


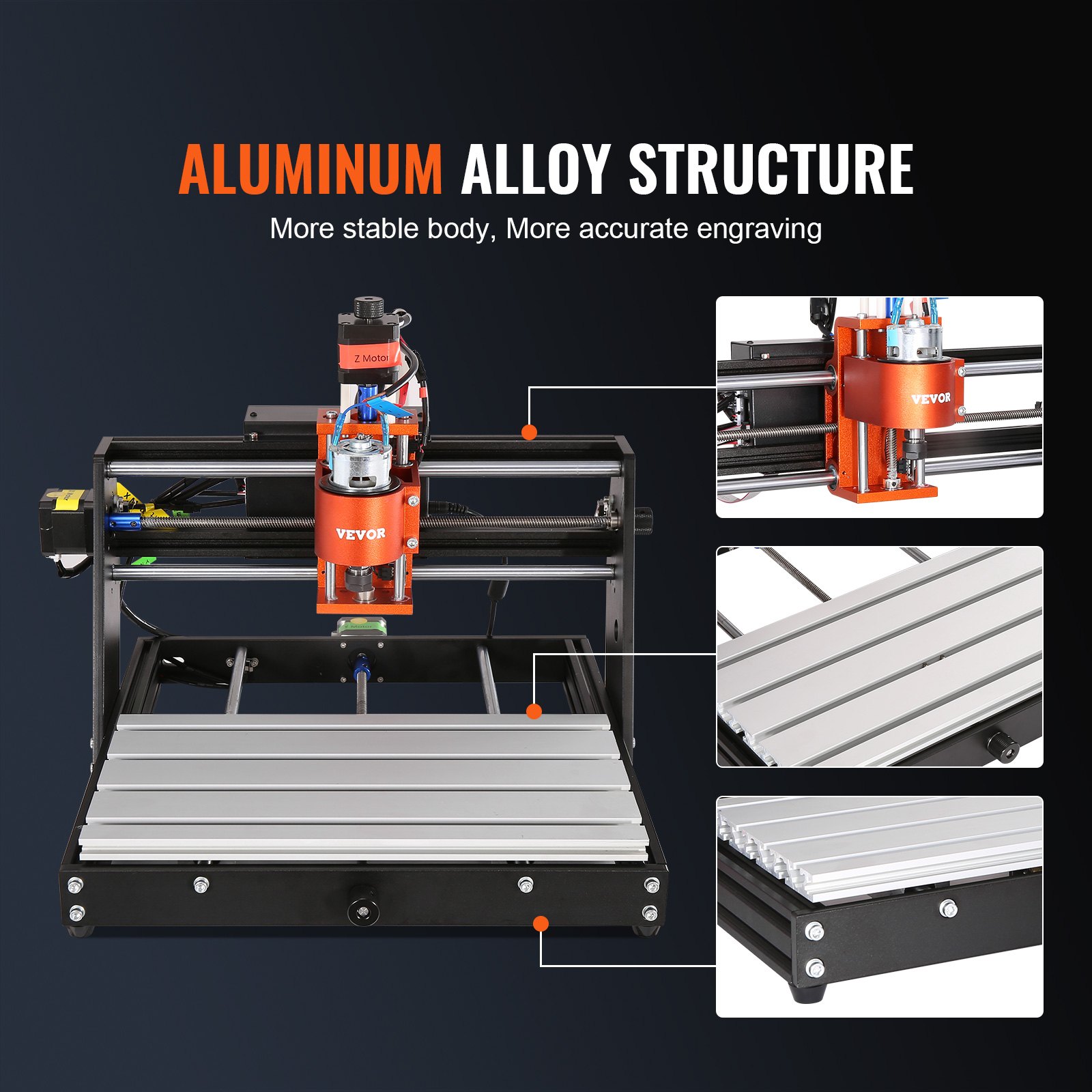


Déverrouillez le plein potentiel de votre Routeur CNC VEVOR avec notre manuel de produit complet. Conçu spécifiquement pour le kit de fraiseuse à gravure sur bois GRBL Control 60 axes de 3 W, ce manuel couvre tout ce que vous devez savoir pour une configuration, une optimisation et un dépannage efficaces. Avec une zone de travail de 300 x 200 x 60 mm (11.8 x 7.87 x 2.36 pouces) et une vitesse de 1200 tr/min, ce manuel vous garantit de pouvoir travailler avec précision sur des matériaux comme le bois, l'acrylique, le MDF, le PVC, le plastique, la mousse et le vinyle.
Ce guide détaillé vous guide étape par étape pour assembler et configurer votre machine CNC. Il comprend des conseils pour optimiser les performances et des conseils de dépannage complets pour résoudre les problèmes. Sa conception conviviale permet aux débutants de s'y retrouver facilement. Les utilisateurs expérimentés trouveront également des informations précieuses pour améliorer les performances de leur machine.
Avec des schémas clairs, des explications détaillées et des conseils pratiques, notre manuel produit est une ressource indispensable pour quiconque cherche à tirer le meilleur parti de sa machine de routeur CNC VEVOR. Téléchargez-le maintenant pour vous assurer que votre machine fonctionne de manière fluide et efficace, maximisant ainsi votre investissement et améliorant vos projets d'artisanat.
Manuel d'utilisation de la machine de routeur CNC
MODÈLE: S3020
Consignes de sécurité importantes
Avertissement:Pour réduire les risques de brûlures, d’électrocution ou de blessures corporelles !
QUESTIONS NÉCESSAIRES À ATTENTION
Avertissement
- Veuillez porter des lunettes de protection lorsque vous utilisez la machine. Au cas où tu as mal aux yeux.
- Avant de remplacer l'outil, veuillez débrancher l'alimentation électrique de la machine pour éviter les accidents.
- Débranchez la prise lorsque vous ne l'utilisez pas, avant de remplacer des pièces et d'entretenir la machine.
- Débrancher lors du montage et du démontage de l'appareil.
- Une surveillance étroite est nécessaire lorsqu'un appareil est utilisé à proximité d'enfants.
- Ne forcez pas l'appareil à fonctionner avec une pression excessive pour éviter de bloquer la machine de routeur CNC.
- Ne pas immerger les fils ou les machines dans l’eau, cela peut provoquer un choc électrique.
