
אם אתם מחפשים ללמוד כיצד להשתמש במכונת רתכת VEVOR או פשוט צריכים לרענן את הידע שלכם בנוגע לאמצעי הזהירות והטכניקות המקצועיות הכרוכות בכך, מדריך הרתכת VEVOR הוא משאב רב ערך.
במדריך למשתמש זה, נסקור את אמצעי הזהירות ואת טכניקות הריתוך המקצועיות הנחוצות כדי להבטיח את הצלחתכם בריתוך. בנוסף, נספק לכם גרסת PDF של המדריך, שתקל עליכם לגשת ולהפנות למידע הדרוש לכם. אז בואו נתחיל!

זוהי ההוראה המקורית, אנא קרא את כל ההוראות הידניות בעיון לפני ההפעלה. VEVOR שומרת לעצמה פרשנות ברורה למדריך למשתמש שלנו. מראה המוצר יהיה כפוף למוצר שקיבלת. אנא סלח לנו שלא נודיע לך שוב אם יש עדכוני טכנולוגיה או תוכנה במוצר שלנו.
תוכן העניינים
הצהרת תאימות
החברה מבטיחה חגיגית:
המוצרים הנמכרים על ידי חברתנו מובטחים לשנה מיום הרכישה.
אנא קראו והבינו מדריך זה בעיון לפני ההתקנה וההפעלה של מכונה זו.
- התוכן של מדריך זה עשוי להשתנות ללא הודעה מוקדמת.
- ייתכנו כמה אי דיוקים במדריך זה, למרות שהוא נבדק בקפידה.
אם כן, אנא התייעצו איתנו.
בטיחות
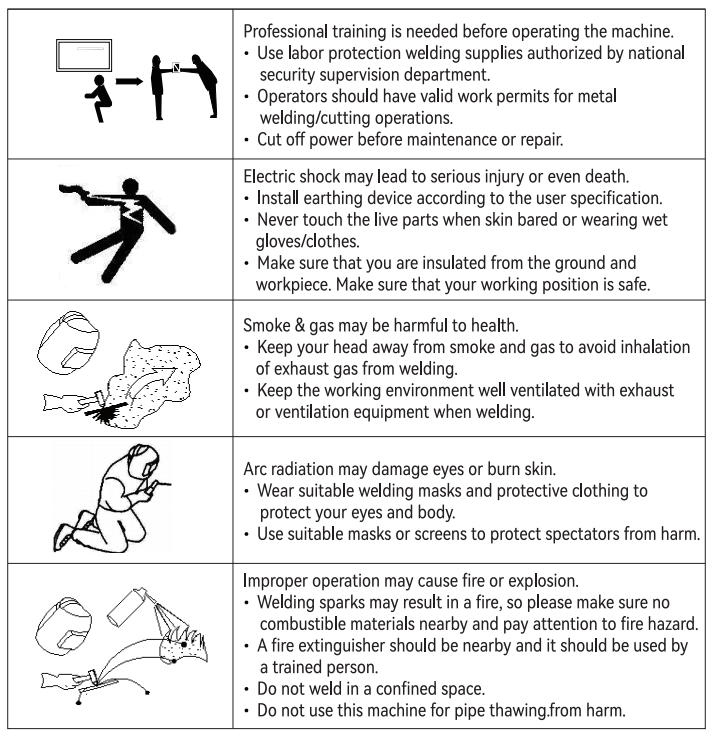
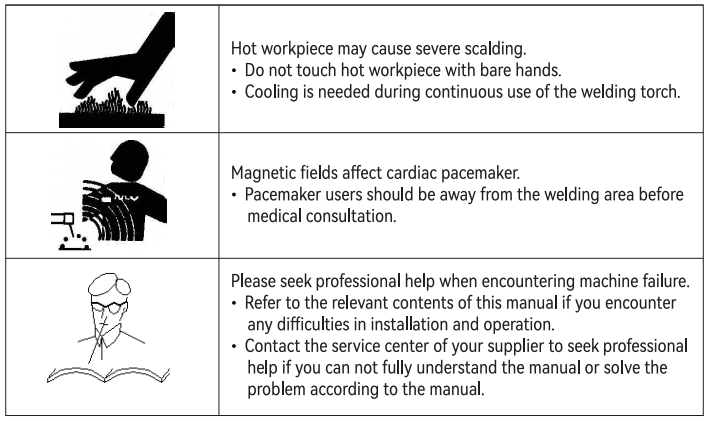
ריתוך מסוכן ועלול לגרום נזק לך ולאחרים, לכן יש להצטייד באמצעי הגנה טובים בעת הריתוך.
לפרטים, אנא עיינו בהנחיות הבטיחות של היצרן למניעת תאונות.
הקדמה קצרה של העיקרון
סדרת ריתוך קשת ארגון היא מכונת ריתוך אינוורטר המיוצרת בטכנולוגיית אינוורטר מתקדמת. זוהי סדרת מוצרים בוגרת ויציבה יותר.
