





Lås opp det fulle potensialet til din VEVOR CNC-rutermaskin med vår omfattende produktmanual for nedlasting. Denne manualen er spesielt utviklet for 300 W, 3-akset GRBL-kontroll for tregravering, utskjæring og fresemaskin, og dekker alle aspekter av maskinens funksjoner, fra oppsett til optimalisering.
Med et arbeidsområde på 400 x 400 x 75 mm (15.7 x 15.7 x 2.95 tommer) og en kraftig motor på 1200 o/min, er denne CNC-ruteren perfekt for arbeid med tre, akryl, MDF, PVC, plast og skum. Vår detaljerte veiledning inneholder trinnvise instruksjoner, feilsøkingstips og beste praksis for å sikre at du får mest mulig ut av maskinen din.
Enten du er nybegynner eller en erfaren bruker, er denne håndboken en verdifull ressurs for å oppnå presisjon og effektivitet i prosjektene dine. Last den ned nå og start en sømløs CNC-freseopplevelse enkelt og trygt.
Brukerhåndbok for CNC-rutermaskin
MODELL: S4040
Viktige sikkerhetsinstruksjoner
AdvarselFor å redusere risikoen for brannskader, elektrisk støt eller personskade!
Saker som trenger oppmerksomhet
Advarsel
- Vennligst bruk vernebriller når du bruker maskinen. I tilfelle øynene dine gjør vondt.
- Før du bytter ut verktøyet, må du koble fra maskinens strømforsyning for å unngå ulykker.
- Trekk ut stikkontakten når den ikke er i bruk, før du bytter deler og vedlikeholder maskinen.
- Trekk ut støpselet når du monterer og demonterer enheten.
- Tett tilsyn er nødvendig når apparater brukes i nærheten av barn.
- Ikke tving enheten til å bruke for mye trykk for å unngå at CNC-rutemaskinen setter seg fast.
- Ikke senk ledninger eller maskiner i vann, da dette kan forårsake elektrisk støt.
- Dette apparatet er ikke beregnet for bruk av personer (inkludert barn) med reduserte fysiske, sensoriske eller mentale evner eller mangel på erfaring og kunnskap, med mindre de har fått tilsyn eller instruksjoner om bruken av apparatet av en person som er ansvarlig for deres sikkerhet.
- Barn bør overvåkes for å sikre at de ikke leker med apparatet.
- Hvis strømledningen eller støpselet er skadet, må det byttes ut av produsenten, en servicerepresentant eller lignende kvalifiserte personer for å unngå fare. Eller ikke bruk dette apparatet. Vennligst returner det til butikken for service eller reparasjon av en profesjonell servicemann.
LAGRE DISSE INSTRUKSJONENE
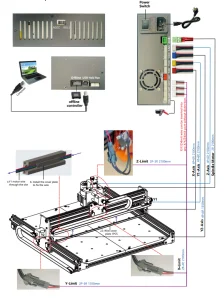
CNC-rutermaskindeler

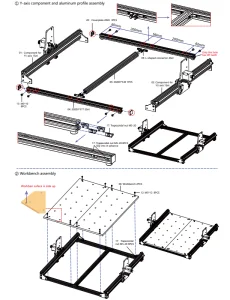
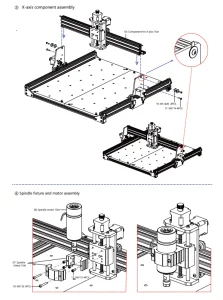
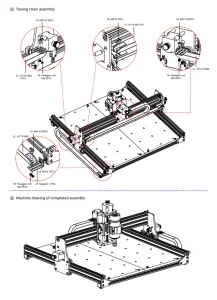
CNC-rutermaskinmontering
Instruksjoner for porter på kontrollboksen
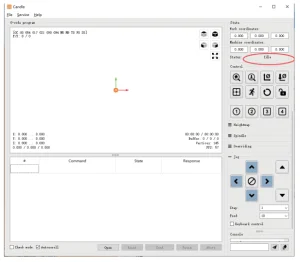
Candle Programvare
Candle er et grafisk brukergrensesnitt (GUI) for GRBL-baserte CNC-maskiner med en G-kode-visualiseringsprogramvare. Det er åpen kildekode-programvare som er egnet for CNC-maskinverktøybehandling. Candle støtter G-kode-filbehandling og visuelle visningsfunksjoner:
- Styring av GRBL-basert CNC-maskin via konsollkommandoer, knapper på skjema, numerisk tastatur.
- Overvåking av CNC-maskinens tilstand.
- Last inn, rediger, lagre og send G-kodefiler til CNC-maskinen.
- Visualisering av G-kodefiler.
Stater
Arbeidskoordinater:
Representerer gjeldende X, Y & Z lokale koordinater til CNC.
Maskinkoordinater:
Representerer gjeldende X, Y og Z absolutte maskinkoordinater.
En av følgende CNC-statuser:
- Inaktiv – venter på en G-kodekommando Kjører – kjører en G-kodekommando
- Hjem – målsøkingssyklus utføres
- Sjekk – G-kode-kommandokontrollmodus er slått på
- Hold – satt på pause med en «!»-kommando, må startes på nytt med en «~»-kommando
- Alarm – CNC vet ikke hvor den er og blokkerer alle G-kode kommandoer
Kontroll:

