
Si vous cherchez à apprendre à utiliser une soudeuse VEVOR ou si vous avez simplement besoin de rafraîchir vos connaissances sur les précautions de sécurité et les techniques professionnelles impliquées, le manuel de la soudeuse VEVOR est une ressource inestimable.
Dans ce guide de l’utilisateur, nous explorerons les précautions de sécurité et les techniques de soudage professionnelles nécessaires pour assurer votre succès en soudage. De plus, nous vous fournirons une version PDF du manuel, ce qui vous permettra d'accéder et de référencer facilement les informations dont vous avez besoin. Alors, commençons!

Ceci est l'instruction d'origine, veuillez lire attentivement toutes les instructions du manuel avant de l'utiliser. VEVOR se réserve une interprétation claire de notre manuel d'utilisation. L'apparence du produit dépendra du produit que vous avez reçu. Veuillez nous pardonner que nous ne vous informerons plus s'il y a des mises à jour technologiques ou logicielles sur notre produit.
Table des matières
DÉCLARATION DE CONFORMITÉ
L'entreprise promet solennellement :
Les produits vendus par notre société sont garantis un an à compter de la date d'achat.
Veuillez lire et comprendre attentivement ce manuel avant l'installation et l'utilisation de cette machine..
- Le contenu de ce manuel peut être révisé sans préavis.
- Il peut y avoir quelques inexactitudes dans ce manuel, même s'il a été soigneusement examiné.
Si tel est le cas, veuillez nous consulter.
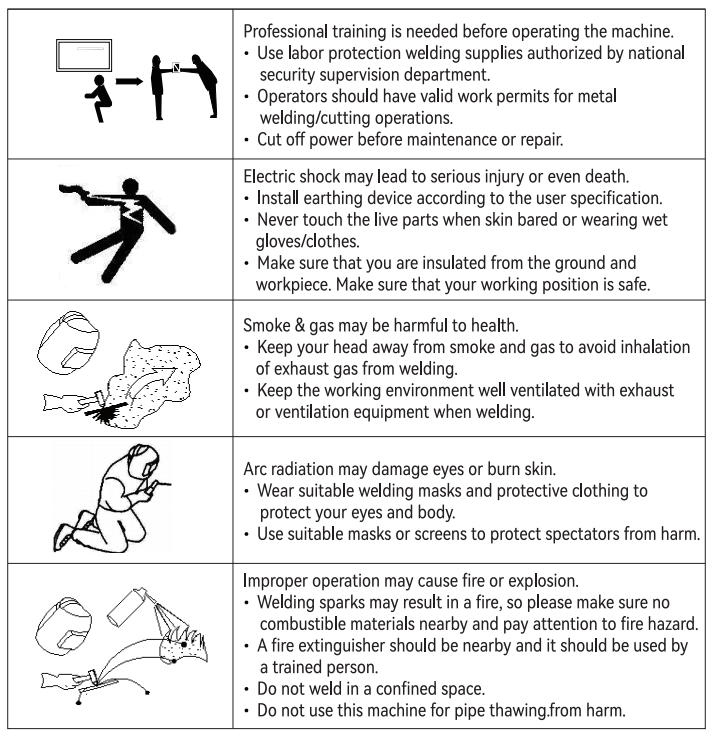
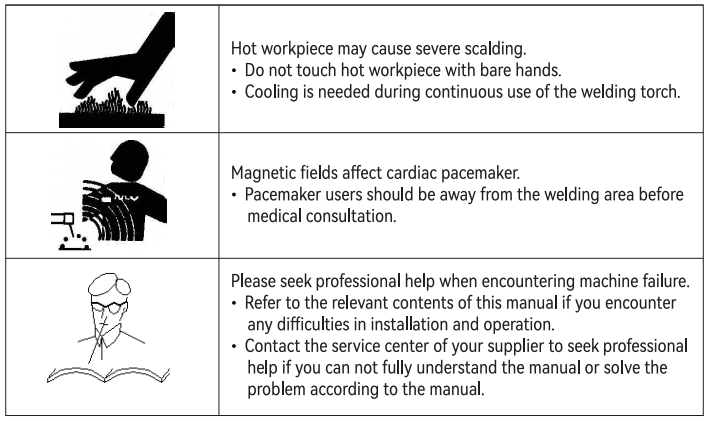
SECURITE
Le soudage est dangereux et peut causer des dommages à vous-même et à autrui, alors prenez une bonne protection lors du soudage.
Pour plus de détails, veuillez vous référer aux consignes de sécurité du fabricant pour la prévention des accidents.
BRÈVE INTRODUCTION DU PRINCIPE
La série de soudage à l'arc sous argon est une machine à souder à onduleur fabriquée avec une technologie d'onduleur avancée. Il s'agit d'une série de produits plus matures et plus stables.