הוא משתמש בטכנולוגיית אפנון רוחב פולס (PWM) ובמכשיר מיתוג IGBT בעל הספק גבוה כדי ליישר את תדר החשמל 50 הרץ/60 הרץ לזרם ישר, ולאחר מכן להפוך אותו לתדר גבוה (התדר יכול להגיע מעל 100 קילו-הרץ) ולאחר מכן ליישור מוריד. באמצעות פלט טכנולוגיית אפנון רוחב פולס (PWM), ניתן להשתמש בו כספק כוח DC בעל הספק גבוה לריתוך. הודות לטכנולוגיית ממיר ספק כוח מיתוג, משקל ונפח מכונת הריתוך מופחתים באופן משמעותי, ויעילות ההמרה של המכונה כולה גדלה ביותר מ-30%.
כאשר משתמשים בו בריתוך קשת ידני, לרתכת יש מאפייני זרם קבוע ובקרת דחף קשת.
כלומר, יש לו מאפיין זרם קבוע תחת מתח קשת רגיל. כך שזרם הריתוך אינו משתנה עם אורך הקשת כדי להבטיח ריתוך יציב.
כאשר אורך הקשת קצר מדי ומתח הקשת נמוך מדי, הזרם יכול לעלות עם הירידה במתח הקשת. על מנת לקדם את ההתאוששות האוטומטית של אורך הקשת (מה שנקרא דחף קשת), הדחף ניתן לכוונון עצמאי. כאשר מתח הקשת קטן מדי כדי לשמור על הקשת, המאפיין החיצוני משתנה למאפיין ירידה תלולה כדי למנוע זרם מוגזם הנגרם מקצר חשמלי.
המאפיין החיצוני של ריתוך קשת ארגון הוא זרם קבוע, ולכן זרם הריתוך אינו משתנה עם אורך הקשת, והזרם יציב מאוד.
התקנה
בעת שימוש בכבל יציאה ארוך יותר, כדי להפחית את ירידת המתח, מומלץ להשתמש בכבל בעל חתך רוחב גדול יותר. אם כבל מבער הריתוך ארוך מדי, ההתנגדות הפנימית שלו תפחית את מתח היציאה של הציוד, דבר שעשוי להשפיע יותר על ביצועי מכונת הריתוך.
ביצועי קשת התדר הגבוה נחלשים או שהמערכת אינה יכולה לפעול כרגיל. לכן אנו ממליצים להשתמש בכבל באורך המומלץ.
חבר חיווט
1. חיבור כבל הקלט
• כל מכונת ריתוך TIG מצוידת בכבל חשמל. הוא משמש לחיבור לספק חשמל בעל מתח כניסה נדרש.
• יש לחבר היטב את כבל החשמל למתג ההפעלה או למחבר הכבל כדי למנוע חמצון אפשרי.
• השתמשו במולטימטר כדי לבדוק האם המתח משתנה בטווח הנתון.
2. חיבור כבל יציאה (Pure) ריתוך בקשת ארגון (TIG)
• חיבור מבער ריתוך בקשת ארגון. התקן את המחבר המשולב גז-חשמלי של מבער הריתוך לממשק המתאים בלוח מכונת הריתוך, והדק אותו על ידי סיבובו בכיוון השעון.
• התקן את תקע התעופה לממשק המתאים בלוח מכונת הריתוך, והדק אותו על ידי סיבובו בכיוון השעון.
• הכנס את התקע המהיר של כבל האופניים לשקע המהיר עם הקוטביות "+" בלוח מכונת הריתוך, והדק אותו על ידי סיבוב עם כיוון השעון. לאחר מכן הדק את חומר העבודה עם חוט הארקה.
3. התחבר לגז
חברו את צינור גז הארגון בחוזקה לפיית הנחושת בחלק האחורי של המכונה. נתיב אספקת האוויר צריך לכלול בלון גז, מד זרימת ארגון וקנה נשימה. יש לחבר את חלק החיבור של קנה הנשימה באמצעות מלחציים או חפצים אחרים כדי למנוע דליפה וחדירת אוויר. פעולות אלו ישפיעו על אפקט ההגנה של חיבורי ההלחמה.
השתמש בחוט בעל שטח חתך מוליך של לא פחות מ-4 מ"מ כדי להאריק את השלדה. השיטה היא לחבר חוט לאדמה מבורג ההארקה בגב הרתכת כדי למנוע חשמל סטטי או דליפה.
4. פונקציית MMA ו-TIG
חברו כפי שנכתב לעיל במהלך ריתוך ארגון (TIG). בעת ריתוך MMA, שימו לב לפרטים הבאים.
• כל מכונת ריתוך מצוידת בזוג תקעים מהירים. חברו את כבל מחזיק האלקטרודה לתקע המהיר -, ואת כבל מהדק הארקה לתקע המהיר "+". שימו לב להדק אותם בעזרת מפתח משושה פנימי. ודאו שהכבל המשני (חוט המחזיק וחוט הארקה) יהיה במגע טוב עם התקע המהיר.