- Cet appareil n'est pas destiné à être utilisé par des personnes (y compris des enfants) ayant des capacités physiques, sensorielles ou mentales réduites ou un manque d'expérience et de connaissances, à moins qu'elles n'aient reçu une supervision ou des instructions concernant l'utilisation de l'appareil par une personne responsable de leur sécurité.
- Les enfants doivent être surveillés pour s'assurer qu'ils ne jouent pas avec l'appareil.
- Si le cordon d'alimentation ou la fiche est endommagé, il doit être remplacé par le fabricant, son service après-vente ou une personne de qualification similaire afin d'éviter tout danger. Sinon, n'utilisez pas cet appareil. Veuillez le rapporter au magasin pour qu'il soit réparé par un professionnel.
CONSERVEZ CES INSTRUCTIONS
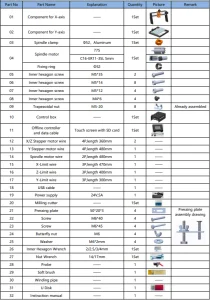
Liste des pièces de la machine de routeur CNC
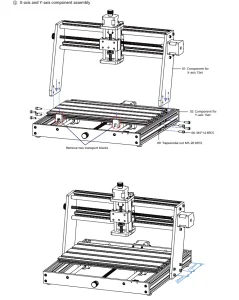
Assemblage de machine de routeur CNC
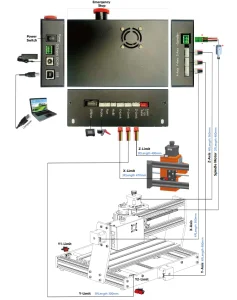
Instructions pour les ports du boîtier de commande
Logiciel de bougie
Candle est une application graphique pour machines CNC basées sur GRBL, dotée d'un visualiseur de G-code. Ce logiciel open source est adapté à l'usinage sur machines-outils CNC. Candle prend en charge le traitement de fichiers G-code et les fonctions d'affichage :
- Contrôle de la machine CNC basée sur GRBL via les commandes de la console, les boutons du formulaire et le pavé numérique.
- Surveillance de l'état de la machine CNC.
- Chargez, modifiez, enregistrez et envoyez des fichiers de code G à la machine CNC.
- Visualisation des fichiers G-code.
États
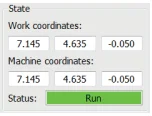
Coordonnées de travail :
Représente les coordonnées locales X, Y et Z actuelles de la CNC.
Coordonnées machines :
Représente les coordonnées machine absolues X, Y et Z actuelles.
L'un des statuts CNC suivants :
- Inactif – en attente d'une commande de code G En cours d'exécution – exécution d'une commande de code G
- Accueil - le cycle de référencement est en cours d'exécution
- Vérifier - Le mode de vérification de la commande de code G est activé
- Maintenir – mis en pause par une commande « ! », doit être redémarré par une commande « ~ »
- Alarme - La CNC ne sait pas où elle se trouve et bloque toutes les commandes de code G
Contrôle