Il utilise la technologie de modulation de largeur d'impulsion (PWM) et le dispositif de commutation haute puissance IGBT pour rectifier la fréquence d'alimentation 50 Hz/60 Hz en courant continu, puis l'inverser en haute fréquence (la fréquence peut atteindre plus de 100 KHz), puis une rectification abaisseur. Grâce à la sortie de la technologie de modulation de largeur d'impulsion (PWM), il peut être utilisé comme alimentation CC haute puissance pour le soudage. Grâce à la technologie de l'onduleur d'alimentation à découpage, le poids et le volume de la machine à souder sont considérablement réduits et l'efficacité de conversion de l'ensemble de la machine est augmentée de plus de 30 %.
Lorsqu'elle est utilisée comme soudage à l'arc manuel, la soudeuse a des caractéristiques de courant constant et contrôle la poussée de l'arc.
C'est-à-dire qu'il a une caractéristique de courant constante sous une tension d'arc normale. Ainsi, le courant de soudage ne change pas avec la longueur de l'arc pour garantir un soudage stable.
Lorsque la longueur de l’arc est trop courte et que la tension de l’arc est trop faible, le courant peut augmenter avec la diminution de la tension de l’arc. Afin de favoriser la récupération automatique de la longueur de l'arc (ce qu'on appelle la poussée de l'arc), la poussée est réglable indépendamment. Lorsque la tension de l'arc est trop faible pour maintenir l'arc, la caractéristique externe se transforme en une caractéristique de chute abrupte pour éviter un courant excessif provoqué par un court-circuit.
La caractéristique externe du soudage à l'arc sous argon est un courant constant, de sorte que le courant de soudage ne change pas avec la longueur de l'arc et que le courant est très stable.
INSTALLATION
Lors de l'utilisation d'un câble de sortie plus long, pour réduire la chute de tension, il est recommandé d'utiliser un câble de section plus grande. Si le câble de la torche de soudage est trop long, sa résistance interne réduira la tension de sortie de l'équipement, ce qui peut avoir un impact plus important sur les performances de la machine à souder.
Les performances de l'arc haute fréquence sont affaiblies ou le système ne peut pas fonctionner normalement. Nous vous suggérons donc d'utiliser la longueur de câble recommandée.
CONNECTER LE CÂBLAGE
1. Connexion du câble d'entrée
• Chaque poste à souder TIG est équipé d'un câble d'alimentation. Il est utilisé pour se connecter à une alimentation de la tension d'entrée requise.
• Le câble d'alimentation doit être bien connecté à l'interrupteur d'alimentation ou au connecteur du câble pour éviter une éventuelle oxydation.
• Utilisez un multimètre pour vérifier si la tension change dans la plage donnée.
2. Connexion du câble de sortie (Pure) Soudage à l'arc sous argon (TIG)
• Raccordement de la torche de soudage à l'arc sous argon. Installez le connecteur intégré gaz-électrique de la torche de soudage sur l'interface correspondante sur le panneau de la machine à souder et serrez-le en le tournant dans le sens des aiguilles d'une montre.
• Installez la fiche aviation sur l'interface correspondante sur le panneau de la machine à souder et serrez-la en la tournant dans le sens des aiguilles d'une montre.
• Insérez la fiche rapide du câble de cycle dans la prise rapide de polarité « + » sur le panneau de la machine à souder et serrez-la en tournant dans le sens des aiguilles d'une montre. Fixez ensuite la pièce avec le fil de terre.
3. Connectez-vous au gaz
Connectez fermement le tuyau de gaz argon à la buse en cuivre à l'arrière de la machine. Le chemin d'alimentation en air doit comprendre une bouteille de gaz, un débitmètre à décompression d'argon et une trachée. La partie de connexion de la trachée doit être fixée avec des colliers de serrage ou d'autres objets pour éviter les fuites et la pénétration d'air. Ces opérations affecteront l’effet de protection des joints de soudure.
Utilisez un fil avec une section transversale conductrice d'au moins 4 mm pour mettre le châssis à la terre. La méthode consiste à connecter un fil à la terre à partir de la vis de terre située à l'arrière de la soudeuse pour éviter l'électricité statique ou les fuites.
4. Fonction MMA et TIG
Connectez comme ci-dessus pendant le soudage à l'argon (TIG). Lors du soudage MMA, faites attention aux points suivants.
• Chaque poste à souder est équipé d'une paire de fiches rapides. Connectez le câble du porte-électrode à la prise rapide – et le câble de la pince de masse à la prise rapide « + ». Faites attention à les serrer avec une clé hexagonale intérieure. Mettre le câble secondaire (fil support et fil de terre) en bon contact avec la prise rapide.
