
Als u wilt leren hoe u een VEVOR-lasapparaat moet gebruiken of als u eenvoudigweg uw kennis over de veiligheidsvoorschriften en professionele technieken wilt opfrissen, is de VEVOR-lasserhandleiding een hulpmiddel van onschatbare waarde.
In deze gebruikershandleiding onderzoeken we de veiligheidsmaatregelen en professionele lastechnieken die nodig zijn om uw succes bij het lassen te garanderen. Daarnaast zullen wij u voorzien van een PDF-versie van de handleiding, zodat u gemakkelijk toegang heeft tot de informatie die u nodig heeft en deze kunt raadplegen. Dus laten we beginnen!

Dit is de originele instructie, lees alle handleidingen zorgvuldig door voordat u het apparaat gebruikt. VEVOR behoudt zich een duidelijke interpretatie van onze gebruikershandleiding voor. Het uiterlijk van het product is afhankelijk van het product dat u hebt ontvangen. Vergeef ons alstublieft dat we u niet meer zullen informeren als er technologie- of software-updates voor ons product zijn.
Inhoudsopgave
CONFORMITEITSVERKLARING
Het bedrijf belooft plechtig:
De door ons bedrijf verkochte producten hebben een garantie van één jaar vanaf de datum van aankoop.
Lees en begrijp deze handleiding zorgvuldig voordat u deze machine installeert en gebruikt.
- De inhoud van deze handleiding kan zonder voorafgaande kennisgeving worden herzien.
- Ondanks dat deze zorgvuldig is gecontroleerd, kunnen er enkele onnauwkeurigheden in deze handleiding voorkomen.
Neem dan contact met ons op.
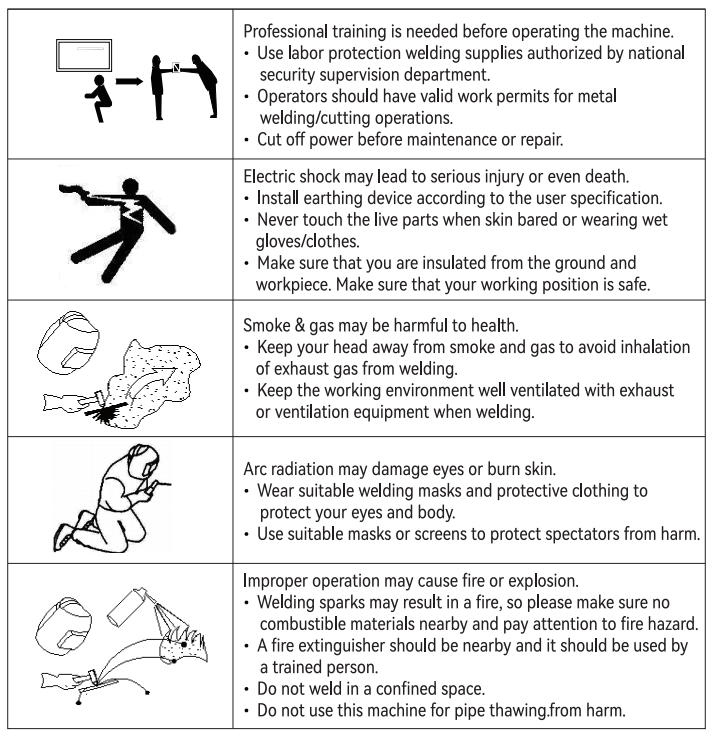
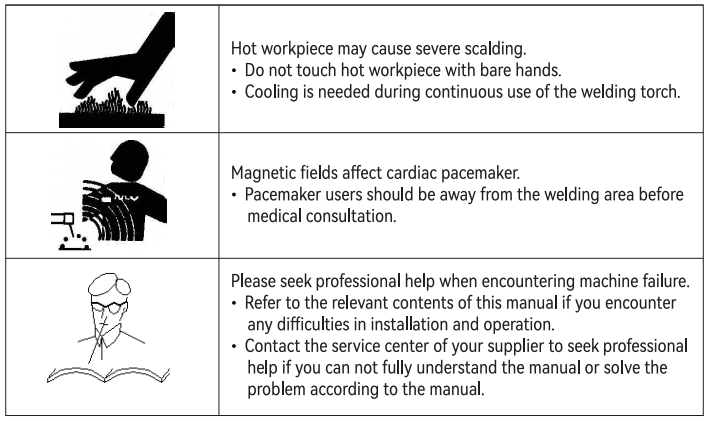
VEILIGHEID
Lassen is gevaarlijk en kan schade aan u en anderen veroorzaken. Zorg daarom voor goede bescherming tijdens het lassen.
Raadpleeg voor meer informatie de veiligheidsrichtlijnen van de fabrikant voor ongevallenpreventie.
