
Se stai cercando di imparare come utilizzare una saldatrice VEVOR o hai semplicemente bisogno di aggiornare le tue conoscenze sulle precauzioni di sicurezza e sulle tecniche professionali coinvolte, il Manuale della saldatrice VEVOR è una risorsa inestimabile.
In questa guida per l'utente, esploreremo le precauzioni di sicurezza e le tecniche di saldatura professionale necessarie per garantire il successo nella saldatura. Inoltre, ti forniremo una versione PDF del manuale, facilitando l'accesso e la consultazione delle informazioni di cui hai bisogno. Quindi iniziamo!

Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni del manuale prima di operare. VEVOR si riserva una chiara interpretazione del nostro manuale d'uso. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Per favore perdonaci se non ti informeremo nuovamente se ci sono aggiornamenti tecnologici o software sul nostro prodotto.
Sommario
DICHIARAZIONE DI CONFORMITÀ
L’azienda promette solennemente:
I prodotti venduti dalla nostra azienda sono garantiti per un anno dalla data di acquisto.
Si prega di leggere e comprendere attentamente questo manuale prima di installare e utilizzare questa macchina.
- Il contenuto di questo manuale può essere modificato senza preavviso.
- Potrebbero esserci delle imprecisioni in questo manuale, nonostante sia stato attentamente esaminato.
In tal caso, consultateci.
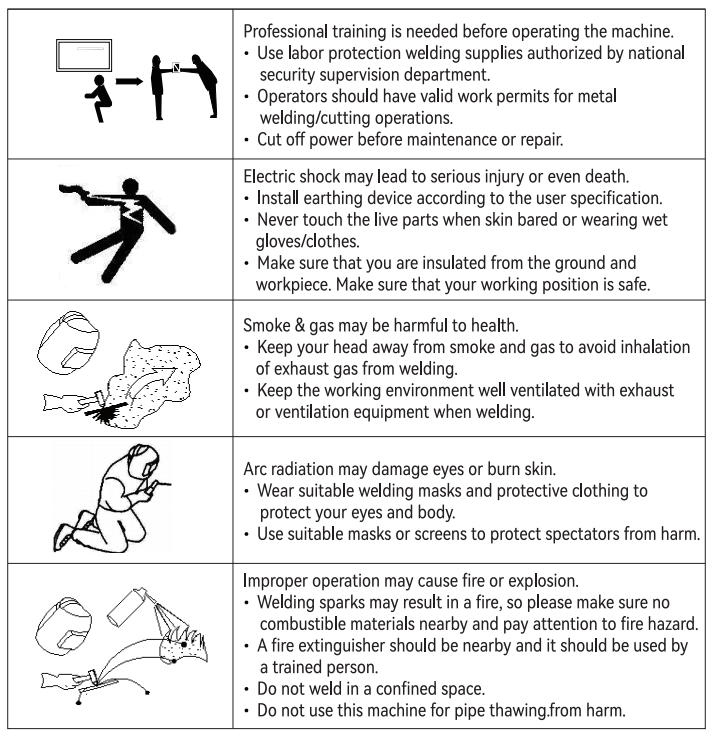
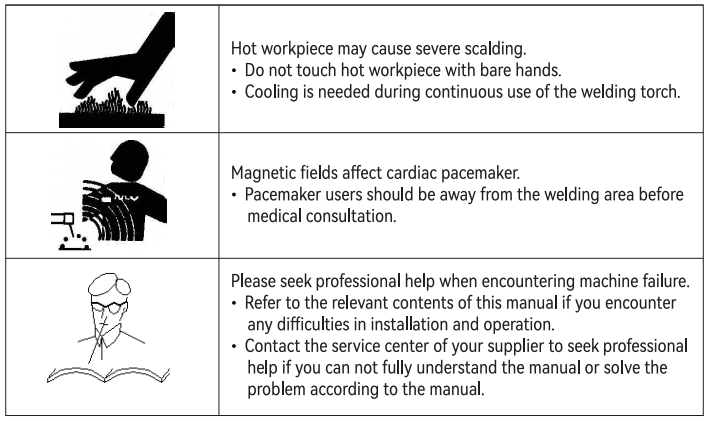
SICUREZZA
La saldatura è pericolosa e può causare danni a te e agli altri, quindi proteggiti adeguatamente durante la saldatura.
Per i dettagli, fare riferimento alle linee guida di sicurezza del produttore per la prevenzione degli incidenti.
BREVE INTRODUZIONE DEL PRINCIPIO
La serie di saldatura ad arco di argon è una saldatrice inverter prodotta con tecnologia inverter avanzata. È una serie di prodotti più matura e stabile.