Certains soudeurs ont négligé cela et ont brûlé le bouchon rapide.
• Après avoir inséré la fiche rapide dans la prise rapide, serrez-la pour assurer un bon contact. Sinon, lorsque le courant de fonctionnement est élevé, la fiche et la prise seront grillées après un travail de longue durée.
5. fonction
• Connectez correctement le pistolet de nettoyage. Installez le connecteur du pistolet de nettoyage sur l'interface du pistolet correspondante sur le panneau de la machine à souder et serrez-le en le tournant dans le sens des aiguilles d'une montre.
• Insérez la fiche rapide du câble de terre dans la prise rapide de polarité « + » sur le panneau de la machine à souder et serrez-la en tournant dans le sens des aiguilles d'une montre. Serrez la pièce à travailler avec la pince de terre à l'autre extrémité.
Une attention particulière doit être portée à l'électrode du fil. Généralement, les équipements de soudage DC disposent de deux modes de connexion :
• Connexion positive : connectez le porte-électrode au « - », tandis que connectez la pièce à travailler au « + » ;
• Connexion négative : connectez la pièce à travailler à "-", tandis que connectez le porte-électrode à "+".
FONCTIONNEMENT
Interrupteur principal
• Allumez l'interrupteur d'alimentation sur le panneau arrière et réglez l'interrupteur d'alimentation sur la position « ON ». A ce moment, l'affichage numérique s'allume et le ventilateur à l'intérieur de la machine commence à tourner.
Sélectionnez le mode « TIG »/« MMA » /« CLEAN » via le bouton de sélection.
Le commutateur de sélection peut réaliser la conversion de TIG et MMA.
1. Opération de soudage TIG
• Appuyez sur le bouton pour allumer le voyant de soudage à l'arc sous argon (TIG).
• Ouvrir la vanne de la bouteille d'argon et régler le débitmètre au débit requis.
• Après avoir appuyé sur le bouton de la torche de soudage, l'électrovanne commence à fonctionner et le gaz argon commence à sortir.
• Sélectionnez le courant de soudage en fonction de l'épaisseur de la pièce à travailler.
• La distance entre l'électrode en tungstène de la torche de soudage et la pièce à travailler est de 2 à 4 mm. Appuyez sur le bouton de la torche de soudage. Après l'allumage de l'arc, le son de décharge d'allumage d'arc à haute fréquence dans la machine disparaît immédiatement et elle peut fonctionner à ce moment-là.
2. Opération de soudage MMA
• Appuyez sur le bouton pour allumer le voyant de soudage MMA (MMA).
• Sélectionnez le courant de soudage en fonction de l'épaisseur de la pièce à travailler.
3. Fonctionnement de la fonction de nettoyage
• Appuyez sur le bouton pour allumer le voyant de la fonction de nettoyage (Clean).
• Sélectionnez le courant de sortie en fonction des besoins de nettoyage.
4. Voyant OC
Lorsque l'indicateur est allumé, cela signifie que l'appareil est entré dans l'état de protection en raison d'une surchauffe.
Et la surchauffe est causée par une surcharge, une surintensité ou d'autres raisons. Lorsque la surintensité et la surcharge disparaissent, l'équipement recommence à fonctionner normalement.
5. Ampèremètre à affichage numérique
L'affichage numérique indique la valeur du courant de soudage.
6. Réglementation en vigueur
Pour les machines TIG avec impulsions, les voyants de soudage par points (Spot) et d'impulsion (Pulse) s'éteignent lorsque l'état « MMA » ou « Clean » est sélectionné.
Sélectionnez le courant de sortie en fonction de vos besoins.
7. Réglementation en vigueur
Pour les machines TIG avec impulsions, les voyants de soudage par points (Spot) et d'impulsion (Pulse) s'éteignent lorsque l'état « MMA » ou « Clean » est sélectionné.
Sélectionnez le courant de sortie en fonction de vos besoins.
(2T/4T) commutateur de sélection (ajouter cette fonction selon les exigences du client)
Sélectionnez le mode de soudage souhaité (2T/4T) dans l'état de soudage à l'arc sous argon. Les instructions de fonctionnement sont les suivantes :
• Ajustez le courant de soudage en fonction du procédé de soudage requis. En mode 2T, réglez la distance entre l'électrode de tungstène de la torche de soudage et la pièce à usiner sur 2-4 mm. Appuyez sur l'interrupteur de la torche, l'arc s'allumera et vous pourrez commencer à souder. Relâchez l'interrupteur manuel pour fermer l'arc et arrêter le soudage.