חלק מהרתכים הזניחו זאת ושרפו את הפקק המהיר.
• לאחר הכנסת התקע המהיר לשקע המהיר, הדקו אותו כדי להבטיח מגע טוב. אחרת, כאשר זרם העבודה גבוה, התקע והשקע יישרפו לאחר עבודה ממושכת.
5. פונקציה
• חברו את אקדח הניקוי בצורה נכונה. התקינו את מחבר אקדח הניקוי לממשק האקדח המתאים בלוח מכונת הריתוך, והדקו אותו על ידי סיבובו בכיוון השעון.
• הכנס את תקע המהיר של כבל הארקה לשקע המהיר עם הקוטביות "+" בלוח מכונת הריתוך, והדק אותו על ידי סיבוב עם כיוון השעון. הדק את חומר העבודה בעזרת מהדק הארקה בקצה השני.
יש להקדיש תשומת לב רצינית לאלקטרודה של החוט. בדרך כלל, לציוד ריתוך DC יש שני מצבי חיבור:
• חיבור חיובי: חבר את מחזיק האלקטרודה ל-"-", תוך חיבור חומר העבודה ל-"+";
• חיבור שלילי: חבר את חומר העבודה ל- "-", בעוד שחבר את מחזיק האלקטרודה ל- "+".
פעולה
מתג ראשי
• הפעילו את מתג ההפעלה בפאנל האחורי והעבירו את מתג ההפעלה למצב "ON". בשלב זה, התצוגה הדיגיטלית נדלקת והמאוורר בתוך המכונה יתחיל להסתובב.
בחר במצב "TIG"/"MMA"/"CLEAN" באמצעות כפתור הבחירה.
מתג הבחירה יכול לממש את ההמרה של TIG ו-MMA.
1. פעולת ריתוך TIG
• לחץ על הלחצן כדי להדליק את נורית ריתוך קשת הארגון (TIG).
• פתחו את השסתום של גליל הארגון והתאם את מד הזרימה לקצב הזרימה הנדרש.
• לאחר לחיצה על הכפתור של לפיד הריתוך, שסתום הסולנואיד מתחיל לפעול, וגז ארגון מתחיל לצאת.
• בחר את זרם הריתוך בהתאם לעובי של חלק העבודה.
• המרחק בין אלקטרודת הטונגסטן של לפיד הריתוך לבין חלק העבודה הוא 2-4 מ"מ. לחץ על הלחצן של לפיד הריתוך. לאחר הצתת הקשת, קול הפריקה של הצתת הקשת בתדר גבוה במכונה נעלם מיד, והוא יכול לעבוד בשלב זה.
2. פעולת ריתוך MMA
• לחץ על הלחצן כדי להדליק את נורית ריתוך MMA (MMA).
• בחר את זרם הריתוך בהתאם לעובי של חלק העבודה.
3. פעולת פונקציית הניקוי
• לחץ על הלחצן כדי להדליק את נורית הניקוי (נקי).
• בחר את זרם המוצא בהתאם לצרכי הניקוי.
4. נורית חיווי OC
כאשר המחוון דולק, משמעות הדבר היא שהמכשיר נכנס למצב הגנה עקב טמפרטורה גבוהה מדי.
וטמפרטורה גבוהה נגרמת עקב עומס יתר, זרם יתר או סיבות אחרות. כאשר הזרם היתר ועומס היתר נעלמים, הציוד מתחיל לפעול שוב כרגיל.
5. מד זרם תצוגה דיגיטלי
התצוגה הדיגיטלית מציגה את ערך זרם הריתוך.
6. רגולציה שוטפת
עבור מכונת TIG עם פולסים, נוריות הריתוך הנקודתי (Spot) והפולס (Pulse) נכבות כאשר מצב "MMA" או "Clean" נבחר.
בחר את זרם הפלט בהתאם לצרכים שלך.
7. רגולציה שוטפת
עבור מכונת TIG עם פולסים, נוריות הריתוך הנקודתי (Spot) והפולס (Pulse) נכבות כאשר מצב "MMA" או "Clean" נבחר.
בחר את זרם הפלט בהתאם לצרכים שלך.
(2T/4T) מתג בחירה (הוסף פונקציה זו בהתאם לדרישות הלקוח)
בחר את מצב הריתוך הרצוי (2T/4T) במצב ריתוך בקשת ארגון. הוראות ההפעלה הן כדלקמן:
• כוונן את זרם הריתוך בהתאם לתהליך הריתוך הנדרש. במצב 2T, קבע את המרחק בין אלקטרודת הטונגסטן של מבער הריתוך לבין חומר העבודה ל-2-4 מ"מ. לחץ על מתג המבער, והקשת תידלק ותוכל להתחיל לרתך. שחרר את מתג הריתוך הידני כדי לסגור את הקשת ולהפסיק את הריתוך.