KORTE INLEIDING VAN HET PRINCIPE
De argonbooglasserie is een inverterlasmachine die is vervaardigd met geavanceerde invertertechnologie. Het is een meer volwassen en stabiele productserie.
Het maakt gebruik van pulsbreedtemodulatietechnologie (PWM) en een hoogvermogenschakelapparaat IGBT om de 50Hz/60Hz-vermogensfrequentie om te zetten in gelijkstroom, en deze vervolgens om te keren naar een hoge frequentie (de frequentie kan boven de 100 KHz reiken) en vervolgens een step-down-rectificatie. Door de pulsbreedtemodulatietechnologie (PWM) kan deze worden gebruikt als een krachtige gelijkstroomvoeding voor lassen. Dankzij de invertertechnologie voor schakelende voeding worden het gewicht en het volume van de lasmachine aanzienlijk verminderd en wordt de conversie-efficiëntie van de hele machine met meer dan 30% verhoogd.
Bij gebruik als handmatig booglassen heeft de lasser constante stroomkarakteristieken en is hij boogstuwkrachtcontrole.
Dat wil zeggen, het heeft een constante stroomkarakteristiek onder normale boogspanning. De lasstroom verandert dus niet met de booglengte om stabiel lassen te garanderen.
Wanneer de booglengte te kort is en de boogspanning te laag is, kan de stroom toenemen naarmate de boogspanning afneemt. Om het automatisch herstel van de booglengte te bevorderen (de zogenaamde boogstuwkracht) is de stuwkracht onafhankelijk instelbaar. Wanneer de boogspanning te klein is om de boog in stand te houden, verandert de externe karakteristiek in een steile valkarakteristiek om overmatige stroom veroorzaakt door kortsluiting te voorkomen.
Het externe kenmerk van argonbooglassen is een constante stroom, dus de lasstroom verandert niet met de booglengte en de stroom is zeer stabiel.
INSTALLATIE
Bij gebruik van een langere uitgangskabel wordt, om de spanningsval te verminderen, aanbevolen een kabel met een grotere doorsnede te gebruiken. Als de kabel van de lastoorts te lang is, zal de interne weerstand ervan de uitgangsspanning van de apparatuur verlagen, wat een grotere impact kan hebben op de prestaties van het lasapparaat.
De prestaties van de hoogfrequente boog zijn verzwakt of het systeem kan niet normaal werken. Daarom raden wij u aan de aanbevolen kabellengte te gebruiken.
BEDRADING AANSLUITEN:
1. Aansluiting van ingangskabel
• Elk TIG-lasapparaat is uitgerust met een voedingskabel. Het wordt gebruikt om verbinding te maken met een voeding met de vereiste spanningsingang.
• De voedingskabel moet goed worden aangesloten op de aan/uit-schakelaar of de kabelconnector om mogelijke oxidatie te voorkomen.
• Controleer met een multimeter of de spanning binnen het aangegeven bereik verandert.
2. Aansluiting uitgangskabel (Pure) Argonbooglassen (TIG)
• Aansluiting van de argonbooglastoorts. Installeer de gas-elektrische geïntegreerde connector van de lastoorts op de overeenkomstige interface op het lasmachinepaneel en draai hem vast door hem met de klok mee te draaien.
• Installeer de luchtvaartplug op de overeenkomstige interface op het paneel van het lasapparaat en draai hem vast door hem met de klok mee te draaien.
• Steek de snelstekker van de fietskabel in de snelaansluiting met de polariteit “+” op het paneel van het lasapparaat en draai deze vast door met de klok mee te draaien. Klem vervolgens het werkstuk vast met de aarddraad.
3. Sluit aan op het gas
Sluit de argongasleiding stevig aan op het koperen mondstuk aan de achterkant van de machine. Het luchttoevoerpad moet een gascilinder, een argondecompressiestroommeter en een luchtpijp omvatten. Het verbindingsgedeelte van de luchtpijp moet worden vastgezet met slangklemmen of andere voorwerpen om lekkage en binnendringen van lucht te voorkomen. Deze handelingen zullen het beschermende effect van de soldeerverbindingen beïnvloeden.
Gebruik een draad met een geleidende doorsnede van niet minder dan 4 mm om het chassis te aarden. De methode is om een draad met de aarde te verbinden vanaf de aardingsschroef aan de achterkant van het lasapparaat om statische elektriciteit of lekkage te voorkomen.
4. MMA- en TIG-functie
Sluit aan zoals hierboven tijdens argonlassen (TIG). Let bij MMA-lassen op het volgende.
• Elk lasapparaat is uitgerust met een paar snelpluggen. Sluit de kabel van de elektrodehouder aan op de – snelstekker, en de aardklemkabel op de “+” snelstekker. Let erop dat u ze vastdraait met een binnenzeskantsleutel. Zorg ervoor dat de secundaire kabel (houderdraad en aarddraad) goed contact maakt met de snelstekker.