• En mode 4T, vous pouvez appuyer sur l'interrupteur de la torche pour allumer l'arc. Lorsque vous relâchez l'interrupteur manuel, le soudage continue. Appuyez ensuite à nouveau sur l'interrupteur manuel et le courant chutera lentement jusqu'à la fin de l'arc.
À ce moment, relâchez l'interrupteur manuel et la machine à souder cessera de fonctionner.
Réglage du temps de pré-air (Pre Flow)
Le pré-air est le temps écoulé entre l’alimentation en air et l’arc. Ce temps peut être réglé entre 0 et 1 seconde.
Ajustement du temps de diffusion (Post Flow)
Post-air désigne le temps écoulé entre l’arrêt de l’arc et la coupure de l’alimentation en air. Ce temps peut être réglé de 1 à 10 secondes.
Sélectionnez la fonction « Pulse »
• Sélectionnez le « TIG » et allumez.
• Sélectionnez ensuite « Pulse » et allumez.
Réglage de la fréquence d'impulsion « Fréquence d'impulsion » (Voir la courbe de courant ci-dessous)
Réglage du courant de base « Base Amps »
• Le courant de base ne peut être ajusté qu'en état d'impulsion. Sélectionnez « Impulsion » et sélectionnez le courant de base correspondant en fonction de l'épaisseur de la pièce à travailler.
Ajustement du cycle de service « Peak on time »
• Ajustez le temps de maintien du courant de pointe.
Panneau avant/arrière
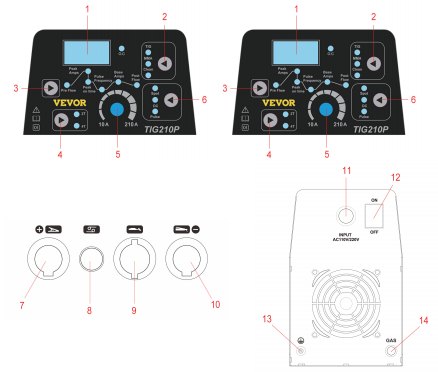
1. Affichage numérique 8. Connecter l'interrupteur de la torche
2. Mode de fonctionnement TIG, MMA, CLEAN 9. Installer la torche coupante
3. Mode pré-débit, courant de soudage, post-débit 10. Prise négative
4. Bouton de fonction 2T/4T 11. Câble d'alimentation d'entrée
5. Bouton de réglage 12. interrupteur d'alimentation
6. Modes SPOT, DC, PULSE 13. Vis de mise à la terre
7. Connectez la pince de terre 14. Connecteur du tuyau de gaz
PARAMÈTRES PRINCIPAUX
| ARTICLE | TIG155A | TIG210A | TIG210P |
| Tension d'alimentation (v | AC 110V ± 10% | C.A. 110 V ± 10 | AC110V ± 10 |
| Fréquence (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Capacité d'entrée nominale (KVA) | 3.8 | 7.1 | 7.1 |
| Capacité du générateur (KVA | 2.3 | 4.2 | 4.2 |
| Courant d'entrée nominal (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| Plage de courant de sortie (A | 30- 155 | 30-210 | 30-210 |
| Plage de courant de sortie (A | 10- 155 | 10-210 | 10-210 |
| Tension nominale à vide (v | 60 | 60 | 60 |
| Cycle de service ( % ) | 30 % | 30 % | 30 % |
| Classe d'isolation | F | F | F |
| classe de protection | IP21 | IP21 | IP21 |
| Poids de la machine (KG) | 4.9 | 5.4 | 5.4 |
| Dimension de la machine (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| Sortie USB | / | 5V | / |
| Pièces jointes principales | 1 . Pistolet à souder QQ3.66 de 150 m (y compris nous | 1 . Pistolet de soudage WP-26 | 1 . Torche de soudage WP- 26 avec bouche en verre fin , ( L = 4 m y compris nous |
| Plage de diamètres de fil applicable | <3.2 | <3.2 | <3.2 |
PROBLÈMES POSSIBLES
Les phénomènes répertoriés ici peuvent être liés aux accessoires, aux gaz, aux facteurs environnementaux et aux conditions d'alimentation électrique. Veuillez essayer d'améliorer l'environnement pour éviter ces situations.
Joints de soudure noirs
De tels cas indiquent que les joints de soudure ne sont pas efficacement protégés et sont oxydés. Vous pouvez effectuer les vérifications suivantes.
• Confirmez que la vanne de la bouteille d'argon est ouverte et que la pression est suffisante. Si la pression dans le cylindre est inférieure à 0.5 MPa, remplissez le cylindre.
• Vérifiez si le flux d'argon est connecté et a un débit suffisant. Pour économiser du gaz, différents débits peuvent être sélectionnés pour différentes conditions de courant de soudage. Mais un débit trop lent peut entraîner une insuffisance de gaz de protection qui peut recouvrir les joints de soudure. Quelle que soit la valeur du courant, nous vous recommandons de ne pas rendre le débit d'argon inférieur à 5 L/min.