• במצב 4T, ניתן ללחוץ על מתג המבער כדי להצית את הקשת. כאשר משחררים את מתג הריתוך הידני, הריתוך נמשך. לאחר מכן, לחצו שוב על מתג הריתוך הידני, והזרם יירד באיטיות עד סוף הקשת.
בשלב זה, שחררו את מתג ההפעלה הידני, ומכונת הריתוך תפסיק לפעול.
התאמת זמן טרום אוויר (Pre Flow)
טרום אוויר הוא הזמן מאספקת האוויר לקשתות. זמן זה יכול להיות מותאם בין 0 ל-1 שניות.
התאמת זמן לאחר אוויר (Post Flow)
לאחר אוויר פירושו הזמן מעצירת הקשת ועד לניתוק אספקת האוויר. זמן זה יכול להיות מותאם מ-1 עד 10 שניות.
בחר את הפונקציה "דופק".
• בחר את "TIG" והדלק את האור
• לאחר מכן בחר באפשרות "Pulse" והדלק את האור.
התאמת תדר הדופק "תדר הדופק" (ראה את העקומה הנוכחית למטה)
כוונון זרם בסיס "מגבר בסיס"
• ניתן לכוונן את זרם הבסיס רק במצב פולס. בחר "פולס" ובחר את זרם הבסיס המתאים בהתאם לעובי חומר העבודה.
התאמת מחזור עבודה "שיא בזמן"
• כוונן את זמן השהייה של זרם השיא.
פאנל קדמי/אחורי
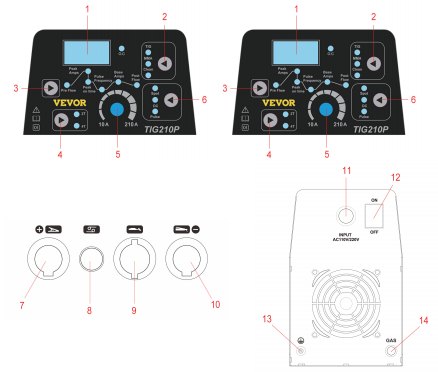
1. תצוגה דיגיטלית 8. חיבור מתג לפיד
2. מצב עבודה TIG, MMA, CLEAN 9. התקנת מבער חיתוך
3. קדם-זרימה, זרם ריתוך, מצב זרימה לאחר ריתוך 10. שקע שלילי
4. כפתור פונקציה 2T/4T 11. כבל חשמל קלט
5. כפתור כוונון 12. מתג הפעלה
6. מצב SPOT, DC, PULSE 13. בורג הארקה
7. חבר את מהדק הארקה 14. מחבר צינור גז
פרמטרים עיקריים
| פריט | TIG 155 A | TIG 210 A | TIG 210 P |
| מתח חשמל (v | AC 110V ± 10% | זרם חילופין 110V±10 | AC110V±10 |
| תדר (הרץ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| קיבולת קלט מדורגת (KVA) | 3.8 | 7.1 | 7.1 |
| קיבולת גנרטור (קילוואט) | 2.3 | 4.2 | 4.2 |
| זרם קלט מדורג (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| טווח זרם יציאה (אמפר) | 30-155 | 30-210 | 30-210 |
| טווח זרם יציאה (אמפר) | 10-155 | 10-210 | 10-210 |
| מתח ללא עומס מדורג (v | 60 | 60 | 60 |
| מחזור עבודה (%) | 30% | 30% | 30% |
| כיתת בידוד | F | F | F |
| מעמד הגנה | IP21 | IP21 | IP21 |
| משקל מכונה (ק"ג) | 4.9 | 5.4 | 5.4 |
| גודל מכונה (מ"מ) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| פלט USB | / | 5V | / |
| קבצים מצורפים ראשוניים | 1. אקדח ריתוך QQ3.66 באורך 150 מטר (כולל | 1. אקדח ריתוך WP-26 | 1. מבער ריתוך WP-26 עם פתח זכוכית עדינה, (אורך = 4 מטר כולל פתחים) |
| טווח קוטר חוט ישים | <3.2 | <3.2 | <3.2 |
בעיות אפשריות
התופעות המפורטות כאן עשויות להיות קשורות לאביזרים, לגזים, לגורמים סביבתיים ולתנאי אספקת החשמל. אנא נסה לשפר את הסביבה כדי להימנע ממצבים אלו.
מפרקי הלחמה שחורים
מקרים כאלה מצביעים על כך שמפרקי ההלחמה אינם מוגנים ביעילות והם מחומצנים. אתה יכול לבצע את הבדיקות הבאות.
• ודא שהשסתום של בלון הארגון פתוח והלחץ מספיק. אם הלחץ בלון נמוך מ-0.5MPa, מלא את הבלון מחדש.
• בדקו האם זרימת הארגון מחוברת ויש לה זרימה מספקת. כדי לחסוך בגז, ניתן לבחור קצבי זרימה שונים עבור תנאי זרם ריתוך שונים. אך קצב זרימה איטי מדי עלול לגרום לגז מגן לא מספק שיכול לכסות את חיבורי ההלחמה. לא משנה כמה קטן הזרם, אנו ממליצים לא להפחית את קצב זרימת הארגון מ-5 ליטר/דקה.