Utilizza la tecnologia di modulazione della larghezza di impulso (PWM) e un dispositivo di commutazione ad alta potenza IGBT per rettificare la frequenza di alimentazione di 50 Hz/60 Hz in corrente continua, quindi invertirla in alta frequenza (la frequenza può raggiungere oltre 100 KHz) e quindi rettificare step-down. Attraverso l'uscita della tecnologia di modulazione della larghezza di impulso (PWM), può essere utilizzato come alimentatore CC ad alta potenza per la saldatura. Grazie alla tecnologia inverter dell'alimentatore a commutazione, il peso e il volume della saldatrice sono notevolmente ridotti e l'efficienza di conversione dell'intera macchina aumenta di oltre il 30%.
Se utilizzato come saldatura ad arco manuale, il saldatore ha caratteristiche di corrente costante e controlla la spinta dell'arco.
Cioè, ha una caratteristica di corrente costante sotto la normale tensione dell'arco. Pertanto la corrente di saldatura non cambia con la lunghezza dell'arco per garantire una saldatura stabile.
Quando la lunghezza dell'arco è troppo breve e la tensione dell'arco è troppo bassa, la corrente può aumentare con la diminuzione della tensione dell'arco. Per favorire il recupero automatico della lunghezza dell'arco (la cosiddetta spinta dell'arco), la spinta è regolabile in modo indipendente. Quando la tensione dell'arco è troppo piccola per mantenere l'arco, la caratteristica esterna cambia in una caratteristica di forte caduta per evitare una corrente eccessiva causata da un cortocircuito.
La caratteristica esterna della saldatura ad arco di argon è la corrente costante, quindi la corrente di saldatura non cambia con la lunghezza dell'arco e la corrente è molto stabile.
MONTAGGIO
Quando si utilizza un cavo di uscita più lungo, per ridurre la caduta di tensione, si consiglia di utilizzare un cavo con una sezione trasversale maggiore. Se il cavo della torcia di saldatura è troppo lungo, la sua resistenza interna ridurrà la tensione di uscita dell'apparecchiatura, il che potrebbe avere un impatto maggiore sulle prestazioni della saldatrice.
Le prestazioni dell'arco ad alta frequenza sono indebolite o il sistema non può funzionare normalmente. Pertanto suggeriamo di utilizzare la lunghezza del cavo consigliata.
COLLEGARE IL CABLAGGIO
1. Collegamento del cavo di ingresso
• Ogni saldatrice TIG è dotata di cavo di alimentazione. Viene utilizzato per il collegamento a un alimentatore con la tensione di ingresso richiesta.
• Il cavo di alimentazione deve essere ben collegato all'interruttore o al connettore del cavo per evitare possibili ossidazioni.
• Utilizzare un multimetro per verificare se la tensione cambia entro l'intervallo indicato.
2. Collegamento del cavo di uscita (Puro) Saldatura ad arco di Argon (TIG)
• Collegamento della torcia per saldatura ad arco di argon. Installare il connettore integrato gas-elettrico della torcia di saldatura sull'interfaccia corrispondente sul pannello della saldatrice e serrarlo ruotandolo in senso orario.
• Installare la spina aeronautica sull'interfaccia corrispondente sul pannello della saldatrice e serrarla ruotandola in senso orario.
• Inserire la spina rapida del cavo della bicicletta nella presa rapida con la polarità”+” sul pannello della saldatrice e serrarla ruotando in senso orario. Quindi fissare il pezzo con il filo di terra.
3. Collegare al gas
Collegare saldamente il tubo del gas argon all'ugello di rame sul retro della macchina. Il percorso di alimentazione dell'aria dovrebbe includere una bombola di gas, un flussometro per decompressione dell'argon e una trachea. La parte di collegamento della trachea deve essere fissata con fascette stringitubo o altri oggetti per evitare perdite e ingressi di aria. Queste operazioni influenzeranno l'effetto protettivo dei giunti di saldatura.
Utilizzare un cavo con una sezione trasversale conduttiva non inferiore a 4 mm per mettere a terra il telaio. Il metodo consiste nel collegare un filo a terra dalla vite di terra sul retro della saldatrice per evitare elettricità statica o perdite.
4. Funzione MMA e TIG
Collegare come sopra durante la saldatura ad argon (TIG). Durante la saldatura MMA, prestare attenzione a quanto segue.
• Ogni saldatrice è dotata di una coppia di connettori rapidi. Collegare il cavo del portaelettrodo alla presa rapida –, ed il cavo della pinza di massa alla presa rapida “+”. Fare attenzione a serrarli con una chiave esagonale interna. Fare in modo che il cavo secondario (filo portante e filo di terra) sia a buon contatto con la spina rapida.