• La manière la plus simple de vérifier s'il y a une sortie de gaz est de palper la buse de la torche de soudage, afin de vérifier si le chemin du gaz de la torche de soudage est bloqué.
• Une mauvaise étanchéité au gaz ou une faible pureté du gaz entraîneront également des problèmes de qualité de soudage.
• S'il y a un fort flux d'air dans l'environnement, cela peut également entraîner une détérioration de la qualité du soudage.
• Le cycle de service est trop faible.
Il est difficile de démarrer l'arc, et il est facile de rompre l'arc :
• Assurez-vous que les électrodes en tungstène que vous utilisez sont de bonne qualité. La capacité de décharge d’une électrode en tungstène inférieure peut ne pas répondre aux exigences.
• L'électrode en tungstène non affûtée n'est pas facile à former un arc et peut provoquer une instabilité de l'arc.
Le courant ne peut pas rester stable pendant l'utilisation du poste à souder :
Cette situation peut être liée aux facteurs suivants :
• La variation de tension du réseau.
• Interférences graves provenant du réseau électrique ou d'autres équipements électriques.
ATTENTION
Environnement
• L'opération de soudage doit être effectuée dans un environnement relativement sec et l'humidité de l'air ne dépasse généralement pas 90 %.
• La température ambiante doit être comprise entre -10°C et 40°C.
• Évitez de souder au soleil ou sous la pluie et ne laissez pas l'eau ou la pluie s'infiltrer dans la machine à souder.
• Évitez de souder dans un environnement poussiéreux ou gazeux corrosif.
• Évitez le soudage sous protection gazeuse dans des conditions de fort débit d'air.
Points de sécurité
La machine à souder TIG a été installée avec des circuits de protection contre les surtensions, les surintensités et la surchauffe. Lorsque la tension du réseau, le courant de sortie ou la température interne dépassent la norme définie, la machine à souder cesse automatiquement de fonctionner. Cependant, une utilisation excessive (telle qu'une tension excessive) endommagera toujours la machine à souder. Par conséquent, les points suivants doivent être notés.
Assurer une bonne aération
Cette machine à souder est une machine à souder industrielle. Un courant de travail important sera généré pendant le fonctionnement et la ventilation naturelle ne pourra pas répondre aux besoins de refroidissement. Par conséquent, deux ventilateurs sont installés à l'intérieur, ce qui peut refroidir efficacement la soudeuse et la faire fonctionner sans problème.
Les utilisateurs doivent s'assurer que les zones de ventilation ne sont pas couvertes ou bloquées. La distance entre le soudeur et les objets environnants ne doit pas être inférieure à 0.3 mètre. Les utilisateurs doivent toujours veiller à maintenir une bonne ventilation, car celle-ci est propice au fonctionnement de la soudeuse.
Interdire la surcharge
L'utilisateur doit se rappeler d'observer le courant de charge maximum autorisé (par rapport à la durée de charge sélectionnable) à tout moment pour que le courant de soudage ne dépasse pas le courant de charge maximum autorisé.
Une surcharge de courant réduira considérablement la durée de vie du poste à souder et peut même le faire griller.
Interdire les surtensions
La tension d'alimentation est répertoriée dans le tableau « Principaux paramètres de performance ». Dans des circonstances normales, le circuit de compensation automatique de tension de la machine à souder maintiendra le courant de soudage dans la plage autorisée. Si la tension d'alimentation dépasse la valeur autorisée, la machine à souder sera endommagée. L'utilisateur doit être pleinement conscient de cette situation et prendre les mesures préventives correspondantes.
• Au dos de chaque soudeuse se trouvent des vis de mise à la terre et les marques de mise à la terre correspondantes. Les câbles d'une section supérieure à 4 mm carrés doivent être sélectionnés avant utilisation. Mettez la coque de la soudeuse à la terre pour éviter les accidents causés par l'électricité statique ou les fuites.
• Si la soudeuse fonctionne à un taux de continuité de charge supérieur au taux de continuité de charge standard, elle peut soudainement entrer dans un état protégé et cesser de fonctionner. Cela signifie que la surchauffe déclenche le commutateur de contrôle de température, de sorte que la machine à souder cesse de fonctionner. Le voyant rouge sur le panneau avant s'allumerait. Dans ce cas, il n’est pas nécessaire de débrancher car le ventilateur de refroidissement peut fonctionner pour refroidir la soudeuse. Lorsque le voyant rouge s'éteint, la température descend dans la plage standard et vous pouvez recommencer le soudage.