• הדרך הפשוטה ביותר לבדוק אם יש גז החוצה היא למשש את פיה של מבער הריתוך, כדי לבדוק אם נתיב הגז של מבער הריתוך חסום.
• איטום גז לקוי או טוהר גז נמוך יגרמו גם הם לבעיות באיכות הריתוך.
• אם יש זרימת אוויר חזקה בסביבה, הדבר עלול להוביל גם להידרדרות באיכות הריתוך.
• מחזור העבודה נמוך מדי.
קשה להתחיל את הקשת, וקל לשבור את הקשת:
• ודאו שאלקטרודות הטונגסטן בהן אתם משתמשים הן באיכות טובה. קיבולת הפריקה של אלקטרודת טונגסטן ירודה עשויה לא לעמוד בדרישה.
• אלקטרודת טונגסטן לא מחודדת אינה קלה ליצירת קשת ועלולה לגרום לחוסר יציבות בקשת.
הזרם אינו יכול להישאר יציב במהלך השימוש במכונת הריתוך:
מצב זה עשוי להיות קשור לגורמים הבאים:
• שינוי מתח הרשת.
• הפרעות חמורות מרשת החשמל או מציוד חשמלי אחר.
זהירות
סביבה
• יש לבצע את פעולת הריתוך בסביבה יבשה יחסית, ולחות האוויר בדרך כלל לא תעלה על 90%.
• טמפרטורת הסביבה צריכה להיות בין -10°C ל-40°C.
• הימנעו מריתוך בשמש או בגשם, ואל תתנו למים או לגשם לחלחל למכונת הריתוך.
• הימנעו מריתוך בסביבה מאובקת או קורוזיבית של גז.
• הימנעו מריתוך עם גז מוגן בתנאי זרימת אוויר חזקה.
נקודות בטיחות
מכונת הריתוך TIG הותקנה עם מעגלי הגנה מפני מתח יתר, זרם יתר וחימום יתר. כאשר מתח הרשת, זרם המוצא או הטמפרטורה הפנימית חורגים מהסטנדרט שנקבע, מכונת הריתוך תפסיק לפעול באופן אוטומטי. עם זאת, שימוש יתר (כגון מתח מוגזם) עדיין יגרום נזק למכונת הריתוך. לכן, יש לשים לב לנקודות הבאות.
הקפידו על אוורור טוב
מכונת ריתוך זו היא מכונת ריתוך תעשייתית. זרם עבודה גדול ייווצר במהלך הפעולה, ואוורור טבעי אינו יכול לעמוד בדרישות הקירור. לכן, שני מאווררים מותקנים בפנים, שיכולים למעשה לקרר את הרתך ולגרום לו לעבוד בצורה חלקה.
על המשתמשים לוודא שאזורי האוורור אינם מכוסים או חסומים. המרחק בין הרתך לאובייקטים שמסביב לא צריך להיות פחות מ-0.3 מטר. המשתמשים צריכים תמיד לשים לב לשמירה על אוורור טוב, כי זה תורם לפעולת הרתך.
לאסור עומס יתר
על המשתמש לזכור להקפיד על זרם העומס המרבי המותר (יחסית למשך העומס הניתן לבחירה) בכל עת כדי לשמור על זרם הריתוך לא יעלה על זרם העומס המרבי המותר.
עומס יתר של זרם יקצר משמעותית את חיי מכונת הריתוך, ואף עלול לשרוף אותה.
לאסור מתח יתר
מתח אספקת החשמל מופיע בטבלת "פרמטרי ביצועים עיקריים". בנסיבות רגילות, מעגל פיצוי המתח האוטומטי במכונת הריתוך ישמור על זרם הריתוך בטווח המותר. אם מתח אספקת החשמל עולה על הערך המותר, מכונת הריתוך תיפגע. על המשתמש להיות מודע לחלוטין למצב זה ולנקוט באמצעי מניעה מתאימים.
• בגב כל רתכת ישנם ברגי הארקה וסימני הארקה מתאימים. יש לבחור כבלים בעלי חתך רוחב גדול מ-4 מ"מ מרובע לפני השימוש. יש להאריק את מעטפת הרתכת כדי למנוע תאונות הנגרמות מחשמל סטטי או דליפה.
• אם מכונת הרתכת פועלת בעומס העולה על קצב רציפות העומס הסטנדרטי, היא עלולה להיכנס לפתע למצב מוגן ולהפסיק לעבוד. משמעות הדבר היא שההתחממות יתר מפעילה את מתג בקרת הטמפרטורה, כך שמכונת הריתוך מפסיקה לפעול. נורית החיווי האדומה בלוח הקדמי תידלק. במקרה זה, אין צורך לנתק את החשמל מכיוון שמאוורר הקירור יכול לפעול כדי לקרר את מכונת הרתכת. כאשר נורית החיווי האדומה כבה, הטמפרטורה יורדת לטווח הסטנדרטי, וניתן לחדש את הריתוך.
