





נצל את מלוא הפוטנציאל שלך מכונת נתב CNC של VEVOR עם הורדת מדריך המוצר המקיף שלנו. מדריך זה, שתוכנן במיוחד עבור ערכת מכונת חריטה, גילוף, כרסום בעץ עם בקרת GRBL, בהספק 300W ובשלושה צירים, מכסה כל היבט של יכולות המכונה שלכם, החל מההתקנה ועד לאופטימיזציה.
עם שטח עבודה של 400 x 400 x 75 מ"מ (15.7 x 15.7 x 2.95 אינץ') ומנוע עוצמתי של 1200 סל"ד, נתב CNC זה מושלם לעבודה עם עץ, אקריליק, MDF, PVC, פלסטיק וקצף. המדריך המפורט שלנו כולל הוראות שלב אחר שלב, טיפים לפתרון בעיות ושיטות עבודה מומלצות כדי להבטיח שתפיקו את המרב מהמכונה שלכם.
בין אם אתם משתמשים מתחילים או מנוסים, מדריך זה הוא משאב יקר ערך להשגת דיוק ויעילות בפרויקטים שלכם. הורידו עכשיו ותתחילו בחוויית חיתוך CNC חלקה בקלות ובביטחון.
מדריך למשתמש של מכונת נתב CNC
דגם: S4040
הוראות בטיחות חשובות
אזהרה: כדי להפחית את הסיכון לכוויות, התחשמלות או פגיעה בבני אדם!
עניינים זקוקים לתשומת לב
אזהרה
- נא להרכיב משקפי מגן בעת השימוש במכונה. למקרה שיכאבו לך העיניים.
- לפני החלפת הכלי, יש לנתק את אספקת החשמל של המכונה כדי למנוע תאונות.
- נתק את השקע כאשר אינו בשימוש, לפני החלפת חלקים ותחזוקת המכונה.
- נתק מהחשמל בעת הרכבה ופירוק של היחידה.
- יש צורך בהשגחה צמודה כאשר משתמשים במכשירים כלשהם ליד ילדים.
- אין להפעיל את היחידה בכוח מוגזם כדי למנוע חסימה של מכונת נתב ה-CNC.
- אין לטבול חוטים או מכונות במים, דבר שעלול לגרום להתחשמלות.
- מכשיר זה אינו מיועד לשימוש על ידי אנשים (כולל ילדים) עם יכולות פיזיות, חושיות או נפשיות מופחתות או חוסר ניסיון וידע, אלא אם כן הם קיבלו פיקוח או הדרכה לגבי השימוש במכשיר על ידי אדם האחראי לבטיחותם.
- יש לפקח על ילדים כדי להבטיח שהם לא משחקים עם המכשיר.
- אם כבל החשמל או התקע פגומים, יש להחליפם על ידי היצרן, נציג השירות שלו או גורמים מוסמכים אחרים כדי למנוע סכנה. לחלופין, אין להפעיל מכשיר זה. אנא החזירו אותו לחנות לצורך שירות או תיקון על ידי איש שירות מקצועי.
שמור הוראות אלה
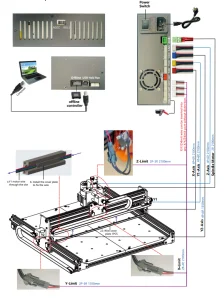
רשימת חלקי מכונת נתב CNC

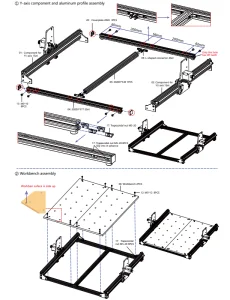
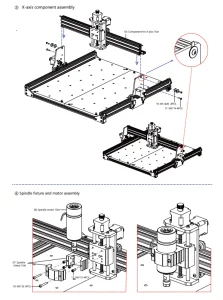
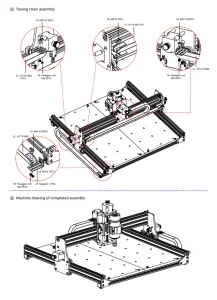
הרכבת מכונת נתב CNC
הוראות ליציאות על גבי תיבת הבקרה
תוכנת נרות
Candle היא אפליקציית ממשק משתמש גרפי (GUI) למכונות CNC מבוססות GRBL עם ויזואליזטור G-Code. זוהי תוכנה בקוד פתוח המתאימה לעיבוד כלי מכונות CNC. Candle תומכת בעיבוד קבצי G-code ובפונקציות תצוגה חזותית:
- שליטה במכונת CNC מבוססת GRBL באמצעות פקודות מסוף, כפתורים בטופס, קוד מספרי.
- ניטור מצב מכונת ה-CNC.
- טעינה, עריכה, שמירה ושליחה של קבצי G-code למכונת CNC.
- ויזואליזציה של קבצי קוד G.
הברית
קואורדינטות עבודה:
מייצג קואורדינטות מקומיות X, Y ו-Z הנוכחיות של ה-CNC.
קואורדינטות מכונה:
מייצג את קואורדינטות המכונה המוחלטות הנוכחיות של X, Y ו-Z.
אחד ממצבי ה-CNC הבאים:
- Idle – מחכה לפקודת G-code פועל – הפעלת פקודת G-code
- בית - מחזור הביות יוצא לפועל
- בדוק - מצב בדיקת פקודות G-code מופעל
- החזקה – מושהה על ידי פקודת "!", יש להפעיל מחדש על ידי פקודת "~"
- אזעקה – CNC לא יודע היכן הוא נמצא וחוסם את כל פקודות קוד G
שליטה

