
Ha szeretné megtanulni a VEVOR hegesztőgép használatát, vagy egyszerűen csak fel kell frissítenie tudását a biztonsági óvintézkedésekről és a professzionális technikákról, a VEVOR hegesztői kézikönyv felbecsülhetetlen értékű forrás.
Ebben a használati útmutatóban megvizsgáljuk azokat a biztonsági óvintézkedéseket és professzionális hegesztési technikákat, amelyek szükségesek a hegesztés sikeréhez. Ezenkívül a kézikönyv PDF-változatát is biztosítjuk Önnek, amely megkönnyíti a szükséges információk elérését és hivatkozását. Szóval, kezdjük!

Ez az eredeti utasítás, kérjük, olvassa el figyelmesen az összes használati utasítást használat előtt. A VEVOR fenntartja a felhasználói kézikönyv egyértelmű értelmezését. A termék megjelenése a kapott terméktől függ. Bocsásson meg, hogy nem értesítjük Önt, ha technológiai vagy szoftverfrissítés érkezik termékünkre.
Tartalomjegyzék
MEGFELELŐSÉGI NYILATKOZAT
A cég ünnepélyesen megígéri:
A cégünk által forgalmazott termékekre a vásárlástól számított egy év garanciát vállalunk.
Kérjük, figyelmesen olvassa el és értelmezze ezt a kézikönyvet a gép üzembe helyezése és üzemeltetése előtt.
- A kézikönyv tartalma előzetes figyelmeztetés nélkül módosítható.
- A kézikönyvben előfordulhatnak pontatlanságok, bár gondosan megvizsgálták.
Ha igen, kérjük, forduljon hozzánk.
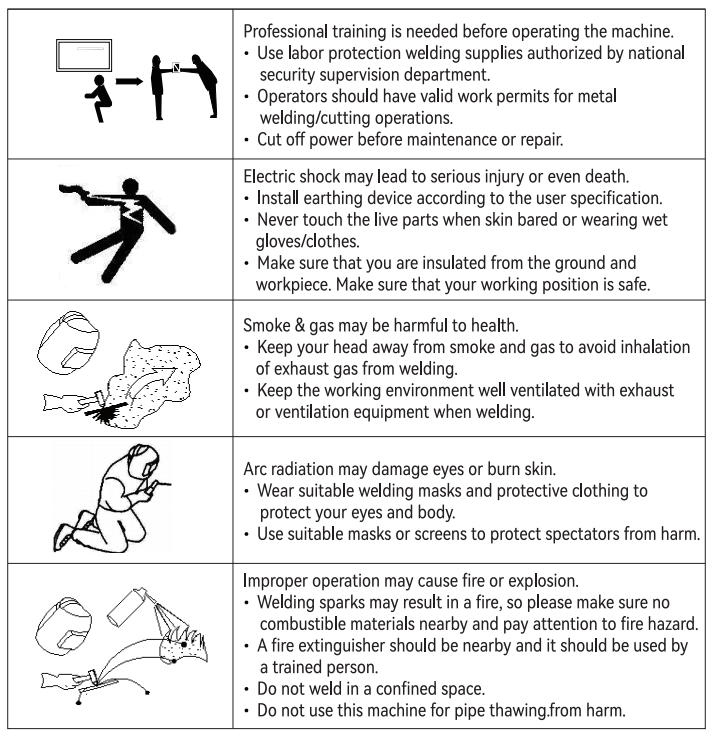
BIZTONSÁG
A hegesztés veszélyes, és kárt okozhat Önnek és másoknak, ezért hegesztés közben ügyeljen a megfelelő védelemre.
A részletekért olvassa el a gyártó balesetmegelőzési biztonsági irányelveit.
AZ ALAPELV RÖVID BEVEZETÉSE
Az argon ívhegesztő sorozat egy inverteres hegesztőgép, amelyet fejlett inverteres technológiával gyártanak. Ez egy érettebb és stabilabb terméksorozat.
Impulzusszélesség-modulációs technológiát (PWM) és nagy teljesítményű IGBT kapcsolóeszközt használ az 50Hz/60Hz-es teljesítményfrekvencia egyenárammá történő egyenirányításához, majd nagyfrekvenciára (a frekvencia elérheti a 100KHz fölé) invertálását, majd a fokozatos egyenirányítást. Az impulzusszélesség-modulációs technológia (PWM) kimenete révén nagy teljesítményű egyenáramú tápegységként használható hegesztéshez. A kapcsolóüzemű inverteres technológiának köszönhetően a hegesztőgép súlya és térfogata jelentősen csökken, és az egész gép átalakítási hatékonysága több mint 30%-kal nő.
Ha kézi ívhegesztésként használják, a hegesztő állandó áramjellemzőkkel rendelkezik, és ívtolóerő-szabályozással rendelkezik.