תחזוקה
• אזהרת בטיחות: כל עבודות התחזוקה והתיקון חייבות להתבצע כאשר אספקת החשמל מנותקת לחלוטין.
אנא ודא שתקע החשמל מנותק לפני פתיחת המכונה.
• בדקו באופן קבוע את חיבור המעגל הפנימי של מכונת הריתוך כדי לוודא שהחיווט תקין ושהחיבור יציב (במיוחד החיבור או הרכיב המוכנס). אם נמצאו חלודה או רכיבים רופפים, הסירו את שכבת החלודה או סרט התחמוצת בעזרת נייר זכוכית והדקו אותה שוב.
• כאשר המכונה מופעלת, הרחיקו את הידיים, השיער והכלים שלכם מהחלקים החיים במכונה, כגון מאווררים פנימיים. הימנעו מפציעה או נזק מהמכונה.
• יש לנקות את האבק באופן קבוע בעזרת אוויר דחוס יבש ונקי. אם מכונת הריתוך נמצאת בשימוש בסביבה עם עשן כבד וזיהום אוויר חמור, יש לנקות את מכונת הריתוך מאבק מדי יום.
• לחץ האוויר הדחוס צריך להיות ברמה סבירה כדי למנוע נזק לחלקים הקטנים במכונת הרתכת.
• יש למנוע חדירת מים או אדים למכונת הריתוך. במקרה כזה, יש לייבש את פנים הרתכת.
לאחר מכן, יש להשתמש במד כדי למדוד את הבידוד של מכונת הריתוך (הבידוד בין נקודות החיבור והבידוד בין נקודות החיבור למארז). רק כאשר אין מצב חריג ניתן להמשיך בעבודת הריתוך.
• אם לא נעשה שימוש במכשיר הרתכת במשך זמן רב, יש להחזירו לקופסת האריזה המקורית ולאחסן אותו בסביבה יבשה.
פתרון תקלות
הערה: הפעולות הבאות דורשות מומחיות חשמל נאותה וידע מקיף בתחום הבטיחות.
על המפעיל להיות בעל הסמכות תקפות המוכיחות את כשירותו וידיעותיו.
| תופעות | פתרון |
| מחוון המתח אינו נדלק, המאוורר אינו מסתובב ואין יציאת ריתוך. | 1. מתג ההפעלה מקולקל. 2. אשר אם לרשת החשמל המחוברת לכבל הכניסה יש חשמל. 3. אשר אם יש מעגל פתוח כלשהו בכבל הקלט. |
| מחוון מתג ההפעלה דולק, אך המאוורר אינו מסתובב או מסתובב מספר פעמים ומפסיק להסתובב, ואין פלט ריתוך. | 1. ייתכן שהמסוף בכניסה מחובר באופן שגוי לספק הכוח 380V, מה שמוביל להפעלת מעגל ההגנה מפני מתח יתר. החלף את ספק הכוח 220V והפעל מחדש את המכונה. 2. ספק הכוח 220V אינו יציב (קו הקלט דק מדי וארוך מדי) או שקו הקלט מחובר לרשת החשמל, מה שגורם לאתחול מעגל ההגנה מפני מתח יתר. תופעה זו תיעלם תוך 2-3 דקות על ידי הגדלת קוטר חוט הקלט של רשת החשמל או חיזוק צומת הקלט. כאשר הוא חוזר למצב רגיל, הפעל אותו מחדש. 3. הפעלה וכיבוי רציפים של מתג ההפעלה למשך זמן קצר גורמות להפעלה של מעגל הגנת מתח יתר. כבו את מתג ההפעלה והמתנו 2-3 דקות לפני הפעלה מחדש. 4. החוט בין המתג ללוח החשמל רופף. הדקו אותו. 5. ממסר 24V במעגל הראשי בלוח אספקת החשמל אינו סגור או פגום. בדוק את ספק הכוח 24V ואת הממסר. אם הממסר פגום, ניתן להחליפו במפסקים אחרים מאותו דגם. |
| מחוון מתג ההפעלה דולק, אך המאוורר אינו מסתובב או מסתובב מספר פעמים ומפסיק להסתובב, ואין פלט ריתוך. | 1. באמצעות רב-מודד למדידת המתח החיובי והשלילי של תקע VH-07 מלוח אספקת החשמל ללוח MOS הוא בערך DC308V. • האם חוט החיבור של גשר הסיליקון מנותק, והאם המגע גרוע. • הקבלים האלקטרוליטיים הגדולים בלוח אספקת החשמל עלולים לדלוף. החלף אותו. 2. לספק כוח העזר בלוח MOS יש נורית חיווי ירוקה. אם האור כבוי, ספק כוח העזר אינו פועל. מצא את נקודת התקלה. 3. בדוק את המגע הלקוי של חוטי חיבור שונים במכונה. 4. יש לברר בעיות במעגלי בקרה בזמן או לפנות לסוחרים. 5. חוט הבקרה על אקדח הריתוך שבור. |