Sommige lassers negeerden dit en verbrandden de snelplug.
• Nadat u de snelstekker in het snelstopcontact heeft gestoken, draait u deze vast om goed contact te garanderen. Anders zullen de stekker en het stopcontact na langdurig werken doorbranden als de werkstroom hoog is.
5. functie
• Sluit het reinigingspistool correct aan. Installeer de connector van het reinigingspistool op de overeenkomstige pistoolinterface op het paneel van het lasapparaat en draai hem vast door hem met de klok mee te draaien.
• Steek de snelstekker van de aardkabel in het snelstopcontact met de polariteit “+” op het paneel van het lasapparaat en draai deze vast door rechtsom te draaien. Klem het werkstuk vast met de aardklem aan het andere uiteinde.
Er moet serieuze aandacht worden besteed aan de elektrode van de draad. Over het algemeen heeft DC-lasapparatuur twee verbindingsmodi:
• Positieve aansluiting: sluit de elektrodehouder aan op “-“, terwijl u het werkstuk aansluit op “+”;
• Negatieve aansluiting: sluit het werkstuk aan op “-“, terwijl u de elektrodehouder aansluit op “+”.
OPERATIE
Hoofdschakelaar
• Zet de aan/uit-schakelaar op het achterpaneel aan en zet de aan/uit-schakelaar in de “ON”-positie. Op dit moment licht het digitale display op en begint de ventilator in de machine te draaien.
Selecteer de modus “TIG”/”MMA”/”CLEAN” via de selectieknop.
De keuzeschakelaar kan de conversie van TIG en MMA realiseren.
1. TIG-lassen
• Druk op de knop om het lampje voor argonbooglassen (TIG) in te schakelen.
• Open de klep van de argoncilinder en stel de flowmeter in op het gewenste debiet.
• Nadat u op de knop van de lastoorts hebt gedrukt, begint het magneetventiel te werken en begint er argongas vrij te komen.
• Selecteer de lasstroom afhankelijk van de dikte van het werkstuk.
• De afstand tussen de wolfraamelektrode van de lastoorts en het werkstuk bedraagt 2-4 mm. Druk op de knop van de lastoorts. Na de boogontsteking verdwijnt het hoogfrequente boogontstekende ontladingsgeluid in de machine onmiddellijk en kan het op dit moment werken.
2. MMA-lassen
• Druk op de knop om het lampje MMA-lassen (MMA) in te schakelen.
• Selecteer de lasstroom afhankelijk van de dikte van het werkstuk.
3. Werking van de reinigingsfunctie
• Druk op de knop om het lampje van de reinigingsfunctie (Clean) in te schakelen.
• Selecteer de uitgangsstroom op basis van de reinigingsbehoeften.
4. OC-indicatielampje
Als de indicator brandt, betekent dit dat het apparaat in de beveiligingsstatus is gekomen vanwege een te hoge temperatuur.
En te hoge temperaturen worden veroorzaakt door overbelasting, overstroom of andere redenen. Wanneer de overstroom en overbelasting verdwijnen, begint de apparatuur weer normaal te werken.
5. Digitale weergave ampèremeter
Het digitale display toont de lasstroomwaarde.
6. Huidige regelgeving
Bij TIG-machines met pulsen gaan de lampjes puntlassen (Spot) en puls (Pulse) uit wanneer de status “MMA” of “Clean” is geselecteerd.
Selecteer de uitgangsstroom volgens uw behoeften.
7. Huidige regelgeving
Bij TIG-machines met pulsen gaan de lampjes puntlassen (Spot) en puls (Pulse) uit wanneer de status “MMA” of “Clean” is geselecteerd.
Selecteer de uitgangsstroom volgens uw behoeften.
(2T/4T) Selectieschakelaar (voeg deze functie toe volgens klantvereisten)
Selecteer de gewenste lasmodus (2T/4T) in de argonbooglasstatus. De bedieningsinstructies zijn als volgt:
• Pas de lasstroom aan volgens het gewenste lasproces. In de 2T-modus stelt u de afstand tussen de wolfraamelektrode van de lastoorts en het werkstuk in op 2-4 mm. Druk op de toortsschakelaar en de boog wordt ontstoken en u kunt beginnen met lassen. Laat de handschakelaar los om de boog te sluiten en te stoppen met lassen.
• In de 4T-modus kunt u op de toortsschakelaar drukken om de boog te ontsteken. Wanneer u de handschakelaar loslaat, gaat het lassen verder. Druk vervolgens nogmaals op de handschakelaar en de stroom daalt langzaam naar het einde van de boog.