Vagyis normál ívfeszültség mellett állandó áramjellemzővel rendelkezik. Így a hegesztőáram nem változik az ívhosszal a stabil hegesztés érdekében.
Ha az ív túl rövid és az ívfeszültség túl alacsony, az áram az ívfeszültség csökkenésével nőhet. Az ívhossz automatikus helyreállításának elősegítése érdekében (ún. ívtolóerő) a tolóerő egymástól függetlenül állítható. Ha az ívfeszültség túl kicsi az ív fenntartásához, a külső karakterisztika meredek esés karakterisztikára változik, hogy elkerülje a rövidzárlat által okozott túlzott áramerősséget.
Az argon ívhegesztés külső jellemzője az állandó áram, így a hegesztőáram nem változik az ívhosszal, és az áram nagyon stabil.
TELEPÍTÉS
Hosszabb kimeneti kábel használata esetén a feszültségesés csökkentése érdekében nagyobb keresztmetszetű kábel használata javasolt. Ha a hegesztőpisztoly kábele túl hosszú, a belső ellenállása csökkenti a berendezés kimeneti feszültségét, ami nagyobb hatással lehet a hegesztőgép teljesítményére.
A nagyfrekvenciás ív teljesítménye gyengül, vagy a rendszer nem tud megfelelően működni. Ezért azt javasoljuk, hogy az ajánlott hosszúságú kábelt használja.
CSATLAKOZZA A BEKÖTÉSET
1. Bemeneti kábel csatlakoztatása
• Minden AWI hegesztőgép tápkábellel van felszerelve. A szükséges bemeneti feszültségű tápegységhez való csatlakoztatásra szolgál.
• Az esetleges oxidáció elkerülése érdekében a tápkábelt jól kell csatlakoztatni a tápkapcsolóhoz vagy a kábelcsatlakozóhoz.
• Multiméterrel ellenőrizze, hogy a feszültség a megadott tartományon belül változik-e.
2. Kimeneti kábel csatlakoztatása (Pure) Argon ívhegesztés (TIG)
• Az argon ívhegesztő pisztoly csatlakoztatása. Szerelje fel a hegesztőpisztoly gáz-elektromos integrált csatlakozóját a hegesztőgép paneljének megfelelő interfészére, és az óramutató járásával megegyező irányba forgatva húzza meg.
• Szerelje be a légdugót a hegesztőgép paneljének megfelelő interfészébe, és húzza meg az óramutató járásával megegyező irányba forgatva.
• Dugja be a cikluskábel gyorsdugóját a hegesztőgép paneljén található „+” polaritású gyorscsatlakozóba, majd az óramutató járásával megegyező irányba forgatva húzza meg. Ezután rögzítse a munkadarabot a földelővezetékkel.
3. Csatlakoztassa a gázhoz
Csatlakoztassa szorosan az argon gázcsövet a gép hátulján található réz fúvókával. A levegőellátási útvonalnak tartalmaznia kell egy gázpalackot, egy argon dekompressziós áramlásmérőt és egy légcsövet. A légcső összekötő részét tömlőbilincsekkel vagy más tárgyakkal kell rögzíteni, hogy megakadályozzák a szivárgást és a levegő bejutását. Ezek a műveletek befolyásolják a forrasztási kötések védőhatását.
A ház földeléséhez használjon legalább 4 mm-es vezető keresztmetszetű vezetéket. A módszer az, hogy egy vezetéket csatlakoztassunk a földhöz a hegesztő hátulján lévő földelőcsavarból, hogy megakadályozzuk a statikus elektromosságot vagy a szivárgást.
4. MMA és TIG funkció
Csatlakoztassa a fentiek szerint az argonhegesztés (TIG) során. MMA hegesztéskor ügyeljen a következőkre.
• Minden hegesztőgép egy pár gyorsdugóval van felszerelve. Csatlakoztassa az elektródatartó kábelét a – gyorscsatlakozóhoz, a földelő bilincs kábelét pedig a „+” gyorsdugóhoz. Ügyeljen arra, hogy belső hatlapfejű kulccsal húzza meg őket. Helyezze a másodlagos kábelt (tartókábel és földelővezeték) jó érintkezésbe a gyorscsatlakozóval.
Néhány hegesztő ezt figyelmen kívül hagyta, és elégette a gyorsdugót.
• Miután bedugta a gyorsdugót a gyorscsatlakozóba, húzza meg a jó érintkezés érdekében. Ellenkező esetben, ha nagy az üzemi áram, a dugó és az aljzat kiég a hosszú munkavégzés után.
5. funkció
• Csatlakoztassa megfelelően a tisztítópisztolyt. Szerelje be a tisztítópisztoly csatlakozóját a megfelelő pisztoly interfészbe a hegesztőgép paneljén, és húzza meg az óramutató járásával megegyező irányba forgatva.
