




Ontgrendel het volledige potentieel van uw VEVOR CNC-freesmachine met onze uitgebreide producthandleiding. Speciaal ontworpen voor de 60W, 3 Axis GRBL Control Wood Engraving Carving Milling Machine Kit, behandelt deze handleiding alles wat u moet weten voor een efficiënte installatie, optimalisatie en probleemoplossing. Met een werkgebied van 300 x 200 x 60 mm (11.8 x 7.87 x 2.36 inch) en een snelheid van 1200 RPM, zorgt deze handleiding ervoor dat u nauwkeurig kunt werken op materialen zoals hout, acryl, MDF, PVC, plastic, schuim en vinyl.
Deze gedetailleerde handleiding begeleidt u stap voor stap bij het monteren en configureren van uw CNC-freesmachine. De handleiding bevat tips voor het optimaliseren van de prestaties en uitgebreid advies voor het oplossen van problemen. Het gebruiksvriendelijke ontwerp van de handleiding zorgt ervoor dat zelfs beginners gemakkelijk door het installatieproces kunnen navigeren. Tegelijkertijd vinden gevorderde gebruikers waardevolle inzichten om de mogelijkheden van hun machine te verbeteren.
Met duidelijke diagrammen, gedetailleerde uitleg en praktische tips is onze producthandleiding een onmisbare bron voor iedereen die het maximale uit zijn VEVOR CNC Router Machine wil halen. Download hem nu om ervoor te zorgen dat uw machine soepel en efficiënt werkt, uw investering maximaliseert en uw knutselprojecten verbetert.
Gebruikershandleiding voor CNC-freesmachines
MODEL: S3020
Belangrijke veiligheidsinstructies
waarschuwing:Om het risico op brandwonden, elektrocutie of persoonlijk letsel te verminderen!
ZAKEN DIE AANDACHT VEREIST
waarschuwing
- Draag een veiligheidsbril tijdens het gebruik van de machine, voor het geval uw ogen pijn doen.
- Voordat u het gereedschap vervangt, dient u de stroomtoevoer naar de machine los te koppelen om ongelukken te voorkomen.
- Haal de stekker uit het stopcontact wanneer u het apparaat niet gebruikt, voordat u onderdelen vervangt of er onderhoud aan pleegt.
- Haal de stekker uit het stopcontact wanneer u het apparaat monteert of demonteert.
- Wanneer een apparaat in de buurt van kinderen wordt gebruikt, is nauwlettend toezicht noodzakelijk.
- Forceer de eenheid niet om met overmatige druk te werken om te voorkomen dat de CNC-freesmachine vastloopt.
- Dompel kabels of apparaten niet onder in water, aangezien dit een elektrische schok kan veroorzaken.
- Dit apparaat is niet bedoeld voor gebruik door personen (inclusief kinderen) met verminderde lichamelijke, zintuiglijke of geestelijke vermogens of met een gebrek aan ervaring en kennis, tenzij zij onder toezicht staan of instructies hebben gekregen over het gebruik van het apparaat door een persoon die verantwoordelijk is voor hun veiligheid.
- Kinderen moeten onder toezicht staan om ervoor te zorgen dat ze niet met het apparaat spelen.
- Als het netsnoer of de stekker beschadigd is, moet deze worden vervangen door de fabrikant, diens serviceagent of een vergelijkbaar gekwalificeerd persoon om gevaar te voorkomen. U kunt dit apparaat ook niet gebruiken. Breng het terug naar de winkel voor onderhoud of reparatie door een professionele reparateur.
BEWAAR DEZE INSTRUCTIES
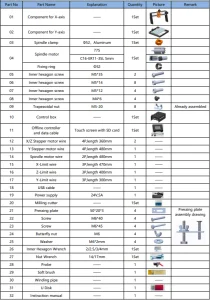
Onderdelenlijst voor CNC-freesmachines
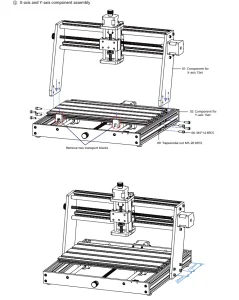
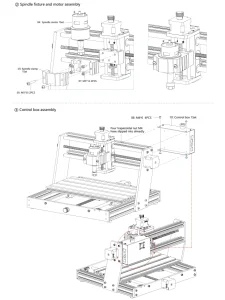
CNC-freesmachine-assemblage
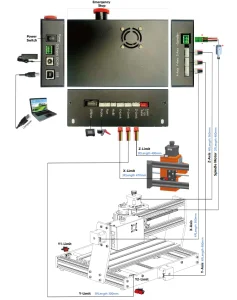
Instructies voor poorten op de controlebox
Kaarsensoftware
Candle is een GUI-applicatie voor GRBL-gebaseerde CNC-machines met een G-code visualizer. Het is open-source software die geschikt is voor CNC-bewerkingsmachines. Candle ondersteunt G-code bestandsverwerking en visuele weergavefuncties:
- Bestuur de GRBL-gebaseerde CNC-machine via consoleopdrachten, knoppen op het formulier en het numerieke toetsenbord.
- Bewaking van de status van de CNC-machine.
- Laad, bewerk, sla op en verstuur G-codebestanden naar de CNC-machine.
- G-codebestanden visualiseren.
Staten
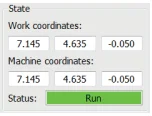
Werkcoördinaten:
Geeft de huidige lokale X-, Y- en Z-coördinaten van de CNC weer.
Machinecoördinaten:
Geeft de huidige absolute X-, Y- en Z-machinecoördinaten weer.
Een van de volgende CNC-statussen:
- Inactief – wachtend op een G-code-opdracht. Actief – een G-code-opdracht uitvoeren.
- Home – homingcyclus wordt uitgevoerd
- Controle – De G-code-opdrachtcontrolemodus is ingeschakeld
- Vasthouden – gepauzeerd door een “!” commando, moet opnieuw gestart worden door een “~” commando
- Alarm – CNC weet niet waar het is en blokkeert alle G-code commando's
Controleer:

Software die stappen gebruikt
Installeer de driver
Bij het eerste gebruik sluit u het apparaat via een USB-kabel aan op de computer en klikt u op het bestand CH341SER.exe in de drivermap om de driver te installeren.
Normaal gesproken herkent en installeert het Windows 10-systeem de driver automatisch. Voor Windows 7- en Windows 8-systemen raden we u aan deze handmatig te installeren.
Stel de poort en verbinding in.
Nadat u de driver hebt geïnstalleerd, opent u Apparaatbeheer op de computer en klikt u op de optie Poort. De inhoud van het rode vak op het scherm wordt weergegeven, zoals in de onderstaande afbeelding is weergegeven (de poortgegevens staan tussen haakjes).
Onthoud de hierboven gevraagde poortinformatie, ga naar de Candle-softwareinterface en klik op de optie 'Instellingen' in de linkerbovenhoek.
Selecteer de instelling en het instellingenvenster verschijnt. Selecteer onder 'Verbinding' de gewenste poortnaam, selecteer de baudrate 115200 en klik op 'OK' om de instellingen te voltooien.

Volledige verbinding
Nadat u de poort en baudrate hebt ingesteld, klikt u op Voltooien. De statusbalk rechtsboven in de Candle-interface toont 'Inactief'. Tegelijkertijd toont de console rechtsonder de onderstaande informatie, die aangeeft dat de verbinding succesvol tot stand is gebracht.
Documenten verwerken
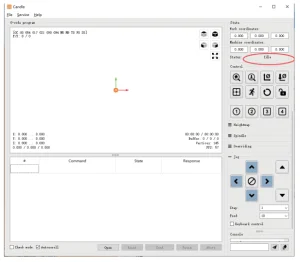
Klik bovenaan de kaars op de optie 'Bestand' en vervolgens op 'Nieuw' om G-code aan te maken. Klik in de opdrachtbalk onderaan de interface op 'Openen' om een G-codebestand te selecteren om te importeren. Na het importeren wordt in het midden van de interface een visuele grafiek weergegeven met gereedschapspaden (de positie van de penvormige grafiek in de grafiek is de huidige gereedschapspositie).
Houd de linkermuisknop in het visualisatievenster ingedrukt om de grafiek te roteren en de rechtermuisknop om te verplaatsen. Door met het middelste wieltje te scrollen, kunt u in- en uitzoomen. Tegelijkertijd wordt de inhoud van de G-code weergegeven in de onderste opdrachtbalk.
De machine zal tijdens de verwerking één voor één de G-code opdrachten uitvoeren.

Bevestiging, gereedschapsinstallatie en instellen van de werkcoördinatenoorsprong
Het armatuur in de productkit is niet gemonteerd. Er zijn in totaal vier sets. Het uiterlijk en gebruik van het gemonteerde armatuur worden weergegeven in de juiste afbeeldingen. Voordat u het G-codeprogramma start, moet u de positie van de graveerfiguur ten opzichte van de gehele graveerplaat bepalen.
Er is een drieassig coördinatensysteem in de visuele afbeeldingen. De oorsprong van het drieassige coördinatensysteem is het gereedschapsinstelpunt van de daadwerkelijke bewerkingsafbeelding. U kunt het gereedschap verplaatsen om de positie van de graveerafbeelding ten opzichte van de gehele graveerplaat te bepalen op basis van de positie van deze oorsprong. De graveerafbeelding in de onderstaande afbeelding dient als voorbeeld.