Laat op dit moment de handschakelaar los en het lasapparaat stopt met werken.
Instelling voorluchttijd (Pre Flow)
Voorlucht is de tijd tussen luchttoevoer en vonkvorming. Deze tijd kan worden aangepast tussen 0 en 1 seconde.
Aanpassing naluchttijd (Post Flow)
Nalucht betekent de tijd vanaf het stoppen van de boog tot het afsluiten van de luchttoevoer. Deze tijd kan worden aangepast van 1 tot 10 seconden.
Selecteer de functie “Pulse”.
• Selecteer “TIG” en licht aan.
• Selecteer vervolgens de “Pulse” en het licht aan.
Aanpassing van de pulsfrequentie “Pulsefrequentie” (zie de huidige curve hieronder)
Basisstroomaanpassing “Base Amps”
• De basisstroom kan alleen in de pulstoestand worden aangepast. Selecteer de “Pulse” en selecteer de overeenkomstige basisstroom volgens de dikte van het werkstuk.
Inschakelduur aanpassing “Piek op tijd”
• Pas de verblijftijd van de piekstroom aan.
Voor-/achterpaneel
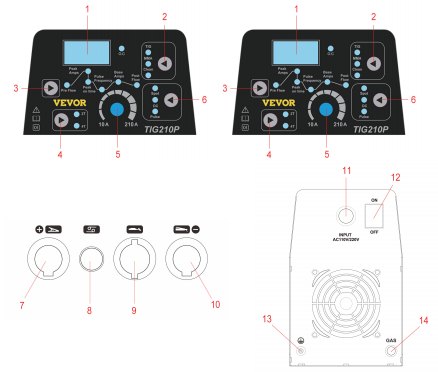
1. Digitaal display 8. Sluit de toortsschakelaar aan
2. TIG, MMA, CLEAN Werkmodus 9. Snijbrander installeren
3. Pre Flow, lasstroom, post Flow-modus 10. Negatieve aansluiting
4. 2T/4T-functieknop 11. Voedingskabel
5. Instelknop 12. aan/uit-schakelaar
6. SPOT-, DC-, PULSE-modus 13. Aardingsschroef
7. sluit de aardklem aan 14. Gasslangconnector
BELANGRIJKSTE PARAMETERS
| ITEM | TIG 155 A | TIG 210 A | TIG 210 P |
| Vermogensspanning (v | AC 110V ± 10% | Wisselstroom 110 V ± 10 | AC110V ± 10 |
| Frequentie (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Nominaal ingangsvermogen (KVA) | 3.8 | 7.1 | 7.1 |
| Generatorcapaciteit (KVA | 2.3 | 4.2 | 4.2 |
| Nominale ingangsstroom (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| uitgangsstroom Bereik (A | 30-155 | 30-210 | 30-210 |
| uitgangsstroom Bereik (A | 10-155 | 10-210 | 10-210 |
| Nominale nullastspanning (v | 60 | 60 | 60 |
| Arbeidscyclus ( % ) | 30% | 30% | 30% |
| Isolatieklasse | F | F | F |
| beschermingsklasse | IP21 | IP21 | IP21 |
| Machinegewicht (KG) | 4.9 | 5.4 | 5.4 |
| Afmetingen machine (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| USB-uitgang | / | 5V | / |
| Primaire bijlagen | 1. 3.66 m QQ150 laspistool (inclusief wij | 1. WP-26 laspistool | 1. WP-26 lasbrander met fijnglazen mond, (L= 4m inclusief wij |
| Toepasselijk draaddiameterbereik | <3.2 | <3.2 | <3.2 |
MOGELIJKE PROBLEMEN
De hier genoemde verschijnselen kunnen verband houden met de accessoires, gassen, omgevingsfactoren en stroomvoorzieningsomstandigheden. Probeer het milieu te verbeteren om deze situaties te voorkomen.
Zwarte soldeerverbindingen
Dergelijke gevallen geven aan dat de soldeerverbindingen niet effectief worden beschermd en geoxideerd zijn. U kunt de volgende controles uitvoeren.
• Bevestig dat de klep van de argoncilinder open is en dat de druk voldoende is. Als de druk in de cilinder lager is dan 0.5 MPa, moet u de cilinder bijvullen.
• Controleer of de argonstroom is aangesloten en voldoende doorstroming heeft. Om gas te besparen kunnen verschillende stroomsnelheden worden geselecteerd voor verschillende lasstroomomstandigheden. Maar een te lage stroomsnelheid kan resulteren in onvoldoende beschermgas dat de soldeerverbindingen kan bedekken. Hoe klein de stroom ook is, wij raden u aan het argondebiet niet lager te maken dan 5 l/min.
• De eenvoudigste manier om te controleren of er gas uit komt, is door aan het mondstuk van de lastoorts te voelen, om te controleren of de gasweg van de lastoorts geblokkeerd is.