• Dugja be a földkábel gyorsdugóját a gyorscsatlakozóba a hegesztőgép paneljén lévő „+” polaritással, és az óramutató járásával megegyező irányba forgatva húzza meg. Rögzítse a munkadarabot a földelő bilinccsel a másik végén.
Komoly figyelmet kell fordítani a vezeték elektródájára. Az egyenáramú hegesztőberendezések általában két csatlakozási móddal rendelkeznek:
• Pozitív csatlakozás: csatlakoztassa az elektródatartót a „-“, míg a munkadarabot a „+“-hoz;
• Negatív csatlakozás: csatlakoztassa a munkadarabot a „-“, míg az elektródatartót a „+“-hoz.
MŰKÖDÉS
Főkapcsoló
• Kapcsolja be a főkapcsolót a hátlapon, és állítsa a főkapcsolót „ON” állásba. Ekkor a digitális kijelző világít, és a gép belsejében lévő ventilátor forogni kezd.
Válassza ki a „TIG”/„MMA” / „CLEAN” módot a választógombbal.
A kiválasztó kapcsoló megvalósíthatja a TIG és az MMA átalakítását.
1. AWI hegesztési művelet
• Nyomja meg a gombot az argon ívhegesztés (TIG) jelzőfény bekapcsolásához.
• Nyissa ki az argonpalack szelepét és állítsa be az áramlásmérőt a kívánt térfogatáramra.
• A hegesztőpisztoly gombjának megnyomása után a mágnesszelep működésbe lép, és az argongáz elindul.
• Válassza ki a hegesztőáramot a munkadarab vastagságának megfelelően.
• A hegesztőpisztoly volfrámelektródája és a munkadarab közötti távolság 2-4 mm. Nyomja meg a hegesztőpisztoly gombját. Ívgyújtás után a nagyfrekvenciás ívgyújtó kisülési hang a gépben azonnal eltűnik, és ekkor már működhet.
2. MMA hegesztési művelet
• Nyomja meg a gombot az MMA hegesztési (MMA) jelzőfény bekapcsolásához.
• Válassza ki a hegesztőáramot a munkadarab vastagságának megfelelően.
3. Tisztító funkció működése
• Nyomja meg a gombot a tisztítási funkció (Clean) jelzőfény bekapcsolásához.
• Válassza ki a kimeneti áramot a tisztítási igényeknek megfelelően.
4. O.C visszajelző lámpa
Ha a jelzőfény világít, az azt jelenti, hogy a készülék túlmelegedés miatt védelmi állapotba került.
A túlmelegedést pedig túlterhelés, túláram vagy egyéb okok okozzák. Amikor a túláram és a túlterhelés megszűnik, a berendezés újra normálisan működik.
5. Digitális kijelzős ampermérő
A digitális kijelző a hegesztőáram értékét mutatja.
6. A jelenlegi szabályozás
Az impulzusos AWI gépeknél a ponthegesztés (ponthegesztés) és impulzus (impulzus) jelzőfények kialszanak, ha az „MMA” vagy a „Clean” állapotot választja.
Válassza ki a kimeneti áramot igényeinek megfelelően.
7. A jelenlegi szabályozás
Az impulzusos AWI gépeknél a ponthegesztés (ponthegesztés) és impulzus (impulzus) jelzőfények kialszanak, ha az „MMA” vagy a „Clean” állapotot választja.
Válassza ki a kimeneti áramot igényeinek megfelelően.
(2T/4T) Kiválasztó kapcsoló (vegye fel ezt a funkciót az ügyfél igényei szerint)
Válassza ki a kívánt hegesztési módot (2T/4T) argon ívhegesztési állapotban. A kezelési utasítások a következők:
• Állítsa be a hegesztőáramot a kívánt hegesztési eljárásnak megfelelően. 2T módban a hegesztőpisztoly volfrámelektródája és a munkadarab közötti távolságot állítsa 2-4 mm-re. Nyomja meg a pisztoly kapcsolóját, és az ív meggyullad, és elkezdheti a hegesztést. Engedje el a kézi kapcsolót az ív lezárásához és a hegesztés leállításához.
• 4T módban megnyomhatja a fáklya kapcsolóját az ív meggyújtásához. Amikor elengedi a kézi kapcsolót, a hegesztés folytatódik. Ezután nyomja meg újra a kézi kapcsolót, és az áram lassan az ív végére csökken.
Ekkor engedje el a kézi kapcsolót, és a hegesztőgép leáll.
Előzetes idő beállítása (Pre Flow)
Az előlevegő a levegőellátástól az ívelésig eltelt idő. Ez az idő 0 és 1 másodperc között állítható.
Az adás utáni idő beállítása (Post Flow)
Utólevegő: az ívleállástól a levegőellátás megszakításáig eltelt idő. Ez az idő 1 és 10 másodperc között állítható.
Válassza a „Pulse” funkciót
• Válassza ki a „TIG”-t, és kapcsolja be a lámpát.