תוכנה באמצעות שלבים
התקן את מנהל ההתקן
בפעם הראשונה, אנא חברו את המכשיר למחשב באמצעות כבל USB, ולחצו על הקובץ CH341SER.exe בתיקיית מנהל ההתקן כדי להתקין את מנהל ההתקן.
בנסיבות רגילות, מערכת Windows 10 תזהה ותתקין את מנהל ההתקן באופן אוטומטי. עבור מערכות Windows 7 ו-Win8, אנא התקן אותו באופן ידני.
הגדר את הפורט והחיבור.
לאחר התקנת מנהל ההתקן, פתחו את מנהל ההתקנים של המחשב ולחצו על אפשרות היציאה כדי לראות את התוכן בתוך התיבה האדומה על המסך המוצגת באיור למטה (מידע היציאה מופיע בסוגריים).
זכור את פרטי היציאה שנשאלת לעיל, עבור לממשק התוכנה של Candle ולחץ על האפשרות "הגדרות" בפינה השמאלית העליונה.
בחירת ההגדרה תפתח חלון הגדרות. תחת "חיבור", בחר את שם הפורט שביקשת, בחר את קצב הבאוד 115200 ולאחר מכן לחץ על "אישור" כדי לסיים את ההגדרות.

חיבור מלא
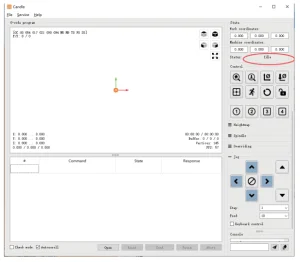
לאחר הגדרת היציאה וקצב הבאוד, לחץ על סיום. סרגל המצב בפינה הימנית העליונה של ממשק ה-Candle יציג את האפשרות Idle. במקביל, הקונסולה בפינה הימנית התחתונה תציג את המידע המוצג להלן, המציין שהחיבור נוצר בהצלחה.
עיבוד מסמכים
לחצו על האפשרות "קובץ" בראש הנר, לאחר מכן לחצו על "חדש" כדי ליצור קוד G. בסרגל הפקודות בתחתית הממשק, לחצו על "פתח" כדי לבחור קובץ קוד G לייבוא. לאחר הייבוא, במרכז הממשק יוצג גרף ויזואלי המורכב מנתיבי כלים (מיקום הגרף בצורת עט בגרף הוא מיקום הכלי הנוכחי).
החזק את לחצן העכבר השמאלי בחלון הוויזואליזציה כדי לסובב את הגרף, ואת לחצן העכבר הימני כדי להזיז אותו. גרפיקה, גלילה של הגלגל האמצעי יכולה להגדיל ולהקטין את הגרפיקה. במקביל, תוכן קוד ה-G יוצג בסרגל הפקודות התחתון.
המכונה תפעל אחת אחת במהלך העיבוד בהתאם לפקודות קוד ה-G.

מתקן, התקנת כלי, וקביעת מקור קואורדינטות העבודה
המתקן בערכת המוצר אינו מורכב. ישנם ארבעה סטים בסך הכל. המראה והשימוש של המתקן המורכב מוצגים באיורים הנכונים. לפני הפעלת תוכנית קוד G, עליך למצוא את מיקום דמות החריטה ביחס ללוח החריטה הכולל.
ישנה מערכת קואורדינטות בת שלושה צירים בגרפיקה החזותית. נקודת המוצא של מערכת הקואורדינטות בת שלושת הצירים היא נקודת הקביעה של הכלי של גרפיקת העיבוד בפועל. ניתן להזיז את הכלי כדי לקבוע את מיקום גרפיקת החריטה ביחס ללוח החריטה הכולל בהתבסס על מיקום נקודת המוצא הזו. דמות החריטה באיור שלהלן היא דוגמה.