Alcuni saldatori hanno trascurato questo aspetto e hanno bruciato la spina rapida.
• Dopo aver inserito la spina rapida nella presa rapida, serrarla per garantire un buon contatto. Altrimenti, quando la corrente di lavoro è elevata, la spina e la presa si bruceranno dopo un lavoro prolungato.
5. funzione
• Collegare correttamente la pistola per la pulizia. Installare il connettore della pistola di pulizia all'interfaccia pistola corrispondente sul pannello della saldatrice e serrarlo ruotandolo in senso orario.
• Inserire la spina rapida del cavo di massa nella presa rapida con la polarità “+” presente sul pannello della saldatrice e serrarla ruotando in senso orario. Bloccare il pezzo con il morsetto di terra all'altra estremità.
È necessario prestare molta attenzione all'elettrodo del filo. Generalmente, le apparecchiature di saldatura CC hanno due modalità di connessione:
• Collegamento positivo: collegare il portaelettrodo a “-“, mentre collegare il pezzo da saldare a “+”;
• Collegamento negativo: collegare il pezzo da saldare a “-”, mentre collegare il portaelettrodo a “+”.
FUNZIONAMENTO
Interruttore principale
• Accendere l'interruttore di alimentazione sul pannello posteriore e impostare l'interruttore di alimentazione sulla posizione “ON”. A questo punto, il display digitale si illumina e la ventola all'interno della macchina inizia a ruotare.
Selezionare la modalità “TIG”/”MMA” /”CLEAN” tramite il pulsante di selezione.
L'interruttore di selezione può realizzare la conversione di TIG e MMA.
1. Operazione di saldatura TIG
• Premere il pulsante per accendere la spia della saldatura ad arco di argon (TIG).
• Aprire la valvola della bombola di argon e regolare il flussometro sulla portata richiesta.
• Dopo aver premuto il pulsante della torcia di saldatura, l'elettrovalvola inizia a funzionare e il gas argon inizia ad uscire.
• Selezionare la corrente di saldatura in base allo spessore del pezzo da lavorare.
• La distanza tra l'elettrodo di tungsteno della torcia di saldatura e il pezzo da saldare è di 2-4 mm. Premere il pulsante della torcia di saldatura. Dopo l'accensione dell'arco, il suono della scarica di accensione dell'arco ad alta frequenza nella macchina scompare immediatamente e in questo momento può funzionare.
2. Operazione di saldatura MMA
• Premere il pulsante per accendere la spia della saldatura MMA (MMA).
• Selezionare la corrente di saldatura in base allo spessore del pezzo da lavorare.
3. Funzionamento della funzione di pulizia
• Premere il pulsante per accendere la spia della funzione di pulizia (Clean).
• Selezionare la corrente in uscita in base alle esigenze di pulizia.
4. Spia OC
Quando l'indicatore è acceso, significa che il dispositivo è entrato nello stato di protezione a causa della temperatura eccessiva.
E la temperatura eccessiva è causata da sovraccarico, sovracorrente o altri motivi. Quando la sovracorrente e il sovraccarico scompaiono, l'apparecchiatura riprende a funzionare normalmente.
5. Amperometro con display digitale
Il display digitale mostra il valore della corrente di saldatura.
6. Normativa attuale
Per la macchina TIG con impulsi, le spie della saldatura a punti (Spot) e pulsata (Pulse) si spengono quando viene selezionato lo stato “MMA” o “Clean”.
Seleziona la corrente di uscita in base alle tue esigenze.
7. Normativa attuale
Per la macchina TIG con impulsi, le spie della saldatura a punti (Spot) e pulsata (Pulse) si spengono quando viene selezionato lo stato “MMA” o “Clean”.
Seleziona la corrente di uscita in base alle tue esigenze.
(2T/4T) Seleziona interruttore (aggiungere questa funzione in base alle esigenze del cliente)
Selezionare la modalità di saldatura desiderata (2T/4T) nello stato di saldatura ad arco di argon. Le istruzioni operative sono le seguenti:
• Regolare la corrente di saldatura in base al processo di saldatura richiesto. Nella modalità 2T, impostare la distanza tra l'elettrodo di tungsteno della torcia di saldatura e il pezzo da saldare su 2-4 mm. Premere l'interruttore della torcia, l'arco si accenderà e sarà possibile iniziare a saldare. Rilasciare l'interruttore manuale per chiudere l'arco e interrompere la saldatura.
• In modalità 4T è possibile premere l'interruttore della torcia per accendere l'arco. Quando si rilascia l'interruttore manuale, la saldatura continua. Quindi premere nuovamente l'interruttore manuale e la corrente scenderà lentamente fino alla fine dell'arco.