Programvare ved hjelp av trinn
Installer driveren
For første gangs bruk, koble enheten til datamaskinen via USB-kabel, og klikk på CH341SER.exe-filen i drivermappen for å installere driveren.
Under normale omstendigheter vil Win10-systemet automatisk identifisere og installere driveren. For Win7- og Win8-systemer må du installere den manuelt.
Angi porten og tilkoblingen.
Etter at du har installert driveren, åpner du datamaskinens enhetsbehandling og klikker på portalternativet for å se innholdet i den røde boksen på skjermen som vist i figuren nedenfor (portinformasjonen er i parentes).
Husk portinformasjonen som ble spurt om ovenfor, bytt til Candle-programvaregrensesnittet og klikk på alternativet «Innstillinger» øverst til venstre.
Når du velger innstillingen, vises innstillingsvinduet. Under «Tilkobling» velger du portnavnet du spurte etter, velger baudhastigheten 115200, og klikker deretter på «OK» for å fullføre innstillingene.

Fullstendig tilkobling
Etter at du har angitt port og baudrate, klikker du på Fullfør. Statuslinjen øverst til høyre i Candle-grensesnittet viser Inaktiv. Samtidig viser konsollen nederst til høyre informasjonen nedenfor, som indikerer at tilkoblingen er opprettet.
Behandling av dokumenter
Klikk på «Fil»-alternativet øverst i stearinlyset, og klikk deretter på «Ny» for å opprette G-kode. Klikk på «Åpne» i kommandolinjen nederst i grensesnittet for å velge en G-kodefil du vil importere. Etter importen vil midten av grensesnittet vise en visuell graf bestående av verktøybaner (posisjonen til den pennformede grafen i grafen er gjeldende verktøyposisjon).
Hold venstre museknapp i visualiseringsvinduet for å rotere grafen, og høyre museknapp for å flytte den. Grafikk. Ved å bla i det midterste hjulet kan du zoome inn og ut av grafikken. Samtidig vises innholdet i G-koden i den nedre kommandolinjen.
Maskinen vil kjøre én etter én under behandling i henhold til G-kodekommandoene.

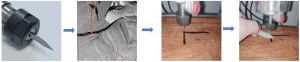
Fiksur, verktøyinstallasjon og angi arbeidskoordinatens opprinnelse
Fiksuren i produktsettet er ikke montert. Det er totalt fire sett. Utseendet og bruken av den monterte fiksuren vises i de riktige figurene. Før du kjører G-kodeprogrammet, må du finne posisjonen til graveringsfiguren i forhold til den totale graveringsplaten.
Det er et treakset koordinatsystem i den visuelle grafikken. Opprinnelsen til det treaksede koordinatsystemet er verktøyets innstillingspunkt for den faktiske behandlingsgrafikken. Du kan flytte verktøyet for å bestemme posisjonen til graveringsgrafikken i forhold til den totale graveringsplaten basert på posisjonen til dette opprinnelsen. Graveringsfiguren i figuren nedenfor er tatt som et eksempel.