לאחר התחלת איפוס מיקום הכלי שנבחר, צירי X/Y ו-Z מאופסים לאפס (כפתורי האיפוס של צירי X/Y ו-Z).
לפני החזרה לאפס, ודאו שהכלי מתקרב למרחק של דף נייר אחד לחריטה, ולאחר מכן החזירו את צירי X/Y ו-Z לאפס (אנא השתמשו בסכין חדה בעלת תחתית שטוחה בעת חריטה ובחותך כרסום גלילי בעת עיבוד מישורים, חריצים וחורים). התוצאה היא שהדמות המפוסלת תגולט כאשר קצה הלהב הוא נקודת המוצא.
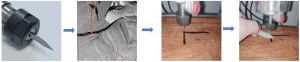
יש להדק תחילה את הקולט ER11 שעל מנוע הציר לתוך הראש הקבוע ולאחר מכן למקומו. אנא אל תמתחו את הקולט יתר על המידה בעת התקנת החותך, כפי שמוצג באיור הראשון למטה.
התחל לגלף
לאחר מציאת מיקום החריטה, לחצו על כפתור השליחה למטה, והמכשיר יתחיל לחרוט באופן אוטומטי. סרגל המצב בפינה הימנית העליונה מראה שהוא פועל. חלון התצוגה מראה שהכלי נע לאורך נתיב הכלי.
בעת החריטה, ניתן לבחור את כפתורי ההשהיה והעצירה למטה. (לאחר ההשהיה, לחצו שוב כדי להמשיך את החריטה הקודמת. לאחר הסיום, לחצו על שלח כדי להתחיל את העיבוד מההתחלה.)
עיבוד הסתיים
לאחר העיבוד, חלון ההדמיה יציג הודעה על השלמת החריטה ועל הזמן הנדרש לגילוף.

בקר לא מקוון (אופציונלי)
הערותבקר הרשת הלא מקוון והמחשב אינם יכולים להתחבר בו זמנית למכונת החריטה. אנא ודא שהמכונה וכבל ה-USB של המחשב מנותקים בעת שימוש בבקר הרשת הלא מקוון.
דף ראשי
Y-: ימין Y+: שמאל Z+: שלח $X ללוח האם GRBL כדי לפתוח אותו.
OK/SPN: לחצן אישור.
דף בקרה
הזז ידנית כל ציר למיקום הרצוי. X+: ציר ה-x נע בכיוון הנכון, וציר ה-X- נע בכיוון ההפוך. Y+: ציר ה-Y נע קדימה, ציר ה-Y- בכיוון ההפוך. Z+: ציר ה-Z נע כלפי מעלה, ציר ה-Z- בכיוון ההפוך.
אישור/SPN: מתג בדיקת ציר, לחץ כדי לפתוח את הציר (ה-SPN האפור על המסך), לחץ שוב כדי לסגור את הציר (ה-SPN המתאים על המסך חוזר למצב רגיל). לחיצה ארוכה כדי להיכנס לדף שינוי מהירות הציר.
בדף זה, Y+/Y—המהירות הגבוהה/הנמוכה של הציר. לחצו לחיצה ארוכה על OK/SPN כדי לצאת מדף שינוי מהירות הציר.
יציאה/STP:
פונקציה 1: הקש על כל כפתור ציר של XYZ כדי לשנות את מרחק התנועה ב-0.1, 1, 5, 10 מחזורים בכל פעם.
פונקציה 2: לחץ והחזק למשך כ-2 שניות כדי לצאת.
דף קובץ
רשימת קבצים בחר את הקובץ לחריטה. מסמכי התמיכה כוללים: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC. Y+: למעלה, Y-: למטה
OK/SPN: אשר את הבחירה והיכנס לדף חריטת האישור.
אשר את דף החריטה
ודא שקובץ החריטה מתחיל ללא שגיאות.
אישור/SPN: האישור מתחיל, המוכן להדפסה הופך לאחוז תצוגת ההתקדמות, דף בחירת הקובץ מוחזר לאחר השלמת החריטה.
דף הגדרות:
X+/ X-: שינוי קצב באוד; Y+/Y-: שינוי קצב הזנה ב-±100/לחיצה; Z+/Z-: שינוי קצב הזנה ב-±10/לחיצה; OK/SPN: הפעלה/כיבוי של מצב לייזר
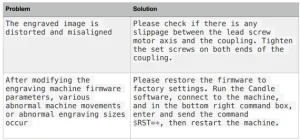
שחזר את הגדרות המפעל
אם התנועה המכנית של המכונה חלקה, אך תנועת החריטה נראית תקועה, או שמנוע הצעדים אינו זז, אנא נסה לשחזר את הגדרות היצרן של הלוח הראשי.
שיטה: הפעל את תוכנת Candle, שלח את הפקודה $RST=* למכונה, והפעל מחדש את המכונה.
מדריך לתיקון מכונת נתב CNC

מומלץ לפרויקט שלך
מכונת נתב CNC VEVOR, 300W, בקרת GRBL 3 צירים ידנית




חוות דעת של לקוחותינו
אין עדיין חוות דעת.