• Een slechte gasafdichting of een lage gaszuiverheid kunnen ook problemen met de laskwaliteit veroorzaken.
• Als er een sterke luchtstroom in de omgeving is, kan dit ook leiden tot een verslechtering van de laskwaliteit.
• De inschakelduur is te laag.
Het is moeilijk om de boog te starten en het is gemakkelijk om de boog te breken:
• Zorg ervoor dat de wolfraamelektroden die u gebruikt van goede kwaliteit zijn. De ontladingscapaciteit van een inferieure wolfraamelektrode voldoet mogelijk niet aan de vereiste.
• Ongeslepen wolfraamelektroden kunnen niet gemakkelijk een boog vormen en kunnen instabiliteit van de boog veroorzaken.
De stroom kan niet stabiel blijven tijdens het gebruik van het lasapparaat:
Deze situatie kan verband houden met de volgende factoren:
• De variatie in de netspanning.
• Ernstige interferentie van het elektriciteitsnet of andere elektrische apparatuur.
LET OP
Milieu
• De laswerkzaamheden moeten worden uitgevoerd in een relatief droge omgeving, waarbij de luchtvochtigheid doorgaans niet hoger is dan 90%.
• De omgevingstemperatuur moet tussen -10°C en 40°C liggen.
• Vermijd lassen in de zon of regen en laat geen water of regen in het lasapparaat sijpelen.
• Vermijd lassen in een stoffige of corrosieve gasomgeving.
• Vermijd gasbeschermd lassen bij sterke luchtstroom.
Veiligheidspunten
Het TIG-lasapparaat is geïnstalleerd met beveiligingscircuits tegen overspanning, overstroom en oververhitting. Wanneer de netspanning, uitgangsstroom of interne temperatuur de ingestelde norm overschrijdt, stopt het lasapparaat automatisch met werken. Overmatig gebruik (zoals een te hoge spanning) zal echter nog steeds schade aan het lasapparaat veroorzaken. Daarom moeten de volgende punten worden opgemerkt.
Zorg voor goede ventilatie
Dit lasapparaat is een industrieel lasapparaat. Tijdens bedrijf wordt een grote werkstroom gegenereerd en natuurlijke ventilatie kan niet aan de koelvereisten voldoen. Daarom zijn er binnenin twee ventilatoren geïnstalleerd, die de lasser effectief kunnen koelen en soepel kunnen laten werken.
Gebruikers moeten ervoor zorgen dat ventilatieruimtes niet worden afgedekt of geblokkeerd. De afstand tussen de lasser en de omringende objecten mag niet minder zijn dan 0.3 meter. Gebruikers moeten er altijd op letten dat er een goede ventilatie aanwezig is, omdat dit de werking van de lasser bevordert.
Verbied overbelasting
De gebruiker moet er rekening mee houden dat hij te allen tijde de maximaal toegestane belastingsstroom (in verhouding tot de selecteerbare belastingsduur) in acht moet nemen om te voorkomen dat de lasstroom de maximaal toegestane belastingsstroom overschrijdt.
Huidige overbelasting zal de levensduur van het lasapparaat aanzienlijk verkorten en kan zelfs het lasapparaat doorbranden.
Verbied overspanning
De voedingsspanning staat vermeld in de tabel “Belangrijkste prestatieparameters”. Onder normale omstandigheden zal het automatische spanningscompensatiecircuit in het lasapparaat de lasstroom binnen het toegestane bereik houden. Als de voedingsspanning de toegestane waarde overschrijdt, raakt het lasapparaat beschadigd. De gebruiker moet zich volledig bewust zijn van deze situatie en overeenkomstige preventieve maatregelen nemen.
• Op de achterkant van elk lasapparaat bevinden zich aardingsschroeven en bijbehorende aardingsmarkeringen. Kabels met een doorsnede groter dan 4 mm in het vierkant moeten vóór gebruik worden geselecteerd. Aard de lasbehuizing om ongelukken veroorzaakt door statische elektriciteit of lekkage te voorkomen.
• Als de lasser met meer dan de standaard belastingcontinuïteit werkt, kan de lasser plotseling in een beschermde toestand terechtkomen en stoppen met werken. Dit betekent dat de oververhitting de temperatuurregelaar activeert, waardoor het lasapparaat stopt met werken. De rode indicator op het voorpaneel zou oplichten. In dit geval hoeft u de stekker niet uit het stopcontact te halen, omdat de koelventilator kan werken om het lasapparaat te koelen. Wanneer het rode indicatielampje uitgaat, daalt de temperatuur naar het standaardbereik en kunt u opnieuw beginnen met lassen.