Etter at den valgte verktøyposisjonen er startet, nullstilles X/Y- og Z-aksene (knappene for nullstilling av X/Y- og Z-aksene).
Før du går tilbake til null, må du sørge for at verktøyet nærmer seg avstanden til ett ark for gravering, og deretter returnerer du X/Y- og Z-aksene til null (bruk en skarp kniv med flat bunn når du graverer og en sylindrisk fres når du maskinerer plan, spor og hull). Effekten er at den skulpturerte figuren blir skåret ut med bladspissen som origo.
ER11-hylsen på spindelmotoren skal først klemmes fast i det faste hodet og deretter på plass. Ikke overtrekk hylsen når du monterer fresen, som vist i den første figuren nedenfor.
Begynn å skjære
Etter at du har funnet graveringsposisjonen, klikker du på send-knappen nedenfor, så starter enheten automatisk graveringen. Statuslinjen øverst til høyre viser at den kjører. Visualiseringsvinduet viser at verktøyet beveger seg langs verktøybanen.
Når du graverer, kan du velge pause- og stoppknappene nedenfor. (Etter pausen, klikk igjen for å fortsette forrige utskjæring. Etter avslutning, klikk Send for å starte behandlingen fra begynnelsen.)
Ferdig behandling
Etter behandlingen viser visualiseringsvinduet at graveringen er fullført og hvor lang tid det tar å utføre utskjæringen.

Frakoblet kontroller (valgfritt)
MerknaderFrakoblet styring og datamaskin kan ikke kobles til graveringsmaskinen samtidig. Sørg for at maskinens og datamaskinens USB-kabel er frakoblet når du bruker frakoblet styring.
Hovedside
Y-: høyre Y+: venstre Z+: Send $X til GRBL-hovedkortet for å låse det opp.
OK/SPN: Bekreft-knapp.
Kontrollside
Flytt hver akse manuelt til ønsket posisjon. X+: X-aksen beveger seg i riktig retning, og X- beveger seg i motsatt retning. Y+: Y-aksen beveger seg fremover, Y- i motsatt retning. Z+: Z-aksen beveger seg oppover, Z- i motsatt retning.
OK/SPN: Spindeltestbryter, trykk for å åpne spindelen (tilsvarer SPN grått på skjermen), trykk igjen for å lukke spindelen (tilsvarende SPN på skjermen går tilbake til normal). Langt trykk for å gå inn i siden for endring av spindelhastighet.
På denne siden er Y+/Y høy/lav spindelhastighet. Trykk lenge på OK/SPN for å gå ut av siden for endring av spindelhastighet.
Avslutt/STP:
Funksjon 1: Trykk på hver akseknapp i XYZ for å endre bevegelsesavstanden med 0.1, 1, 5 eller 10 sykluser hver gang.
Funksjon 2: Trykk og hold inne i omtrent 2 sekunder for å avslutte.
Filside
Filliste Velg filen som skal graveres. Støttede dokumenter inkluderer: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC. Y+: opp, Y-: ned
OK/SPN: Bekreft valget og gå inn på bekreftelsesgraveringssiden.
Bekreft graveringssiden
Bekreft at graveringsfilen starter uten feil.
OK/SPN: Bekreftelsen starter, klar til utskrift blir fremdriftsvisningens prosentandel, filvalgsiden returneres etter at graveringen er fullført.
Innstillinger side:
X+/ X-: Endre baudrate; Y+/Y-: Endre matehastighet med ±100/klikk; Z+/Z-: Endre matehastighet med ±10/klikk; OK/SPN: Endre lasermodus PÅ/AV
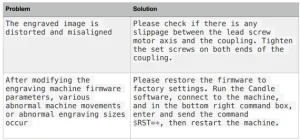
Gjenopprett fabrikkinnstillinger
Hvis maskinens mekaniske bevegelse er jevn, men graveringsbevegelsen ser ut til å sitte fast, eller trinnmotoren ikke beveger seg, kan du prøve å gjenopprette fabrikkinnstillingene til hovedkortet.
Metode: Kjør Candle-programvaren, send kommandoen $RST=* til maskinen, og start maskinen på nytt.
Reparasjonsguide for CNC-rutermaskiner

Anbefalt for ditt prosjekt
VEVOR CNC-rutermaskin, 300W, 3-akset GRBL kontrollmanual




Anmeldelser
Det er ingen omtaler ennå.