| נורית החיווי החריגה אינה דולקת. יש צליל "רשרוש" של פריקה בתדר גבוה, ואין פלט ריתוך. | 1. כבל הלפיד שבור. 2. חוט ההארקה שבור או לא מחובר לחומר הריתוך. 3. החיבור בין מסוף הפלט החיובי או מסוף פלט הגז של לפיד הריתוך לבין המכונה רופף. |
| נורית חיווי חריגה לא נדלקת. אין קול רשרוש של פריקה בתדר גבוה, וניתן להתחיל בריתוך קשת. | 1. החוט הראשי של שנאי ההצתה בקשת נמצא במגע גרוע עם לוח החשמל. הדקו אותו. 2. ייתכן שקצה מבער הריתוך TIG מתחמצן או שהפיה רחוקה מחומר העבודה. טיפול: יש להסיר את שכבת התחמוצת של אלקטרודת הפיה או לשנות את המרחק בין הפיה לחומר העבודה ל-1 מ"מ. 3. מתג ההעברה הידני של ריתוך ארגון פגום; החלף אותו. 4. רכיבים בודדים של מעגל ההצתה של קשת בתדר גבוה פגומים; יש לאתר ולהחליף אותם. |
| נורית חיווי חריגה דולקת, אין פלט. | 1. ייתכן שמדובר בהגנה מפני זרם יתר. אנא כבה את המכשיר והפעל אותו מחדש עד שהמחוון החריג כבוי. 2. ייתכן שישנה הגנה מפני התחממות יתר ואין צורך לעצור את המכונה. המתן 2-3 דקות עד שהמכונה תחזור לתפקוד רגיל (למכונת ריתוך בקשת ארגון טהור אין פונקציית הגנה מפני התחממות יתר). 3. ייתכן שמעגל המהפך פגום, נא לנתק את תקע החשמל של השנאי הראשי בלוח ה-MOS (ליד תוסף המאוורר VH-07) והפעל אותו מחדש: • אם המחוון החריג עדיין דולק, כבה את המכונה ולאחר מכן נתק את תקע אספקת החשמל של ספק הכוח להצתת קשת בתדר גבוה (ליד חיבור המאוורר VH-03) והפעל אותו מחדש: א. אם נורית החיווי הלא תקינה עדיין דולקת, ה-FET הבודד בלוח ה-MOS פגום. מצא והחלף FET מאותו סוג. ב. אם המחוון החריג כבוי, השנאי המוגבר במעגל הקשת בתדר הגבוה בלוח אספקת החשמל נשבר. החלף אותו. • אם המחוון החריג כבוי: א. ייתכן ששנאי הלוח האמצעי פגום, וניתן להשתמש בגשר כדי למדוד את ההשראות הראשונית ואת ערך ה-Q של השנאי הראשי. L=0.9-1.6mH Q>35 ערך ה-Q של ההשראות קטן מאוד ויש להחליפו. ב. ייתכן שצינור המיישר המשני של השנאי מקולקל. מצא והחלף את צינור המיישר מאותו סוג. ייתכן שמעגל המשוב מקולקל. 4. מעגל המשוב עלול להיות מקולקל. |
| זרם המוצא אינו יציב או שאין בו בקרת פוטנציומטר במהלך הריתוך, והזרם לפעמים גדול ולפעמים קטן. | 1. יש להחליף את הפוטנציומטר 1K אם הוא פגום. 2. צריך לבדוק כל מיני חיבורים לקויים, במיוחד מחברים. |
| לריתוך קשת ידני יש ניתזים גדולים וקשה לשרוף אלקטרודות אלקליות. | 1. אם הקוטביות שגויה, הפוך את הקוטביות של חוט ההארקה וחוט הידית. |
| המאוורר אינו מסתובב, למד הדיגיטלי אין תצוגה, ואין פלט ריתוך. | 1. ודא שמתג האוויר תקין או סגור. 2. ודא שיש חשמל ברשת החשמל המחוברת לכבל הפלט. 3. התרמיסטור (ארבעה) בלוח אספקת החשמל פגום (מצב זה נגרם בדרך כלל כתוצאה מכשל בממסר DC24V או ממגע לקוי של המגעים). 4. לוח ספק הכוח (הלוח התחתון) נכשל ואין פלט מתח DC537V. • גשר הסיליקון פתוח, ומגע החוט של תקע גשר הסיליקון גרוע. • חלק מלוח החשמל שרוף. • בדקו האם כבל התיקון ממתג האוויר ללוח החשמל, וכבל התיקון מלוח החשמל ללוח ה-MOS (לוח אינוורטר) נמצאים בקשר תקין. • חלק ספק הכוח העזר של לוח הבקרה פגום. |