• Ezután válassza ki a „Pulse”-t, és kapcsolja be a lámpát.
Impulzusfrekvencia beállítása „Impulzusfrekvencia” (Lásd az alábbi áramgörbét)
Alapáram beállítása „Alaperősítők”
• Az alapáram csak impulzus állapotban állítható be. Válassza ki az „Impulzus” értéket, és válassza ki a megfelelő alapáramot a munkadarab vastagságának megfelelően.
Üzemi ciklus beállítása "Csúcs időben"
• Állítsa be a csúcsáram várakozási idejét.
Elülső/hátsó panel
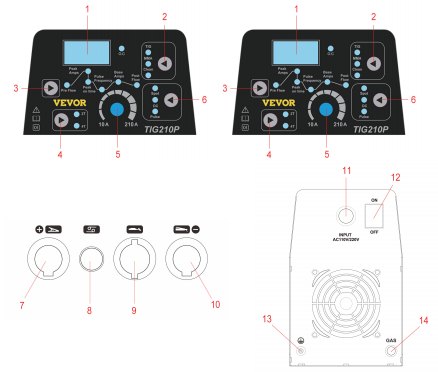
1. Digitális kijelző 8. Csatlakoztassa a zseblámpa kapcsolóját
2. TIG, MMA, CLEAN munkamód 9. Szerelje fel a vágópisztolyt
3. Előáramlás, hegesztőáram, utóáramlás 10. Negatív foglalat
4. 2T/4T funkciógomb 11. Bemeneti tápkábel
5. Beállító gomb 12. bekapcsológomb
6. SPOT, DC, PULSE mód 13. Földelő csavar
7. csatlakoztassa a földbilincset 14. Gáztömlő csatlakozója
FŐ PARAMÉTEREK
| ITEM | TIG 155 A | TIG 210 A | TIG 210 P |
| Tápfeszültség (v | AC 110V ± 10% | AC 110V±10 | AC110V±10 |
| Frekvencia (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Névleges bemeneti kapacitás (KVA) | 3.8 | 7.1 | 7.1 |
| Generátor kapacitás (KVA | 2.3 | 4.2 | 4.2 |
| Névleges bemeneti áram (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| kimeneti áram Tartomány (A | 30 155- | 30-210 | 30-210 |
| kimeneti áram Tartomány (A | 10 155- | 10-210 | 10-210 |
| Névleges üresjárati feszültség (v | 60 | 60 | 60 |
| Üzemi ciklus ( % ) | 30% | 30% | 30% |
| Szigetelési osztály | F | F | F |
| Védelmi osztály | IP21 | IP21 | IP21 |
| Gép súlya (KG) | 4.9 | 5.4 | 5.4 |
| Gép mérete (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| USB kimenet | / | 5V | / |
| Elsődleges mellékletek | 1 . 3.66 m QQ150 hegesztőpisztoly (beleértve a | 1 . WP-26 hegesztőpisztoly | 1 . WP-26 hegesztőpisztoly finomüveg szájjal , (L= 4m beleértve |
| Alkalmazható huzalátmérő-tartomány | <3.2 | <3.2 | <3.2 |
LEHETSÉGES PROBLÉMÁK
Az itt felsorolt jelenségek összefügghetnek a tartozékokkal, gázokkal, környezeti tényezőkkel és az áramellátás körülményeivel. Kérjük, próbálja meg javítani a környezetet az ilyen helyzetek elkerülése érdekében.
Fekete forrasztási kötések
Az ilyen esetek azt jelzik, hogy a forrasztási kötések nincsenek hatékonyan védve, és oxidálódnak. A következő ellenőrzéseket végezheti el.
• Győződjön meg arról, hogy az argonpalack szelepe nyitva van, és a nyomás megfelelő. Ha a nyomás a hengerben kisebb, mint 0.5 MPa, töltse fel a hengert.
• Ellenőrizze, hogy az argonáramlás csatlakoztatva van-e, és elegendő-e az áramlás. A gáz megtakarítása érdekében különböző áramlási sebességek választhatók a különböző hegesztőáram-viszonyokhoz. A túl lassú áramlási sebesség azonban nem elegendő védőgázhoz vezethet, amely elfedi a forrasztási kötéseket. Nem számít, milyen kicsi az áramerősség, azt javasoljuk, hogy az argon áramlási sebességét ne állítsa 5 l/perc alá.
• A legegyszerűbb módja annak, hogy ellenőrizze, nincs-e gáz, ha megtapintja a hegesztőpisztoly fúvókáját, hogy ellenőrizze, nincs-e elzárva a hegesztőpisztoly gázútja.
• A rossz gáztömítés vagy az alacsony gáztisztaság szintén hegesztési minőségi problémákat okoz.
• Ha erős légáramlás van a környezetben, az a hegesztés minőségének romlásához is vezethet.
