen fra strømkortet til MOS-kortet (inverterkortet) har god kontakt. • Hjelpestrømforsyningsdelen av kontrollkortet er defekt. |
| Viften roterer, og den unormale indikatorlampen lyser ikke. Det er ingen raslende lyd av høyfrekvent utladning, og lysbuen kan ikke startes selv om den er gnidd. | 1. Sjekk om de ulike patch-ledningene i maskinen er i dårlig kontakt. 2. Hvis det er et problem med kontrollkretsen, finn ut årsaken i tide eller kontakt forhandleren. 3. Kontrolltråden på sveisebrenneren er ødelagt. |
| Den unormale indikatorlampen er på og ingen utgang. | 1. Brennerkabelen er ødelagt. 2. Jordledningen er ødelagt eller ikke koblet til sveisearbeidsstykket. 3. Forbindelsen mellom den positive utgangsterminalen eller gassutgangen til sveisebrenneren og maskinen er løs. |
| Den unormale indikatorlampen lyser ikke. Det er et rasling av høyfrekvent utladning, men ingen sveiseeffekt. | 1. Primærledningen til lysbuetenningstransformatoren er i dårlig kontakt med lysbuetenningsplaten. Stram den. 2. Det kan være at tuppen på TIG-sveisebrenneren er oksidert, eller at munnstykket er langt unna arbeidsstykket. Behandling: fjern oksidfilmen fra dyseelektroden, eller endre avstanden mellom dysen og arbeidsstykket til 1 mm.og buesveiseboksen 3. Den manuelle sveiseargon-sveiseoverføringsbryteren er skadet. Erstatt det. 4. Enkelte komponenter i den høyfrekvente lysbuetenningskretsen er skadet. Finn og skift dem ut. |
| Den unormale indikatorlampen er på og ingen utgang. | 1. Det kan være overstrømsbeskyttelse. Slå av maskinen og start den på nytt etter at den unormale indikatoren er av. 2. Det kan være overopphetingsbeskyttelse, og maskinen kan gå tilbake til normalen uten å slå seg av i 2-3 minutter. 3. Inverteren eller lysbuetenningskortet kan være defekt: Hvis det er en dobbel inverter, kobler du fra strømforsyningens ledningsplugg på et av inverterkortene (nær panel-07 plug-in) og starter den på nytt. Så, hvis den unormale indikatoren ikke er på, er feilen på denne omformeren, ellers er feilen på en annen omformer. Deretter kan både enkelt- og doble inverter-maskiner bruke samme metode for å feilsøke. • Hvis den unormale indikatoren fortsatt lyser, slå av og koble fra strømforsyningen på pilotbuekortet (nær vifte VH-03 plug-in). Start den på nytt: en. Hvis den unormale indikatorlampen fortsatt lyser, er den enkelte FET på MOS-kortet skadet. Finn og bytt ut FET av samme type. b. Hvis den unormale indikatoren ikke lyser, ligger feilen i skaden på lysbuetenningskortet, boosteren eller transformatoren. Erstatt det. • Koble til strømledningen til den defekte omformeren, og trekk ut strømledningen til hovedtransformatoren. Og start deretter maskinen på nytt. en. Hvis den unormale indikatoren er av, er feilen i midtplanet. Midtplantransformatoren kan være skadet, og broen kan brukes til å måle primærinduktans og Q-verdi for hver hovedtransformator. b. Likeretterrøret til midtplaten kan bli skadet individuelt. Finn og skift ut likeretterrøret av samme type. 4. Tilbakemeldingskretsen kan være brutt. |
| Sveisestrømmen er ikke nok, og strømjusteringen er ute av kontroll. | 1. Sekundærlinjen er for lang eller for tynn, forkort sekundærlinjen så mye som mulig eller øk dens tverrsnittsareal. 2. Hvis det er en fjernkontrollenhet, kan den være i fjernkontrolltilstand. 3. Det er også mulig at strømreguleringspotensiometeret er skadet. |
Konklusjon
Avslutningsvis gir VEVOR-sveisemanualen omfattende informasjon om sikkerhetstiltakene og profesjonelle sveiseteknikker som kreves for vellykket sveising med VEVOR-sveisere. Ved å følge manualen kan du ivareta din sikkerhet, forhindre ulykker og oppnå høykvalitets sveiseresultater.
De tekniske dataene i håndboken kan også hjelpe deg å forstå spesifikasjonene til hver VEVOR-sveisemodell, slik at du kan velge den riktige for dine sveisebehov. Husk å alltid følge sikkerhetsretningslinjene og ta nødvendige forholdsregler mens du bruker en VEVOR sveiser for å sikre en sikker og effektiv sveiseopplevelse.