A questo punto, rilasciare l'interruttore manuale e la saldatrice smetterà di funzionare.
Regolazione del tempo di pre-aria (Pre Flow)
La pre-aria è il tempo che intercorre tra l'alimentazione dell'aria e l'arco. Questo tempo può essere regolato tra 0 e 1 secondi.
Regolazione del tempo post-aria (Post Flow)
Post-aria indica il tempo che intercorre tra l'arresto dell'arco e l'interruzione dell'alimentazione dell'aria. Questo tempo può essere regolato da 1 a 10 secondi.
Selezionare la funzione "Impulso".
• Selezionare il “TIG” e accendere.
• Selezionare quindi “Pulse” e accendere la luce.
Regolazione della frequenza degli impulsi “Frequenza degli impulsi” (vedere la curva corrente di seguito)
Regolazione della corrente di base “Amplificatori di base”
• La corrente di base può essere regolata solo nello stato di impulso. Selezionare "Impulso" e selezionare la corrente di base corrispondente in base allo spessore del pezzo da lavorare.
Regolazione del ciclo di lavoro “Tempo di picco”
• Regolare il tempo di permanenza della corrente di picco.
Pannello anteriore/posteriore
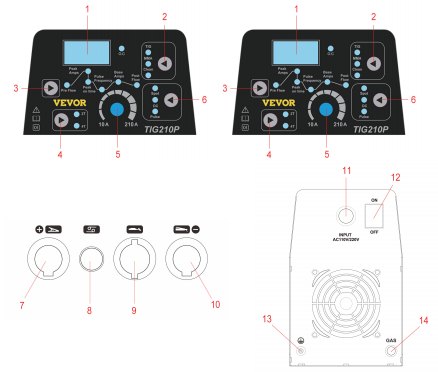
1. Display digitale 8. Collegare l'interruttore della torcia
2. Modalità di funzionamento TIG, MMA, CLEAN 9. Installazione del cannello da taglio
3. Pre flusso, corrente di saldatura, modalità post flusso 10. Presa negativa
4. Pulsante funzione 2T/4T 11. Cavo di alimentazione in ingresso
5. Manopola di regolazione 12. interruttore di accensione
6. Modalità SPOT, CC, IMPULSO 13. Vite di messa a terra
7. collegare il morsetto di terra 14. Connettore del tubo del gas
PRINCIPALI PARAMETRI
| VOCE | TIG155A | TIG210A | TIG210 P |
| Tensione di alimentazione (v | AC 110V ± 10% | CA 110 V±10 | AC110V±10 |
| Frequenza (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Capacità di ingresso nominale (KVA) | 3.8 | 7.1 | 7.1 |
| Capacità del generatore (KVA | 2.3 | 4.2 | 4.2 |
| Corrente di ingresso nominale (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| Campo della corrente di uscita (A | 30-155 | 30-210 | 30-210 |
| Campo della corrente di uscita (A | 10-155 | 10-210 | 10-210 |
| Tensione a vuoto nominale (v | 60 | 60 | 60 |
| Ciclo di lavoro ( % ) | 30% | 30% | 30% |
| Classe di isolamento | F | F | F |
| Classe di protezione | IP21 | IP21 | IP21 |
| Peso macchina (KG) | 4.9 | 5.4 | 5.4 |
| Dimensione della macchina (mm) | 370 * * 150 300 | 370 * * 150 300 | 370 * * 150 300 |
| Uscita USB | / | 5V | / |
| Allegati primari | 1 . Pistola per saldatura QQ3.66 da 150 m (inclusa we | 1 . Pistola per saldatura WP-26 | 1 . Torcia per saldatura WP-26 con bocca in vetro fine, (L= 4 m compreso noi |
| Gamma di diametri del filo applicabili | <3.2 | <3.2 | <3.2 |
POSSIBILI PROBLEMI
I fenomeni qui elencati potrebbero essere correlati ad accessori, gas, fattori ambientali e condizioni di alimentazione. Si prega di cercare di migliorare l'ambiente per evitare queste situazioni.
Giunti di saldatura neri
Tali casi indicano che i giunti di saldatura non sono adeguatamente protetti e sono ossidati. È possibile eseguire i seguenti controlli.
• Verificare che la valvola della bombola di argon sia aperta e che la pressione sia sufficiente. Se la pressione nella bombola è inferiore a 0.5 MPa, riempire la bombola.
• Controllare se il flusso di argon è collegato e ha un flusso sufficiente. Per risparmiare gas, è possibile selezionare portate diverse a seconda delle diverse condizioni della corrente di saldatura. Ma una portata troppo lenta può comportare un gas di protezione insufficiente in grado di coprire i giunti di saldatura. Non importa quanto piccola sia la corrente, si consiglia di non rendere la portata dell'argon inferiore a 5 l/min.