Entretien
• Avertissement de sécurité : Tous les travaux d'entretien et de réparation doivent être effectués avec l'alimentation électrique complètement coupée.
Veuillez vous assurer que la fiche d'alimentation est débranchée avant d'ouvrir la machine.
• Vérifiez régulièrement la connexion du circuit interne de la machine à souder pour vous assurer que le câblage est correct et que le joint est ferme (en particulier le joint ou le composant inséré). Si de la rouille ou des composants desserrés sont détectés, polissez la couche rouillée ou le film d'oxyde avec du papier de verre et resserrez-le.
• Lorsque la machine est sous tension, gardez vos mains, vos cheveux et vos outils éloignés des pièces sous tension de la machine, telles que les ventilateurs internes. Évitez d'être blessé ou endommagé par la machine.
• Soufflez régulièrement la poussière avec de l'air comprimé sec et propre. Si la machine à souder est utilisée dans un environnement de fumée épaisse et de pollution atmosphérique grave, la machine à souder doit être dépoussiérée tous les jours.
• La pression de l'air comprimé doit être à un niveau raisonnable pour éviter d'endommager les petites pièces de la soudeuse.
• Empêchez l'eau ou la vapeur de pénétrer dans la machine à souder. Si cela se produit, séchez l'intérieur de la soudeuse.
Par la suite, utilisez un compteur pour mesurer l'isolation du poste à souder (l'isolation entre les nœuds de connexion et l'isolation entre les points de connexion et le boîtier). Ce n'est que lorsqu'il n'y a aucune condition anormale que nous pouvons poursuivre les travaux de soudage.
• Si la soudeuse n'est pas utilisée pendant une longue période, elle doit être remise dans la boîte d'emballage d'origine et stockée dans un environnement sec.
DÉPANNAGE
Remarque : Les opérations suivantes nécessitent une expertise électrique adéquate et des connaissances approfondies en matière de sécurité.
L'opérateur doit posséder des qualifications valides démontrant sa compétence et ses connaissances.
| Phénomènes | Solution |
| Le voyant d'alimentation ne s'allume pas, le ventilateur ne tourne pas et il n'y a pas de sortie de soudage. | 1. L’interrupteur d’alimentation est cassé. 2. Vérifiez si le réseau électrique connecté au câble d'entrée a de l'électricité. 3. Vérifiez s'il y a un circuit ouvert dans le câble d'entrée. |
| L'indicateur de l'interrupteur d'alimentation est allumé, mais le ventilateur ne tourne pas ou tourne plusieurs fois et arrête de tourner, et il n'y a pas de sortie de soudage. | 1. La borne d'entrée peut être mal connectée à l'alimentation 380 V, entraînant le démarrage du circuit de protection contre les surtensions. Remplacez l'alimentation 220 V et redémarrez la machine. 2. L'alimentation 220 V est instable (la ligne d'entrée est trop fine et trop longue) ou la ligne d'entrée est connectée au réseau, ce qui entraîne le démarrage du circuit de protection contre les surtensions. Ce phénomène disparaîtra en 2-3 minutes en augmentant le diamètre du fil d'entrée du réseau électrique ou en renforçant le nœud d'entrée. Lorsqu'il revient à la normale, redémarrez-le. 3. Allumer et éteindre l'interrupteur d'alimentation en continu pendant une courte période provoque le démarrage du circuit de protection contre les surtensions. Éteignez l'interrupteur d'alimentation et attendez 2 à 3 minutes avant de redémarrer. 4. Le fil entre l’interrupteur et la carte d’alimentation est lâche. Serrez-le. 5. Le relais 24 V du circuit principal sur la carte d'alimentation n'est pas fermé ou endommagé. Vérifiez l'alimentation 24 V et le relais. Si le relais est endommagé, vous pouvez le remplacer par d'autres disjoncteurs du même modèle. |
| L'indicateur de l'interrupteur d'alimentation est allumé, mais le ventilateur ne tourne pas ou tourne plusieurs fois et arrête de tourner, et il n'y a pas de sortie de soudage. | 1. L'utilisation d'un multimètre pour mesurer la tension positive et négative du plug-in VH-07 de la carte d'alimentation à la carte MOS est d'environ DC308V. • Si le fil enfichable du pont en silicium est déconnecté et si le contact est mauvais. • Les gros condensateurs électrolytiques de la carte d'alimentation peuvent fuir. Le remplacer. 2. L'alimentation auxiliaire de la carte MOS est dotée d'un voyant vert. Si le voyant est éteint, l'alimentation auxiliaire ne fonctionne pas. Trouvez le point de défaut. 3. Vérifiez le mauvais contact des différents fils enfichables dans la machine. 4. Les problèmes du circuit de commande doivent être découverts à temps ou contacter les revendeurs. 5. Le fil de commande du pistolet de soudage est cassé. |