ONDERHOUD
• Veiligheidswaarschuwing: Alle onderhouds- en reparatiewerkzaamheden moeten worden uitgevoerd terwijl de stroom volledig is uitgeschakeld.
Zorg ervoor dat de stekker uit het stopcontact is voordat u de machine opent.
• Controleer regelmatig de interne circuitaansluiting van het lasapparaat om er zeker van te zijn dat de bedrading correct is en dat de verbinding stevig is (vooral de ingevoegde verbinding of het onderdeel). Indien er roest of losse onderdelen worden aangetroffen, polijst u de roestlaag of oxidefilm met schuurpapier en draait u deze weer vast.
• Wanneer de machine onder spanning staat, houdt u uw handen, haar en gereedschap uit de buurt van onderdelen in de machine die onder spanning staan, zoals interne ventilatoren. Voorkom dat u gewond raakt of beschadigd raakt door de machine.
• Blaas stof regelmatig weg met droge, zuivere perslucht. Als het lasapparaat wordt gebruikt in een omgeving met veel rook en ernstige luchtverontreiniging, moet het lasapparaat elke dag worden afgestoft.
• De persluchtdruk moet op een redelijk niveau zijn om beschadiging van de kleine onderdelen in het lasapparaat te voorkomen.
• Voorkom dat water of damp het lasapparaat binnendringt. Als dit gebeurt, droog dan de binnenkant van het lasapparaat.
Meet vervolgens met een meter de isolatie van het lasapparaat (de isolatie tussen de aansluitpunten en de isolatie tussen de aansluitpunten en de behuizing). Alleen als er geen sprake is van een abnormale toestand kunnen wij de laswerkzaamheden voortzetten.
• Als het lasapparaat langere tijd niet wordt gebruikt, dient het lasapparaat terug in de originele verpakking te worden geplaatst en in een droge omgeving te worden bewaard.
PROBLEMEN OPLOSSEN
Opmerking: De volgende werkzaamheden vereisen voldoende elektrische expertise en uitgebreide veiligheidskennis.
De exploitant moet over geldige kwalificaties beschikken die zijn/haar bekwaamheid en kennis aantonen.
| Fenomenen | Het resultaat |
| De stroomindicator licht niet op, de ventilator draait niet en er is geen lasvermogen. | 1. De aan/uit-schakelaar is kapot. 2. Controleer of het elektriciteitsnet dat op de ingangskabel is aangesloten, elektriciteit heeft. 3. Controleer of er sprake is van een open circuit in de ingangskabel. |
| Het indicatielampje van de aan/uit-schakelaar brandt, maar de ventilator draait niet of draait meerdere keren en stopt met draaien, en er is geen lasvermogen. | 1. De ingangsterminal is mogelijk verkeerd aangesloten op de 380V-voeding, wat resulteert in het starten van het overspanningsbeveiligingscircuit. Vervang de 220V-voeding en start de machine opnieuw. 2. De 220V-voeding is instabiel (de ingangslijn is te dun en te lang) of de ingangslijn is aangesloten op het elektriciteitsnet, wat resulteert in het opstarten van het overspanningsbeveiligingscircuit. Dit fenomeen zal binnen 2-3 minuten verdwijnen door de draaddiameter van de ingang van het elektriciteitsnet te vergroten of het ingangsknooppunt te versterken. Wanneer het weer normaal is, start u het opnieuw op. 3. Als u de aan/uit-schakelaar gedurende een korte periode continu in- en uitschakelt, wordt het overspanningsbeveiligingscircuit gestart. Schakel de stroomschakelaar uit en wacht 2-3 minuten voordat u hem opnieuw opstart. 4. De draad tussen de schakelaar en de voedingskaart zit los. Draai het vast. 5. Het 24V-relais van het hoofdcircuit op de voedingskaart is niet gesloten of beschadigd. Controleer de 24V-voeding en het relais. Als het relais beschadigd is, kunt u het vervangen door andere onderbrekers van hetzelfde model. |
| Het indicatielampje van de aan/uit-schakelaar brandt, maar de ventilator draait niet of draait meerdere keren en stopt met draaien, en er is geen lasvermogen. | 1. Het gebruik van een multimeter om de positieve en negatieve spanning van de VH-07 plug-in van de voedingskaart naar de MOS-kaart te meten is ongeveer DC308V. • Of de insteekdraad van de siliciumbrug is losgekoppeld en of het contact slecht is. • De grote elektrolytische condensatoren op de voedingskaart kunnen gaan lekken. Vervang het. 2. De hulpvoeding op de MOS-kaart heeft een groen indicatielampje. Als het lampje uit is, werkt de hulpvoeding niet. Zoek het foutpunt. 3. Controleer het slechte contact van diverse insteekdraden in de machine. 4. Problemen met het regelcircuit moeten tijdig worden ontdekt of contact opnemen met dealers. 5. De stuurdraad op het laspistool is gebroken. |