• A munkaciklus túl alacsony.
Nehéz elindítani az ívet, és könnyű megtörni az ívet:
• Győződjön meg arról, hogy a használt volfrámelektródák jó minőségűek. Előfordulhat, hogy az alacsonyabb minőségű volfrámelektróda kisülési kapacitása nem felel meg a követelménynek.
• Az élezetlen volfrámelektródát nem könnyű ívelni, és az ív instabilitását okozhatja.
Az áram nem maradhat stabil a hegesztőgép használata közben:
Ez a helyzet a következő tényezőkhöz vezethet:
• A hálózati feszültség változása.
• Súlyos interferencia az elektromos hálózatból vagy más elektromos berendezésekből.
VIGYÁZAT
Környezet
• A hegesztést viszonylag száraz környezetben kell elvégezni, és a levegő páratartalma általában nem haladja meg a 90%-ot.
• A környezeti hőmérsékletnek -10°C és 40°C között kell lennie.
• Kerülje a hegesztést napon vagy esőben, és ne engedje, hogy víz vagy eső szivárogjon be a hegesztőgépbe.
• Kerülje a hegesztést poros vagy korrozív gázkörnyezetben.
• Kerülje a védőgázas hegesztést erős légáramlási körülmények között.
Biztonsági pontok
A TIG hegesztőgép túlfeszültség, túláram és túlmelegedés elleni védelemmel lett felszerelve. Ha a hálózati feszültség, a kimeneti áram vagy a belső hőmérséklet meghaladja a beállított szabványt, a hegesztőgép automatikusan leáll. A túlzott használat (például túlfeszültség) azonban továbbra is károsíthatja a hegesztőgépet. Ezért a következő pontokat kell figyelembe venni.
Biztosítson jó szellőzést
Ez a hegesztőgép egy ipari hegesztőgép. Működés közben nagy üzemi áram keletkezik, és a természetes szellőzés nem tudja kielégíteni a hűtési követelményeket. Ezért két ventilátor van beépítve a belsejébe, amelyek hatékonyan hűthetik a hegesztőgépet és zökkenőmentesen működhetnek.
A felhasználóknak gondoskodniuk kell arról, hogy a szellőző területek ne legyenek letakarva vagy elzárva. A hegesztő és a környező tárgyak közötti távolság nem lehet kevesebb, mint 0.3 méter. A felhasználóknak mindig ügyelniük kell a jó szellőzésre, mert ez elősegíti a hegesztőgép működését.
Túlterhelés tiltása
A felhasználónak ne felejtse el betartani a maximálisan megengedett terhelési áramot (a választható terhelési időtartamhoz viszonyítva), hogy a hegesztőáram ne haladja meg a maximálisan megengedett terhelési áramot.
A jelenlegi túlterhelés jelentősen lerövidíti a hegesztőgép élettartamát, és akár ki is égetheti a hegesztőgépet.
Túlfeszültség tiltása
A tápfeszültség a „Fő teljesítményparaméterek” táblázatban található. Normál körülmények között a hegesztőgép automatikus feszültségkompenzáló áramköre a megengedett tartományon belül tartja a hegesztőáramot. Ha a tápfeszültség meghaladja a megengedett értéket, a hegesztőgép megsérül. A felhasználónak tisztában kell lennie ezzel a helyzettel, és meg kell tennie a megfelelő megelőző intézkedéseket.
• Minden hegesztőgép hátoldalán vannak földelő csavarok és a megfelelő földelési jelek. Használat előtt 4 mm-nél nagyobb keresztmetszetű kábeleket kell kiválasztani. Földelje le a hegesztő héját, hogy elkerülje a statikus elektromosság vagy szivárgás okozta baleseteket.
• Ha a hegesztőgép a normál terhelés folytonossági aránynál nagyobb mértékben működik, a hegesztő hirtelen védett állapotba kerülhet, és leállhat. Ez azt jelenti, hogy a túlmelegedés kiváltja a hőmérséklet-szabályozó kapcsolót, így a hegesztőgép leáll. Az előlapon lévő piros jelzőfény kigyullad. Ebben az esetben nem kell kihúzni a konnektorból, mert a hűtőventilátor képes hűteni a hegesztőgépet. Amikor a piros jelzőfény kialszik, a hőmérséklet a normál tartományba esik, és újraindíthatja a hegesztést.
KARBANTARTÁS
• Biztonsági figyelmeztetés: Minden karbantartási és javítási munkát teljesen lekapcsolt áramellátással kell végezni.
Kérjük, győződjön meg arról, hogy a tápcsatlakozó ki van húzva, mielőtt kinyitná a gépet.
• Rendszeresen ellenőrizze a hegesztőgép belső áramköri csatlakozását, hogy megbizonyosodjon a kábelezés helyességéről és a csatlakozás szilárdságáról (különösen a behelyezett csatlakozásról vagy alkatrészről). Ha rozsdát vagy laza alkatrészt talál, csiszolja le a rozsdás réteget vagy az oxidréteget csiszolópapírral, és húzza meg újra.