• Il modo più semplice per verificare se c'è fuoriuscita di gas è palpare l'ugello della torcia di saldatura, in modo da verificare se il percorso del gas della torcia di saldatura è bloccato.
• Anche una scarsa tenuta del gas o una bassa purezza del gas causeranno problemi di qualità della saldatura.
• Un forte flusso d'aria nell'ambiente può anche portare al deterioramento della qualità della saldatura.
• Il ciclo di lavoro è troppo basso.
È difficile iniziare l'arco ed è facile spezzarlo:
• Assicuratevi che gli elettrodi di tungsteno che utilizzate siano di buona qualità. La capacità di scarica dell'elettrodo di tungsteno inferiore potrebbe non soddisfare i requisiti.
• L'elettrodo di tungsteno non affilato non crea facilmente archi e può causare instabilità dell'arco.
La corrente non può rimanere stabile durante l'utilizzo della saldatrice:
Questa situazione può essere correlata ai seguenti fattori:
• La variazione della tensione di rete.
• Gravi interferenze provenienti dalla rete elettrica o da altre apparecchiature elettriche.
AVVERTENZE
Ambiente
• L'operazione di saldatura deve essere eseguita in un ambiente relativamente asciutto e l'umidità dell'aria generalmente non supera il 90%.
• La temperatura ambiente deve essere compresa tra -10°C e 40°C.
• Evitare di saldare sotto il sole o sotto la pioggia e non lasciare che acqua o pioggia penetrino nella saldatrice.
• Evitare la saldatura in ambienti polverosi o con gas corrosivi.
• Evitare la saldatura con protezione di gas in condizioni di forte flusso d'aria.
Punti di sicurezza
La saldatrice TIG è stata installata con circuiti di protezione da sovratensione, sovracorrente e surriscaldamento. Quando la tensione di rete, la corrente di uscita o la temperatura interna superano lo standard impostato, la saldatrice smetterà automaticamente di funzionare. Tuttavia, un uso eccessivo (come una tensione eccessiva) causerà comunque danni alla saldatrice. Pertanto è necessario tenere presente i seguenti punti.
Garantire una buona ventilazione
Questa saldatrice è una saldatrice industriale. Durante il funzionamento verrà generata una grande corrente di lavoro e la ventilazione naturale non può soddisfare i requisiti di raffreddamento. Pertanto, all'interno sono installate due ventole, che possono raffreddare efficacemente il saldatore e farlo funzionare senza intoppi.
Gli utenti devono assicurarsi che le aree di ventilazione non siano coperte o bloccate. La distanza tra la saldatrice e gli oggetti circostanti non deve essere inferiore a 0.3 metri. Gli utenti dovrebbero sempre prestare attenzione a mantenere una buona ventilazione, perché ciò favorisce il funzionamento della saldatrice.
Proibire il sovraccarico
L'utente deve ricordarsi di rispettare in qualsiasi momento la corrente di carico massima consentita (relativa alla durata del carico selezionabile) per mantenere la corrente di saldatura non superiore alla corrente di carico massima consentita.
Il sovraccarico di corrente ridurrà notevolmente la durata della saldatrice e potrebbe persino bruciarla.
Proibire la sovratensione
La tensione di alimentazione è elencata nella tabella “Principali parametri prestazionali”. In circostanze normali, il circuito di compensazione automatica della tensione nella saldatrice manterrà la corrente di saldatura entro l'intervallo consentito. Se la tensione di alimentazione supera il valore consentito, la saldatrice verrà danneggiata. L'utente deve essere pienamente consapevole di questa situazione e adottare le misure preventive corrispondenti.
• Sul retro di ogni saldatrice sono presenti viti di messa a terra e corrispondenti contrassegni di messa a terra. I cavi con una sezione trasversale maggiore di 4 mm quadrati devono essere selezionati prima dell'uso. Mettere a terra l'involucro della saldatrice per evitare incidenti causati da elettricità statica o perdite.
• Se la saldatrice funziona a un tasso di continuità del carico superiore a quello standard, la saldatrice potrebbe entrare improvvisamente in uno stato protetto e smettere di funzionare. Significa che il surriscaldamento fa scattare l'interruttore di controllo della temperatura, quindi la saldatrice smette di funzionare. L'indicatore rosso sul pannello frontale si accenderà. In questo caso non è necessario scollegare la spina perché la ventola di raffreddamento può lavorare per raffreddare la saldatrice. Quando la spia rossa si spegne, la temperatura scende al range standard ed è possibile riprendere la saldatura.