| Het abnormale indicatielampje brandt niet. Er is een hoogfrequent ‘ruisend’ geluid bij de ontlading en er is geen lasuitgang. | 1. De toortskabel is kapot. 2. De aarddraad is gebroken of niet aangesloten op het laswerkstuk. 3. De verbinding tussen de positieve uitgangsaansluiting of de gasuitgangsaansluiting van de lastoorts en de machine zit los. |
| Abnormaal indicatielampje gaat niet branden. Er is geen ritselend geluid van hoogfrequente ontlading en het booglassen kan worden gestart. | 1. De primaire draad van de boogontstekingstransformator maakt slecht contact met de voedingskaart. Draai het vast. 2. Het kan zijn dat de punt van de TIG-lastoorts geoxideerd is of dat het mondstuk ver van het werkstuk verwijderd is. Behandeling: verwijder de oxidefilm van de mondstukelektrode of verander de afstand tussen mondstuk en werkstuk naar 1 mm. 3. De handmatige overdrachtsschakelaar voor argonlassen is beschadigd; vervang het. 4. Afzonderlijke componenten van het hoogfrequente boogontstekingscircuit zijn beschadigd; zoek en vervang ze. |
| Abnormaal indicatielampje brandt, geen uitvoer. | 1. Mogelijk is de bescherming te hoog. Schakel de machine uit en start deze opnieuw op totdat de abnormale indicator uit is. 2. Er is mogelijk bescherming tegen oververhitting en het is niet nodig om de machine te stoppen. Wacht 2-3 minuten totdat de machine weer normaal is (de pure argonbooglasmachine heeft geen beschermingsfunctie tegen oververhitting). 3. Het circuit van de omvormer is mogelijk defect. Trek de stekker van de hoofdtransformator op het MOS-bord uit het stopcontact (in de buurt van de ventilator VH-07 plug-in) en start deze opnieuw op: • Als de abnormale indicator nog steeds brandt, schakelt u de machine uit en koppelt u vervolgens de stekker van de hoogfrequente boogontstekingsvoeding los (in de buurt van de ventilator VH-03 plug-in) en start u deze opnieuw: A. Als het abnormale indicatielampje nog steeds brandt, is de individuele FET op de MOS-kaart beschadigd. Zoek en vervang FET van hetzelfde type. B. Als de abnormale indicator uit is, is de step-uptransformator in het hoogfrequente boogcircuit op de voedingskaart defect. Vervang het. • Als de abnormale indicator uit is: A. Het kan zijn dat de middenplaattransformator beschadigd is en dat de brug kan worden gebruikt om de primaire inductantie en de Q-waarde van de hoofdtransformator te meten. L=0.9-1.6 mH Q>35 De inductantie Q-waarde is erg klein en zou zo moeten zijn vervangen. B. Mogelijk is de secundaire gelijkrichterbuis van de transformator kapot. Zoek en vervang de gelijkrichterbuis van hetzelfde type. Het feedbackcircuit is mogelijk defect. 4. Het feedbackcircuit is mogelijk defect. |
| De uitgangsstroom is onstabiel of er is geen potentiometerregeling tijdens het lassen, en de stroom is soms groot en soms klein. | 1. De 1K-potentiometer moet worden vervangen als deze beschadigd is. 2. Alle soorten slechte verbindingen, vooral connectoren, moeten worden gecontroleerd. |
| Bij handmatig booglassen ontstaan grote spatten en het is moeilijk om alkalische elektroden te verbranden. | 1. Als de polariteit verkeerd is, keer dan de polariteit van de aarddraad en de handgreepdraad om. |
| De ventilator draait niet, de digitale meter heeft geen display en er is geen lasvermogen. | 1. Controleer of de luchtschakelaar intact of gesloten is. 2. Controleer of het elektriciteitsnet dat op de uitgangskabel is aangesloten, elektriciteit heeft. 3. De thermistor (vier) op de voedingskaart is beschadigd. Deze situatie wordt meestal veroorzaakt door het uitvallen van het DC24V-relais of door een slecht contact van de contacten. 4. De voedingskaart (onderste kaart) is defect en er is geen DC537V-spanningsuitgang. • De siliciumbrug is open en het draadcontact van de plug-in van de siliciumbrug is slecht. • Een deel van de voedingskaart is doorgebrand. • Controleer of de patchkabel van de luchtschakelaar naar de voedingskaart, en de patchkabel van de voedingskaart naar de MOS-kaart (inverterkaart) goed contact maken. • Het hulpvoedingsgedeelte van de besturingskaart is defect. |