• Amikor a gép feszültség alatt van, tartsa távol kezét, haját és szerszámait a gép feszültség alatt álló részeitől, például a belső ventilátoroktól. Kerülje el, hogy a gép megsérüljön vagy megrongálja.
• Rendszeresen fújja el a port száraz, sűrített levegővel. Ha a hegesztőgépet erős füstben, súlyos légszennyezettségben használják, a hegesztőgépet minden nap le kell porolni.
• A sűrített levegő nyomásának ésszerű szinten kell lennie, hogy elkerülje a hegesztőben lévő apró alkatrészek sérülését.
• Ügyeljen arra, hogy víz vagy gőz ne jusson a hegesztőgépbe. Ha ez megtörténik, szárítsa meg a hegesztőgép belsejét.
Ezt követően mérőműszerrel mérje meg a hegesztőgép szigetelését (a csatlakozó csomópontok közötti szigetelést, valamint a csatlakozási pontok és a burkolat közötti szigetelést). Csak akkor folytathatjuk a hegesztési munkát, ha nincs rendellenes állapot.
• Ha a hegesztőgépet hosszabb ideig nem használják, a hegesztőgépet vissza kell helyezni az eredeti csomagolásba, és száraz helyen kell tárolni.
HIBAELHÁRÍTÁS
Megjegyzés: A következő műveletek megfelelő elektromos szakértelmet és átfogó biztonsági ismereteket igényelnek.
Az üzemeltetőnek olyan érvényes képesítéssel kell rendelkeznie, amely bizonyítja alkalmasságát és tudását.
| Jelenségek | Megoldás |
| A teljesítményjelző nem világít, a ventilátor nem forog, és nincs hegesztési kimenet. | 1. A tápkapcsoló elromlott. 2. Ellenőrizze, hogy a bemeneti kábelhez csatlakoztatott elektromos hálózat rendelkezik-e árammal. 3. Ellenőrizze, hogy nincs-e szakadás a bemeneti kábelben. |
| A főkapcsoló jelzőfénye világít, de a ventilátor nem forog, vagy többször forog és leáll, és nincs hegesztési kimenet. | 1. Lehetséges, hogy a bemeneti terminál rosszul van csatlakoztatva a 380 V-os tápegységhez, ami a túlfeszültség-védelmi áramkör elindulását eredményezi. Cserélje ki a 220 V-os tápegységet, és indítsa újra a gépet. 2. A 220 V-os tápegység instabil (a bemeneti vezeték túl vékony és túl hosszú), vagy a bemeneti vezeték a hálózatra van csatlakoztatva, ami a túlfeszültség-védelmi áramkör bekapcsolását eredményezi. Ez a jelenség 2-3 percen belül megszűnik a hálózati bemenet vezetékátmérőjének növelésével vagy a bemeneti csomópont megerősítésével. Amikor visszatér a normál állapotba, indítsa újra. 3. A tápkapcsoló rövid ideig tartó folyamatos be- és kikapcsolása elindítja a túlfeszültség-védelmi áramkört. Kapcsolja ki a főkapcsolót, és várjon 2-3 percet, mielőtt újraindítaná. 4. A kapcsoló és a tápegység közötti vezeték meglazult. Húzza meg. 5. A főáramkör 24V-os reléje a tápegység kártyán nincs lezárva vagy sérült.Ellenőrizze a 24V-os tápegységet és a relét. Ha a relé megsérül, kicserélheti más, azonos típusú megszakítókra. |
| A főkapcsoló jelzőfénye világít, de a ventilátor nem forog, vagy többször forog és leáll, és nincs hegesztési kimenet. | 1. Multiméterrel mérve a VH-07 csatlakozó pozitív és negatív feszültségét a tápegység kártyától a MOS kártyáig körülbelül DC308V. • A szilíciumhíd dugaszoló vezetéke nincs-e leválasztva, és hogy az érintkező rossz-e. • A tápegység kártyáján lévő nagy elektrolitkondenzátorok szivároghatnak. Cserélje ki. 2. A MOS kártyán lévő segédtápegység zöld jelzőlámpával rendelkezik. Ha a lámpa nem világít, akkor a kiegészítő tápegység nem működik. Keresse meg a hibapontot. 3. Ellenőrizze a különböző dugaszolható vezetékek rossz érintkezését a gépben. 4. A vezérlőáramkör problémáit időben ki kell deríteni, vagy forduljon a forgalmazókhoz. 5. A hegesztőpisztoly vezérlővezetéke elszakadt. |
| A rendellenes jelzőfény nem világít. Magas frekvenciájú kisülési „suhogó” hang hallható, és nincs hegesztési kimenet. | 1. A pisztoly kábele elszakadt. 2. A földelővezeték megszakadt, vagy nincs csatlakoztatva a hegesztő munkadarabhoz. 3. A hegesztőpisztoly pozitív kimeneti vagy gázkimeneti kapcsa és a gép közötti kapcsolat laza. |