MANUTENZIONE
• Avvertenza di sicurezza: tutti gli interventi di manutenzione e riparazione devono essere eseguiti con l'alimentazione completamente interrotta.
Assicurarsi che la spina di alimentazione sia rimossa prima di aprire la macchina.
• Controllare regolarmente il collegamento del circuito interno della saldatrice per assicurarsi che il cablaggio sia corretto e che il giunto sia saldo (in particolare il giunto o il componente inserito). Se si riscontrano ruggine o componenti allentati, lucidare lo strato arrugginito o la pellicola di ossido con carta vetrata e serrare nuovamente.
• Quando la macchina è alimentata, tenere le mani, i capelli e gli strumenti lontani dalle parti sotto tensione della macchina, come le ventole interne. Evitare lesioni o danni causati dalla macchina.
• Soffiare via regolarmente la polvere con aria compressa asciutta e pulita. Se la saldatrice viene utilizzata in ambienti con fumo intenso e grave inquinamento atmosferico, la saldatrice deve essere spolverata ogni giorno.
• La pressione dell'aria compressa deve essere ad un livello ragionevole per evitare di danneggiare le piccole parti della saldatrice.
• Evitare che acqua o vapore entrino nella saldatrice. Se ciò accade, asciugare l'interno della saldatrice.
Successivamente misurare con un metro l'isolamento della saldatrice (l'isolamento tra i nodi di collegamento e l'isolamento tra i punti di collegamento e l'involucro). Solo quando non sono presenti condizioni anomale possiamo continuare il lavoro di saldatura.
• Se la saldatrice non viene utilizzata per un lungo periodo, la saldatrice deve essere rimessa nella scatola di imballaggio originale e conservata in un ambiente asciutto.
RISOLUZIONE DEI PROBLEMI
Nota: le seguenti operazioni richiedono un'adeguata competenza elettrica e una conoscenza completa della sicurezza.
L'operatore deve possedere qualifiche valide che dimostrino la sua competenza e conoscenza.
| Fenomeni | Soluzione |
| L'indicatore di alimentazione non si accende, la ventola non gira e non c'è uscita di saldatura. | 1. L'interruttore di alimentazione è rotto. 2. Verificare se la rete elettrica collegata al cavo di ingresso dispone di elettricità. 3. Verificare se è presente un circuito aperto nel cavo di ingresso. |
| L'indicatore dell'interruttore di alimentazione è acceso, ma la ventola non gira o gira più volte e smette di ruotare e non c'è uscita di saldatura. | 1. Il terminale di ingresso potrebbe essere collegato erroneamente all'alimentazione da 380 V, provocando l'avvio del circuito di protezione da sovratensione. Sostituire l'alimentazione da 220 V e riavviare la macchina. 2. L'alimentazione a 220 V è instabile (la linea di ingresso è troppo sottile e troppo lunga) oppure la linea di ingresso è collegata alla rete, provocando l'avvio del circuito di protezione da sovratensione. Questo fenomeno scomparirà in 2-3 minuti aumentando il diametro del filo di ingresso della rete elettrica o rafforzando il nodo di ingresso. Quando ritorna alla normalità, riavvialo. 3. L'accensione e lo spegnimento continui dell'interruttore di alimentazione per un breve periodo di tempo provoca l'avvio del circuito di protezione da sovratensione. Spegnere l'interruttore di alimentazione e attendere 2-3 minuti prima di riavviare. 4. Il cavo tra l'interruttore e la scheda di alimentazione è allentato. Stringilo. 5. Il relè da 24 V del circuito principale sulla scheda di alimentazione non è chiuso o danneggiato. Controllare l'alimentazione da 24 V e il relè. Se il relè è danneggiato è possibile sostituirlo con altri interruttori dello stesso modello. |
| L'indicatore dell'interruttore di alimentazione è acceso, ma la ventola non gira o gira più volte e smette di ruotare e non c'è uscita di saldatura. | 1. Utilizzando un multimetro per misurare la tensione positiva e negativa del plug-in VH-07 dalla scheda di alimentazione alla scheda MOS è di circa DC308V. • Se il cavo di collegamento del ponte in silicone è scollegato e se il contatto è scadente. • I grandi condensatori elettrolitici sulla scheda di alimentazione potrebbero perdere. Sostituiscilo. 2. L'alimentazione ausiliaria sulla scheda MOS ha una spia verde. Se la luce è spenta, l'alimentazione ausiliaria non funziona. Trova il punto difettoso. 3. Controllare il cattivo contatto dei vari cavi di collegamento nella macchina. 4. I problemi del circuito di controllo dovrebbero essere individuati in tempo o contattare i rivenditori. 5. Il cavo di controllo della pistola di saldatura è rotto. |