| De ventilator draait en het abnormale indicatielampje gaat niet branden. Er is geen ritselend geluid van hoogfrequente ontlading en de boog kan niet worden gestart, zelfs niet als er over wordt gewreven. | 1. Controleer of de verschillende patchkabels in de machine slecht contact maken. 2. Als er een probleem is met het regelcircuit, zoek dan tijdig de oorzaak op of neem contact op met de dealer. 3. De stuurdraad op de lastoorts is gebroken. |
| Het abnormale indicatielampje brandt en er is geen uitvoer. | 1. De toortskabel is kapot. 2. De aarddraad is gebroken of niet aangesloten op het laswerkstuk. 3. De verbinding tussen de positieve uitgangsaansluiting of de gasuitgangsaansluiting van de lastoorts en de machine zit los. |
| Het abnormale indicatielampje gaat niet branden. Er is een geritsel van hoogfrequente ontlading, maar er is geen lasuitvoer. | 1. De primaire draad van de boogontstekingstransformator maakt slecht contact met de boogontstekingsplaat. Draai het vast. 2. Het kan zijn dat de punt van de TIG-lastoorts geoxideerd is, of dat het mondstuk ver van het werkstuk verwijderd is. Behandeling: verwijder de oxidefilm van de mondstukelektrode of verander de afstand tussen het mondstuk en het werkstuk in 1 mm. En het booglassen kan 3. De overdrachtschakelaar voor handmatig lassen met argonlassen is beschadigd. Vervang het. 4. Afzonderlijke componenten van het hoogfrequente boogontstekingscircuit zijn beschadigd. Zoek en vervang ze. |
| Het abnormale indicatielampje brandt en er is geen uitvoer. | 1. Het kan een overstroombeveiliging zijn. Schakel de machine uit en start deze opnieuw op nadat de abnormale indicator uit is. 2. Het kan een oververhittingsbeveiliging zijn en de machine kan gedurende 2-3 minuten weer normaal worden zonder uit te schakelen. 3. De omvormer of de boogontstekingskaart is mogelijk defect: Als het een dubbele omvormer is, koppelt u de stekker van het netsnoer los op een van de omvormerkaarten (vlakbij de paneel-07 plug-in) en start u deze opnieuw op. Als de abnormale indicator dan niet brandt, ligt de fout bij deze omvormer, anders ligt de fout bij een andere omvormer. Vervolgens kunnen zowel machines met één als twee inverters dezelfde methode gebruiken om problemen op te lossen. • Als de abnormale indicator nog steeds brandt, schakel dan de stroomtoevoer op de pilootboogkaart uit en koppel deze los (in de buurt van de ventilator VH-03 plug-in). Start het opnieuw: A. Als het abnormale indicatielampje nog steeds brandt, is de individuele FET op de MOS-kaart beschadigd. Zoek en vervang de FET van hetzelfde type. B. Als de abnormale indicator niet licht is, ligt de fout in de schade aan de boogontstekingskaart, de booster of de transformator. Vervang het. • Sluit het netsnoer van de defecte omvormer aan en koppel het netsnoer van de hoofdtransformator los. En start vervolgens de machine opnieuw op. A. Als de abnormale indicator uit is, bevindt de fout zich in het middenvlak. De middenvlaktransformator kan beschadigd raken en de brug kan worden gebruikt om de primaire inductie en de Q-waarde van elke hoofdtransformator te meten. B. De gelijkrichtbuis van de middenplaat kan afzonderlijk beschadigd raken. Zoek en vervang de gelijkrichterbuis van hetzelfde type. 4. Het feedbackcircuit is mogelijk defect. |
| De lasstroom is niet voldoende en de stroomaanpassing is uit de hand gelopen. | 1. De secundaire lijn is te lang of te dun, verkort de secundaire lijn zo veel mogelijk of vergroot de dwarsdoorsnede. 2. Als er een afstandsbedieningsapparaat aanwezig is, bevindt deze zich mogelijk in de afstandsbedieningsstatus. 3. Het is ook mogelijk dat de stroomregelpotentiometer beschadigd is. |
Conclusie
Kortom, de VEVOR Welder Manual biedt uitgebreide informatie over de veiligheidsmaatregelen en professionele lastechnieken die nodig zijn voor succesvol lassen met VEVOR-lasapparaten. Door de handleiding te volgen, kunt u uw veiligheid garanderen, ongelukken voorkomen en lasresultaten van hoge kwaliteit bereiken.
De technische gegevens in de handleiding kunnen u ook helpen de specificaties van elk VEVOR-lasapparaatmodel te begrijpen, zodat u het juiste exemplaar voor uw lasbehoeften kunt kiezen. Vergeet niet om altijd de veiligheidsrichtlijnen te volgen en de nodige voorzorgsmaatregelen te nemen bij het gebruik van een VEVOR-lasapparaat om een veilige en efficiënte laservaring te garanderen.