| A rendellenes jelzőfény nem világít. Nincs nagyfrekvenciás kisülés susogó hangja, és az ívhegesztés elindítható. | 1. Az ívgyújtó transzformátor elsődleges vezetéke rosszul érintkezik a tápkártyával. Húzza meg. 2. Előfordulhat, hogy a TIG hegesztőpisztoly hegye oxidált, vagy a fúvóka messze van a munkadarabtól. Kezelés: távolítsa el a fúvóka elektródájáról az oxidréteget, vagy módosítsa a fúvóka és a munkadarab közötti távolságot 1 mm-re. 3. A kézi argonhegesztő átviteli kapcsoló sérült; cserélje ki. 4. A nagyfrekvenciás ívgyújtó áramkör egyes alkatrészei megsérültek; keresse meg és cserélje ki őket. |
| Rendellenes jelzőfény világít, nincs kimenet. | 1. Lehet, hogy túllépte az áramerősséget. Kérjük, állítsa le a gépet, és indítsa újra, amíg a rendellenes jelzőfény kialszik. 2. Túlmelegedés elleni védelem lehet, és nem kell leállítani a gépet. Várjon 2-3 percet, amíg a gép visszaáll a normál állapotba (a tiszta argon ívhegesztő gépnek nincs túlmelegedés elleni védelmi funkciója). 3. Lehet, hogy az inverter áramköre hibás, kérjük, húzza ki a fő transzformátor tápcsatlakozóját a MOS kártyán (a ventilátor VH-07 csatlakozója közelében), és indítsa újra: • Ha a rendellenes jelzőfény továbbra is világít, kapcsolja ki a gépet, majd húzza ki a nagyfrekvenciás ívgyújtás tápegység csatlakozódugóját (a ventilátor VH-03 csatlakozójának közelében), és indítsa újra: a. Ha a rendellenes jelzőfény továbbra is világít, akkor a MOS kártyán lévő FET sérült. Keresse meg és cserélje ki az azonos típusú FET-et. b. Ha a rendellenes jelzőfény nem világít, akkor a tápegység kártya nagyfrekvenciás íváramkörében lévő fokozó transzformátor megszakadt. Cserélje ki. • Ha a rendellenes jelző nem világít: a. Előfordulhat, hogy a középső lemezes transzformátor sérült, és a híd segítségével a főtranszformátor primer induktivitása és Q értéke mérhető.L=0.9-1.6mH Q>35 Az induktivitás Q értéke nagyon kicsi, ezért lecserélték. b. A transzformátor másodlagos egyenirányító csöve elromolhat. Keresse meg és cserélje ki az azonos típusú egyenirányító csövet. A visszacsatoló áramkör megszakadhat. 4. A visszacsatoló áramkör megszakadhat. |
| A kimeneti áram instabil, vagy nincs potenciométer vezérlés hegesztés közben, és az áram néha nagy, néha kicsi. | 1. Az 1K potenciométert ki kell cserélni, ha sérült. 2. Mindenféle rossz csatlakozást, különösen a csatlakozókat ellenőrizni kell. |
| A kézi ívhegesztés nagy fröccsenéseket okoz, és nehéz lúgos elektródákat égetni. | 1. Ha a polaritás rossz, cserélje fel a testvezeték és a fogantyú vezetékének polaritását. |
| A ventilátor nem forog, a digitális mérőnek nincs kijelzője, és nincs hegesztési kimenet. | 1. Győződjön meg arról, hogy a levegőkapcsoló sértetlen vagy zárva van. 2. Győződjön meg arról, hogy a kimeneti kábelhez csatlakoztatott elektromos hálózat rendelkezik árammal. 3. A tápegység kártyán lévő termisztor (négy) megsérült. Ezt a helyzetet általában a DC24V relé meghibásodása vagy az érintkezők rossz érintkezése okozza. 4. A tápegység kártya (alsó kártya) meghibásodik, és nincs DC537V feszültségkimenet. • A szilíciumhíd nyitva van, és a szilíciumhíd-dugó vezetékérintkezője gyenge. • A tápegység egy része megégett. • Ellenőrizze, hogy a levegőkapcsoló és a tápegység közötti patch kábel, valamint a tápegység és a MOS kártya (inverterkártya) közötti patch kábel megfelelően érintkezik-e. • A vezérlőkártya kiegészítő tápegység része hibás. |
| A ventilátor forog, és a rendellenes jelzőfény nem világít. Nincs nagyfrekvenciás kisülés susogó hangja, és az ívet még dörzsölve sem lehet elindítani. | 1. Ellenőrizze, hogy a gép különböző patchkábelei nem érintkeznek-e rosszul. 2. Ha probléma van a vezérlő áramkörrel, időben derítse ki az okot, vagy lépjen kapcsolatba a forgalmazóval. 3. A hegesztőpisztoly vezérlővezetéke elszakadt. |