| Le voyant d'anomalie n'est pas allumé. Il y a un bruit de « bruissement » de décharge à haute fréquence et il n’y a pas de sortie de soudage. | 1. Le câble de la torche est cassé. 2. Le fil de terre est cassé ou n'est pas connecté à la pièce à souder. 3. La connexion entre la borne de sortie positive ou la borne de sortie de gaz de la torche de soudage et la machine est lâche. |
| Le voyant anormal ne s’allume pas. Il n'y a pas de bruissement de décharge à haute fréquence et le soudage à l'arc peut être démarré. | 1. Le fil primaire du transformateur d’allumage d’arc est en mauvais contact avec la carte d’alimentation. Serrez-le. 2. Il se peut que la pointe de la torche de soudage TIG soit oxydée ou que la buse soit éloignée de la pièce à travailler. Traitement : retirez le film d'oxyde de l'électrode de la buse ou modifiez la distance entre la buse et la pièce à 1 mm. 3. Le commutateur de transfert manuel pour le soudage à l'argon est endommagé ; le remplacer. 4. Des composants individuels du circuit d'allumage de l'arc à haute fréquence sont endommagés ; trouvez-les et remplacez-les. |
| Le voyant anormal est allumé, aucune sortie. | 1. Il peut s'agir d'une protection contre les surintensités. Veuillez éteindre la machine et la redémarrer jusqu'à ce que l'indicateur d'anomalie soit éteint. 2. Il peut y avoir une protection contre la surchauffe et il n'est pas nécessaire d'arrêter la machine. Attendez 2 à 3 minutes pour que la machine revienne à la normale (la machine de soudage à l'arc à l'argon pur n'a pas de fonction de protection contre la surchauffe). 3. Le circuit de l'onduleur est peut-être défectueux, veuillez débrancher la fiche d'alimentation du transformateur principal sur la carte MOS (près du plug-in du ventilateur VH-07) et redémarrez-le : • Si le voyant d'anomalie est toujours allumé, éteindre la machine puis débrancher la fiche d'alimentation de l'alimentation d'allumage d'arc haute fréquence (à côté du plug-in du ventilateur VH-03) et la redémarrer : un. Si le voyant d'anomalie est toujours allumé, le FET individuel sur la carte MOS est endommagé. Recherchez et remplacez le FET du même type. b. Si l'indicateur d'anomalie est éteint, le transformateur élévateur du circuit d'arc haute fréquence sur la carte d'alimentation est cassé. Le remplacer. • Si le voyant d'anomalie est éteint : un. Il se peut que le transformateur à plaque intermédiaire soit endommagé et que le pont puisse être utilisé pour mesurer l'inductance primaire et la valeur Q du transformateur principal. L = 0.9-1.6 mH Q> 35 La valeur Q de l'inductance est très petite et doit être remplacé. b. Le tube redresseur secondaire du transformateur est peut-être en panne. Recherchez et remplacez le tube redresseur du même type. Le circuit de rétroaction est peut-être interrompu. 4. Le circuit de retour est peut-être cassé. |
| Le courant de sortie est instable ou aucun contrôle du potentiomètre pendant le soudage, et le courant est parfois important et parfois faible. | 1. Le potentiomètre 1K doit être remplacé s'il est endommagé. 2. Toutes sortes de mauvaises connexions, en particulier les connecteurs, doivent être vérifiées. |
| Le soudage manuel à l’arc produit de grosses éclaboussures et il est difficile de brûler des électrodes alcalines. | 1. Si la polarité est incorrecte, inversez la polarité du fil de terre et du fil de la poignée. |
| Le ventilateur ne tourne pas, le compteur numérique n'a pas d'affichage et il n'y a pas de sortie de soudage. | 1. Confirmez que le commutateur d'air est intact ou fermé. 2. Confirmez que le réseau électrique connecté au câble de sortie est alimenté en électricité. 3. La thermistance (quatre) sur la carte d'alimentation est endommagée (cette situation est généralement causée par la défaillance du relais DC24V ou par un mauvais contact des contacts). 4. La carte d'alimentation (carte inférieure) tombe en panne et il n'y a pas de sortie de tension DC537V. • Le pont en silicium est ouvert et le contact filaire du plug-in du pont en silicium est mauvais. • Une partie de la carte d'alimentation est brûlée. • Vérifiez si le cordon de raccordement du commutateur pneumatique à la carte d'alimentation et le cordon de raccordement de la carte d'alimentation à la carte MOS (carte onduleur) sont en bon contact. • La partie alimentation auxiliaire de la carte de commande est défectueuse. |