| La spia anomala non è accesa. Si sente un “fruscio” di scarica ad alta frequenza e non viene emessa alcuna uscita di saldatura. | 1. Il cavo della torcia è rotto. 2. Il filo di terra è rotto o non collegato al pezzo da saldare. 3. Il collegamento tra il terminale di uscita positivo o il terminale di uscita del gas della torcia di saldatura e la macchina è allentato. |
| La spia anomala non si accende. Non si sente il fruscio della scarica ad alta frequenza ed è possibile avviare la saldatura ad arco. | 1. Il filo primario del trasformatore di accensione dell'arco ha uno scarso contatto con la scheda di potenza. Stringilo. 2. È possibile che la punta della torcia per saldatura TIG sia ossidata o che l'ugello sia lontano dal pezzo da saldare. Trattamento: rimuovere la pellicola di ossido dall'elettrodo dell'ugello o modificare la distanza tra l'ugello e il pezzo da lavorare a 1 mm. 3. L'interruttore di trasferimento manuale della saldatura ad argon è danneggiato; sostituiscilo. 4. I singoli componenti del circuito di accensione dell'arco ad alta frequenza sono danneggiati; trovarli e sostituirli. |
| La spia anomala è accesa, nessuna uscita. | 1. Potrebbe trattarsi di una protezione da sovracorrente. Spegnere la macchina e riavviarla finché l'indicatore anomalo non si spegne. 2. Potrebbe esserci protezione dal surriscaldamento e non è necessario arrestare la macchina. Attendere 2-3 minuti affinché la macchina ritorni alla normalità (la saldatrice ad arco di argon puro non ha funzione di protezione dal surriscaldamento). 3. Il circuito dell'inverter potrebbe essere difettoso, scollegare la spina di alimentazione del trasformatore principale sulla scheda MOS (vicino al plug-in VH-07 della ventola) e riavviarlo: • Se l'indicatore anomalo è ancora acceso, spegnere la macchina, quindi scollegare la spina di alimentazione dell'alimentatore di accensione dell'arco ad alta frequenza (vicino alla presa VH-03 della ventola) e riavviarla: UN. Se la spia anomala è ancora accesa, il singolo FET sulla scheda MOS è danneggiato. Trova e sostituisci FET dello stesso tipo. B. Se l'indicatore di anomalia è spento, il trasformatore elevatore nel circuito dell'arco ad alta frequenza sulla scheda di alimentazione è rotto. Sostituiscilo. • Se l'indicatore anomalo è spento: UN. È possibile che il trasformatore della piastra centrale sia danneggiato e che il ponte possa essere utilizzato per misurare l'induttanza primaria e il valore Q del trasformatore principale. L=0.9-1.6 mH Q>35 Il valore Q dell'induttanza è molto piccolo e dovrebbe essere sostituito. B. Il tubo raddrizzatore secondario del trasformatore potrebbe essere guasto. Trovare e sostituire il tubo raddrizzatore dello stesso tipo. Il circuito di feedback potrebbe essere rotto. 4. Il circuito di feedback potrebbe essere rotto. |
| La corrente di uscita è instabile o manca il controllo del potenziometro durante la saldatura e la corrente è talvolta elevata e talvolta ridotta. | 1. Il potenziometro da 1K deve essere sostituito se danneggiato. 2. È necessario controllare tutti i tipi di collegamenti scadenti, in particolare i connettori. |
| La saldatura ad arco manuale produce spruzzi grandi ed è difficile bruciare gli elettrodi alcalini. | 1. Se la polarità è errata, invertire la polarità del filo di terra e del filo della maniglia. |
| La ventola non gira, il misuratore digitale non ha display e non c'è uscita di saldatura. | 1. Confermare che l'interruttore dell'aria sia intatto o chiuso. 2. Verificare che la rete elettrica collegata al cavo di uscita disponga di elettricità. 3. Il termistore (quattro) sulla scheda di alimentazione è danneggiato (questa situazione è generalmente causata dal guasto del relè DC24V o dal cattivo contatto dei contatti). 4. La scheda di alimentazione (scheda inferiore) si guasta e non c'è tensione in uscita DC537V. • Il ponte in silicio è aperto e il contatto del filo del plug-in del ponte in silicio è scadente. • Parte della scheda di potenza è bruciata. • Controllare se il cavo di connessione dall'interruttore dell'aria alla scheda di alimentazione e il cavo di connessione dalla scheda di alimentazione alla scheda MOS (scheda inverter) sono in buon contatto. • La parte di alimentazione ausiliaria della scheda di controllo è difettosa. |