| A rendellenes jelzőfény világít, és nincs kimenet. | 1. A pisztoly kábele elszakadt. 2. A földelővezeték megszakadt, vagy nincs csatlakoztatva a hegesztő munkadarabhoz. 3. A hegesztőpisztoly pozitív kimeneti vagy gázkimeneti kapcsa és a gép közötti kapcsolat laza. |
| A rendellenes jelzőfény nem világít. A nagyfrekvenciás kisülés zúgása hallatszik, de nincs hegesztési kimenet. | 1. Az ívgyújtó transzformátor primer vezetéke rosszul érintkezik az ívgyújtó lemezzel. Húzza meg. 2. Előfordulhat, hogy a TIG hegesztőpisztoly hegye oxidált, vagy a fúvóka messze van a munkadarabtól. Kezelés: távolítsa el a fúvóka elektróda oxidrétegét, vagy módosítsa a fúvóka és a munkadarab közötti távolságot 1 mm-re.és az ívhegesztő kanna 3. A kézi hegesztő argon hegesztő átviteli kapcsolója sérült. Cserélje ki. 4. A nagyfrekvenciás ívgyújtó áramkör egyes alkatrészei megsérültek.Keresse meg és cserélje ki őket. |
| A rendellenes jelzőfény világít, és nincs kimenet. | 1. Lehet, hogy túláramvédelem. Kérjük, állítsa le a gépet, és indítsa újra, miután a rendellenes jelzőfény kialszik. 2. Lehet, hogy túlmelegedés elleni védelem, és a gép 2-3 perc leállás nélkül visszatérhet a normál működésre. 3. Az inverter vagy az ívgyújtókártya hibás lehet: Ha kettős inverterről van szó, húzza ki a tápkábel csatlakozóját az egyik inverterkártyán (a panel-07 csatlakozó közelében), és indítsa újra. Ekkor ha nem világít a kóros jelző, akkor ezen az inverteren van a hiba, ellenkező esetben egy másik inverteren van a hiba. Ezután mind az egy-, mind a két inverteres gépek ugyanazt a módszert használhatják a hibaelhárításhoz. • Ha a rendellenes jelzőfény továbbra is világít, kapcsolja ki és húzza ki a tápfeszültséget a pilotív kártyán (a VH-03 ventilátor csatlakozó közelében). Indítsa újra: a. Ha a rendellenes jelzőfény továbbra is világít, akkor a MOS kártyán lévő FET sérült. Keresse meg és cserélje ki az azonos típusú FET-et. b. Ha a rendellenes jelzőfény nem világít, a hiba az ívgyújtótábla, az erősítő vagy a transzformátor sérülésében rejlik. Cserélje ki. • Dugja be a hibás inverter tápkábelét, majd húzza ki a fő transzformátor tápkábelét. Aztán indítsa újra a gépet. a. Ha a rendellenes jelző nem világít, akkor a hiba a középsíkban van. A középsík transzformátor megsérülhet, és a híd használható az egyes főtranszformátorok elsődleges induktivitásának és Q értékének mérésére. b. A középső lemez egyenirányító csöve egyenként megsérülhet. Keresse meg és cserélje ki az azonos típusú egyenirányító csövet. 4. A visszacsatoló áramkör megszakadhat. |
| A hegesztőáram nem elegendő, és az árambeállítás nem szabályozható. | 1. A másodlagos vezeték túl hosszú vagy túl vékony, lehetőleg rövidítse le a másodlagos vezetéket, vagy növelje a keresztmetszeti területét. 2. Ha van távirányító, akkor lehet, hogy távirányító állapotban van. 3. Az is előfordulhat, hogy az áramszabályozó potenciométer megsérült. |
Összegzés
Összefoglalva, a VEVOR hegesztői kézikönyv átfogó tájékoztatást nyújt a biztonsági óvintézkedésekről és a professzionális hegesztési technikákról, amelyek szükségesek a VEVOR hegesztőgépekkel végzett sikeres hegesztéshez. A kézikönyv betartásával biztosíthatja biztonságát, megelőzheti a baleseteket, és kiváló minőségű hegesztési eredményeket érhet el.
A kézikönyvben található műszaki adatok segíthetnek megérteni az egyes VEVOR hegesztőmodellek specifikációit is, lehetővé téve a hegesztési igényeinek megfelelő kiválasztását. Ne felejtse el mindig betartani a biztonsági irányelveket, és tegye meg a szükséges óvintézkedéseket a VEVOR hegesztőgép használata során a biztonságos és hatékony hegesztési élmény biztosítása érdekében.