| המאוורר מסתובב, ונורית החיווי הלא תקינה אינה נדלקת. אין צליל רשרוש של פריקה בתדר גבוה, ולא ניתן להפעיל את הקשת גם אם משפשפים אותה. | 1. בדוק אם חוטי התיקון השונים במכונה נמצאים במגע רע. 2. אם יש בעיה במעגל הבקרה, גלה את הסיבה בזמן או פנה למשווק. 3. חוט הבקרה על לפיד הריתוך שבור. |
| נורית החיווי הלא תקינה דולקת ואין פלט. | 1. כבל הלפיד שבור. 2. חוט ההארקה שבור או לא מחובר לחומר הריתוך. 3. החיבור בין מסוף הפלט החיובי או מסוף פלט הגז של לפיד הריתוך לבין המכונה רופף. |
| נורית החיווי הלא תקינה אינה נדלקת. יש רשרוש של פריקה בתדר גבוה, אך אין פלט ריתוך. | 1. החוט הראשי של שנאי הצתת הקשת נמצא במגע רע עם לוחית ההצתה של הקשת. הדקו אותו. 2. ייתכן שקצה מבער הריתוך TIG מתחמצן, או שהפיה רחוקה מחומר העבודה. טיפול: הסירו את שכבת התחמוצת של אלקטרודת הפיה, או שנו את המרחק בין הפיה לחומר העבודה ל-1 מ"מ. וניתן יהיה לבצע ריתוך קשת. 3. מתג העברת ריתוך ארגון לריתוך ידני פגום. החלף אותו. 4. רכיבים בודדים של מעגל הצתה של קשת בתדר גבוה פגומים. מצא והחלף אותם. |
| נורית החיווי הלא תקינה דולקת ואין פלט. | 1. ייתכן שמדובר בהגנה מפני זרם יתר. אנא כבה את המכשיר והפעל אותו מחדש לאחר שהמחוון החריג כבוי. 2. ייתכן שמדובר בהגנה מפני התחממות יתר, והמכונה יכולה לחזור לקדמותה מבלי לכבות למשך 2-3 דקות. 3. ייתכן שהמהפך או לוח ההצתה תקולים: אם מדובר במהפך כפול, נתק את תקע כבל החשמל באחד מלוחות המהפך (ליד תוסף פאנל-07) והפעל אותו מחדש. לאחר מכן, אם המחוון החריג אינו דולק, התקלה היא במהפך זה, אחרת התקלה היא במהפך אחר. בשלב הבא, גם מכונות מהפך בודד וגם מכונות מהפך כפול יכולות להשתמש באותה שיטה לפתרון בעיות. • אם המחוון החריג עדיין דולק, כבה ונתק את ספק הכוח בלוח קשת הפיילוט (ליד חיבור המאוורר VH-03). הפעל אותו מחדש: א. אם נורית החיווי החריגה עדיין דולקת, ה-FET הבודד בלוח MOS פגום. מצא והחלף את ה-FET מאותו סוג. ב. אם המחוון החריג אינו אור, התקלה נעוצה בנזק של לוח ההצתה בקשת, המאיץ או השנאי. החלף אותו. • חבר את כבל החשמל של המהפך הפגום, ונתק את כבל החשמל של השנאי הראשי. ואז הפעל מחדש את המכונה. א. אם המחוון החריג כבוי, התקלה היא במישור האמצעי. השנאי במישור האמצעי עלול להינזק, והגשר יכול לשמש למדידת השראות ראשונית וערך Q של כל שנאי ראשי. ב. צינור המיישר של הצלחת האמצעית עלול להינזק בנפרד. מצא והחלף את צינור המיישר מאותו סוג. 4. מעגל המשוב עלול להיות מקולקל. |
| זרם הריתוך אינו מספיק, והתאמת הזרם יצאה משליטה. | 1. הקו המשני ארוך מדי או דק מדי, קצר את הקו המשני ככל האפשר או הגדל את שטח החתך שלו. 2. אם יש התקן שלט רחוק, ייתכן שהוא במצב שלט רחוק. 3. ייתכן גם שפוטנציומטר ויסות הזרם פגום. |
סיכום
לסיכום, מדריך הרתכת של VEVOR מספק מידע מקיף על אמצעי הזהירות וטכניקות הריתוך המקצועיות הנדרשות לריתוך מוצלח באמצעות רתכות VEVOR. על ידי ביצוע המדריך, תוכלו להבטיח את בטיחותכם, למנוע תאונות ולהשיג תוצאות ריתוך באיכות גבוהה.
הנתונים הטכניים המופיעים במדריך יכולים גם לעזור לכם להבין את המפרט של כל דגם של רתכת VEVOR, ולאפשר לכם לבחור את הרתכת המתאימה לצורכי הריתוך שלכם. זכרו תמיד לפעול לפי הנחיות הבטיחות ולנקוט באמצעי הזהירות הנדרשים בעת השימוש ברתכת VEVOR כדי להבטיח חוויית ריתוך בטוחה ויעילה.