| La ventola gira e la spia di anomalia non si accende. Non si sente il fruscio della scarica ad alta frequenza e l'arco non può avviarsi anche se viene sfregato. | 1. Controllare se i vari cavi di connessione nella macchina hanno un cattivo contatto. 2. Se c'è un problema con il circuito di controllo, scoprire la causa in tempo o contattare il rivenditore. 3. Il cavo di controllo della torcia di saldatura è rotto. |
| La spia anomala è accesa e non c'è uscita. | 1. Il cavo della torcia è rotto. 2. Il filo di terra è rotto o non collegato al pezzo da saldare. 3. Il collegamento tra il terminale di uscita positivo o il terminale di uscita del gas della torcia di saldatura e la macchina è allentato. |
| La spia anomala non si accende. Si sente il fruscio della scarica ad alta frequenza, ma non l'uscita della saldatura. | 1. Il filo primario del trasformatore di accensione dell'arco ha un cattivo contatto con la piastra di accensione dell'arco. Stringilo. 2. È possibile che la punta della torcia per saldatura TIG sia ossidata o che l'ugello sia lontano dal pezzo da saldare. Trattamento: rimuovere la pellicola di ossido dell'elettrodo dell'ugello o modificare la distanza tra l'ugello e il pezzo in lavorazione a 1 mm e la saldatura ad arco può 3. L'interruttore di trasferimento della saldatura ad argon per saldatura manuale è danneggiato. Sostituiscilo. 4. I singoli componenti del circuito di accensione dell'arco ad alta frequenza sono danneggiati. Trovarli e sostituirli. |
| La spia anomala è accesa e non c'è uscita. | 1. Potrebbe trattarsi di una protezione da sovracorrente. Spegnere la macchina e riavviarla dopo che l'indicatore anomalo si è spento. 2. Potrebbe trattarsi di una protezione da surriscaldamento e la macchina può tornare alla normalità senza spegnersi per 2-3 minuti. 3. L'inverter o la scheda di accensione dell'arco potrebbero essere difettosi: Se si tratta di un doppio inverter, scollegare la spina del cavo di alimentazione su una delle schede inverter (vicino al plug-in panel-07) e riavviarla. Quindi, se l'indicatore di anomalia non è acceso, il guasto è di questo inverter, altrimenti il guasto è di un altro inverter. Successivamente, sia le macchine a inverter singolo che quelle a doppio inverter possono utilizzare lo stesso metodo per la risoluzione dei problemi. • Se l'indicatore di anomalia è ancora acceso, spegnere e scollegare l'alimentazione sulla scheda dell'arco pilota (vicino al connettore VH-03 della ventola). Riavvialo: UN. Se la spia anomala è ancora accesa, il singolo FET sulla scheda MOS è danneggiato. Trova e sostituisci il FET dello stesso tipo. B. Se l'indicatore anomalo non è acceso, il guasto risiede nel danno alla scheda di accensione dell'arco, al booster o al trasformatore. Sostituiscilo. • Collegare il cavo di alimentazione dell'inverter difettoso e scollegare il cavo di alimentazione del trasformatore principale. E poi riavviare la macchina. UN. Se l'indicatore anomalo è spento, il guasto è nel piano medio. Il trasformatore midplane potrebbe essere danneggiato e il ponte può essere utilizzato per misurare l'induttanza primaria e il valore Q di ciascun trasformatore principale. B. Il tubo raddrizzatore della piastra centrale potrebbe essere danneggiato singolarmente. Trovare e sostituire il tubo raddrizzatore dello stesso tipo. 4. Il circuito di feedback potrebbe essere rotto. |
| La corrente di saldatura non è sufficiente e la regolazione della corrente è fuori controllo. | 1. La linea secondaria è troppo lunga o troppo sottile, accorciare il più possibile la linea secondaria o aumentarne l'area della sezione trasversale. 2. Se è presente un dispositivo di controllo remoto, potrebbe essere nello stato di controllo remoto. 3. È anche possibile che il potenziometro di regolazione della corrente sia danneggiato. |
Conclusione
In conclusione, il Manuale del Saldatore VEVOR fornisce informazioni complete sulle precauzioni di sicurezza e sulle tecniche di saldatura professionali necessarie per saldare con successo utilizzando i saldatori VEVOR. Seguendo il manuale è possibile garantire la propria sicurezza, prevenire incidenti e ottenere risultati di saldatura di alta qualità.
I dati tecnici riportati nel manuale possono inoltre aiutarvi a comprendere le specifiche di ogni modello di saldatrice VEVOR, permettendovi di scegliere quella più adatta alle vostre esigenze di saldatura. Ricordarsi di seguire sempre le linee guida di sicurezza e di prendere le precauzioni necessarie durante l'utilizzo di una saldatrice VEVOR per garantire un'esperienza di saldatura sicura ed efficiente.