| Le ventilateur tourne et le voyant d'anomalie ne s'allume pas. Il n'y a pas de bruissement de décharge à haute fréquence et l'arc ne peut pas démarrer même s'il est frotté. | 1. Vérifiez si les différents cordons de brassage de la machine sont en mauvais contact. 2. S'il y a un problème avec le circuit de commande, recherchez la cause à temps ou contactez le revendeur. 3. Le fil de commande de la torche de soudage est cassé. |
| Le voyant anormal est allumé et aucune sortie. | 1. Le câble de la torche est cassé. 2. Le fil de terre est cassé ou n'est pas connecté à la pièce à souder. 3. La connexion entre la borne de sortie positive ou la borne de sortie de gaz de la torche de soudage et la machine est lâche. |
| Le voyant d'anomalie ne s'allume pas. Il y a un bruissement de décharge à haute fréquence, mais aucune sortie de soudage. | 1. Le fil primaire du transformateur d’allumage d’arc est en mauvais contact avec la plaque d’allumage d’arc. Serrez-le. 2. Il se peut que la pointe de la torche de soudage TIG soit oxydée ou que la buse soit éloignée de la pièce à travailler. Traitement : retirez le film d'oxyde de l'électrode de la buse ou modifiez la distance entre la buse et la pièce à 1 mm. Et le soudage à l'arc peut 3. Le commutateur de transfert de soudage manuel à l'argon est endommagé. Le remplacer. 4. Des composants individuels du circuit d'allumage de l'arc à haute fréquence sont endommagés. Recherchez-les et remplacez-les. |
| Le voyant anormal est allumé et aucune sortie. | 1. Il peut s'agir d'une protection contre les surintensités. Veuillez éteindre la machine et la redémarrer une fois que l'indicateur d'anomalie est éteint. 2. Il peut s'agir d'une protection contre la surchauffe et la machine peut revenir à la normale sans s'arrêter pendant 2 à 3 minutes. 3. L'onduleur ou la carte d'allumage de l'arc est peut-être défectueux : S'il s'agit d'un onduleur double, débranchez la fiche du cordon d'alimentation sur l'une des cartes de l'onduleur (près du plug-in du panneau 07) et redémarrez-la. Ensuite, si le voyant d'anomalie n'est pas allumé, le défaut est sur cet onduleur, sinon le défaut est sur un autre onduleur. Ensuite, les machines à un seul onduleur et à deux onduleurs peuvent utiliser la même méthode pour dépanner. • Si l'indicateur d'anomalie est toujours allumé, éteignez et débranchez l'alimentation de la carte arc pilote (près du plug-in VH-03 du ventilateur). Redémarrez-le : un. Si le voyant d'anomalie est toujours allumé, le FET individuel sur la carte MOS est endommagé. Recherchez et remplacez le FET du même type. b. Si l'indicateur d'anomalie n'est pas allumé, le problème réside dans l'endommagement de la carte d'allumage de l'arc, du booster ou du transformateur. Le remplacer. • Branchez le cordon d'alimentation de l'onduleur défectueux et débranchez le cordon d'alimentation du transformateur principal. Et puis redémarrez la machine. un. Si l'indicateur d'anomalie est éteint, le défaut se situe dans le plan médian. Le transformateur du fond de panier peut être endommagé et le pont peut être utilisé pour mesurer l'inductance primaire et la valeur Q de chaque transformateur principal. b. Le tube redresseur de la plaque intermédiaire peut être endommagé individuellement. Recherchez et remplacez le tube redresseur du même type. 4. Le circuit de retour est peut-être cassé. |
| Le courant de soudage n'est pas suffisant et le réglage du courant est incontrôlable. | 1. La ligne secondaire est trop longue ou trop fine, raccourcissez la ligne secondaire autant que possible ou augmentez sa section transversale. 2. S'il existe un appareil de télécommande, il peut être dans l'état de télécommande. 3. Il est également possible que le potentiomètre de régulation de courant soit endommagé. |
Conclusion
En conclusion, le manuel du soudeur VEVOR fournit des informations complètes sur les précautions de sécurité et les techniques de soudage professionnelles requises pour un soudage réussi avec les soudeurs VEVOR. En suivant le manuel, vous pouvez assurer votre sécurité, prévenir les accidents et obtenir des résultats de soudage de haute qualité.
Les données techniques fournies dans le manuel peuvent également vous aider à comprendre les spécifications de chaque modèle de soudeuse VEVOR, vous permettant de choisir celle qui convient le mieux à vos besoins de soudage. N'oubliez pas de toujours suivre les consignes de sécurité et de prendre les précautions nécessaires lorsque vous utilisez une soudeuse VEVOR pour garantir une expérience de soudage sûre et efficace.