Nadat de geselecteerde gereedschapspositie is gestart, worden de X/Y- en Z-assen weer op nul gezet (de knoppen voor het op nul zetten van de X/Y- en Z-assen).
Voordat u de nulpositie instelt, moet u ervoor zorgen dat het gereedschap de afstand van één vel papier voor het graveren benadert. Zet vervolgens de X/Y- en Z-as weer op nul (gebruik een scherp mes met platte bodem bij het graveren en een cilindrische frees bij het bewerken van vlakken, sleuven en gaten). Het effect is dat de gebeeldhouwde figuur wordt gesneden met de punt van het mes als oorsprong.
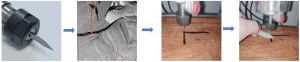
De ER11-spantang op de spindelmotor moet eerst in de vaste kop worden geklemd en vervolgens op zijn plaats worden gezet. Trek de spantang niet te ver uit tijdens het installeren van de frees, zoals weergegeven in de eerste afbeelding hieronder.
Begin met snijden
Nadat u de graveerpositie hebt gevonden, klikt u op de verzendknop hieronder. Het apparaat begint dan automatisch met graveren. De statusbalk rechtsboven geeft aan dat het apparaat actief is. Het visualisatievenster laat zien dat het gereedschap langs het gereedschapspad beweegt.
Tijdens het graveren kunt u de onderstaande pauze- en stopknoppen gebruiken. (Klik na het pauzeren nogmaals om door te gaan met het vorige graveren. Klik na het voltooien op Verzenden om de verwerking vanaf het begin te starten.)
Voltooide verwerking
Na de verwerking verschijnt in het visualisatievenster een melding dat het graveren is voltooid en hoeveel tijd er nodig is voor het graveren.

Offline controller (optioneel)
Note: De offline controller en de computer kunnen niet tegelijkertijd verbinding maken met de graveermachine. Zorg ervoor dat de USB-kabel van de machine en de computer losgekoppeld zijn wanneer u de offline controller gebruikt.
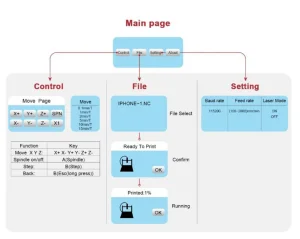
Hoofdpagina
Y-: rechts Y+: links Z+: Stuur $X naar het GRBL-moederbord om het te ontgrendelen.
OK/SPN: Bevestigingsknop.
Controlepagina
Verplaats elke as handmatig naar de gewenste positie. X+: De x-as beweegt in de juiste richting en de x- in de tegenovergestelde richting. Y+: De y-as beweegt vooruit, de y- in de tegenovergestelde richting. Z+: De z-as beweegt omhoog en de z- in de tegenovergestelde richting.
OK/SPN: Spiltestschakelaar, indrukken om de spil te openen (overeenkomend met SPN grijs op het scherm), nogmaals indrukken om de spil te sluiten (de overeenkomstige SPN op het scherm keert terug naar normaal). Lang indrukken om de pagina voor het wijzigen van de spilsnelheid te openen.
Op deze pagina staat Y+/Y voor de hoge/lage spilsnelheid. Druk lang op OK/SPN om de pagina voor het wijzigen van de spilsnelheid te verlaten.
Uitgang/STP:
Functie 1: Tik op elke asknop van XYZ om de bewegingsafstand telkens met 0.1, 1, 5 of 10 cycli te wijzigen.
Functie 2: Houd de knop ongeveer 2 seconden ingedrukt om af te sluiten.
Bestandspagina
Bestandslijst: Selecteer het te graveren bestand. Ondersteunende documenten zijn onder andere: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC. Y+: omhoog, Y-: omlaag.
OK/SPN: Bevestig de selectie en ga naar de bevestigingspagina voor het graveren.
Bevestig de graveerpagina
Controleer of het graveerbestand zonder fouten start.
OK/SPN: Bevestiging start, gereed om af te drukken wordt het voortgangspercentage, de pagina voor bestandsselectie wordt teruggestuurd nadat het graveren is voltooid.
Instellingenpagina:
X+/ X-: Baudsnelheid wijzigen; Y+/Y-: Voedingssnelheid wijzigen met ±100/Klik; Z+/Z-: Voedingssnelheid wijzigen met ±10/Klik; OK/SPN: Lasermodus AAN/UIT wijzigen
Herstel naar fabrieksinstellingen
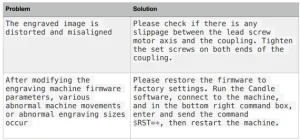
Als de mechanische beweging van de machine soepel verloopt, maar de graveerbeweging vast lijkt te zitten of de stappenmotor niet beweegt, probeer dan de fabrieksinstellingen van het moederbord te herstellen.
Methode: voer de Candle-software uit, stuur de opdracht $RST=* naar de machine en start de machine opnieuw op.
Reparatiehandleiding voor CNC-freesmachines

Aanbevolen voor uw project
VEVOR CNC-freesmachine, 60 W, 3-assige GRBL-besturingshandleiding




Reviews
Er zijn nog geen Beoordelingen.