Logiciel utilisant des étapes
Installez le pilote
Pour la première utilisation, veuillez connecter l'appareil à l'ordinateur via un câble USB et cliquer sur le fichier CH341SER.exe dans le dossier du pilote pour installer le pilote.
En temps normal, le système Windows 10 identifie et installe automatiquement le pilote. Pour les systèmes Windows 7 et 8, veuillez l'installer manuellement.
Définissez le port et la connexion.
Après avoir installé le pilote, ouvrez le gestionnaire de périphériques de l'ordinateur et cliquez sur l'option de port pour voir le contenu à l'intérieur de la case rouge sur l'écran illustré dans la figure ci-dessous (les informations sur le port sont entre parenthèses).
N'oubliez pas les informations de port demandées ci-dessus, passez à l'interface du logiciel Candle et cliquez sur l'option « Paramètres » dans le coin supérieur gauche.
La sélection du paramètre ouvrira la fenêtre de configuration. Sous « Connexion », sélectionnez le nom du port souhaité, le débit en bauds (115200 XNUMX), puis cliquez sur « OK » pour finaliser les paramètres.

Connexion complète
Après avoir défini le port et le débit en bauds, cliquez sur Terminer. La barre d'état en haut à droite de l'interface Candle affichera « Inactif ». Parallèlement, la console en bas à droite affichera les informations ci-dessous, indiquant que la connexion a été établie avec succès.
Traitement des documents
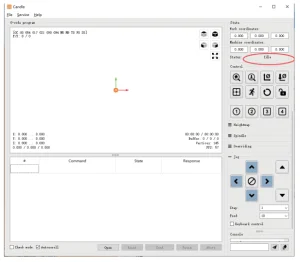
Cliquez sur l'option « Fichier » en haut de la bougie, puis sur « Nouveau » pour créer le G-code. Dans la barre de commandes en bas de l'interface, cliquez sur « Ouvrir » pour sélectionner le fichier G-code à importer. Après l'importation, un graphique visuel composé de trajectoires d'outils s'affiche au milieu de l'interface (la position du graphique en forme de stylo dans le graphique correspond à la position actuelle de l'outil).
Maintenez le bouton gauche de la souris enfoncé dans la fenêtre de visualisation pour faire pivoter le graphique, et le bouton droit pour le déplacer. Pour les graphiques, faites défiler la molette centrale pour zoomer et dézoomer. Le contenu du G-Code s'affiche simultanément dans la barre de commandes inférieure.
La machine fonctionnera une par une pendant le traitement selon les commandes du G-Code.

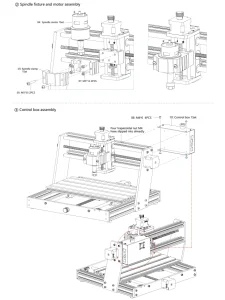
Montage, installation de l'outil et définition de l'origine des coordonnées de travail
Le dispositif de fixation du kit n'est pas assemblé. Il y a quatre ensembles au total. L'apparence et l'utilisation du dispositif assemblé sont illustrées dans les figures correspondantes. Avant d'exécuter le programme G-code, vous devez déterminer la position de la figure à graver par rapport à la plaque de gravure.
Les graphiques visuels utilisent un système de coordonnées à trois axes. L'origine de ce système est le point de réglage de l'outil du graphique de traitement. Vous pouvez déplacer l'outil pour déterminer la position du graphique de gravure par rapport à la plaque de gravure globale en fonction de cette position. La figure de gravure ci-dessous est prise à titre d'exemple.

Une fois la position de l'outil sélectionnée démarrée, les axes X/Y et Z sont remis à zéro (boutons de remise à zéro des axes X/Y et Z).
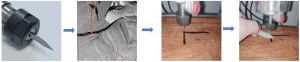
Avant de remettre l'outil à zéro, assurez-vous qu'il se trouve à une distance proche d'une feuille de papier à graver, puis remettez les axes X/Y et Z à zéro (utilisez un couteau plat et tranchant pour la gravure et une fraise cylindrique pour l'usinage des plans, des rainures et des trous). La sculpture sera alors réalisée avec la pointe de la lame comme point d'origine.
La pince ER11 du moteur de broche doit d'abord être serrée dans la tête fixe, puis mise en place. Veillez à ne pas trop étendre la pince lors de l'installation de la fraise, comme illustré sur la première figure ci-dessous.
Commencer à sculpter
Après avoir trouvé la position de gravure, cliquez sur le bouton d'envoi ci-dessous et l'appareil commencera automatiquement la gravure. La barre d'état en haut à droite indique que la gravure est en cours. La fenêtre de visualisation indique que l'outil se déplace le long de sa trajectoire.
Lors de la gravure, vous pouvez choisir les boutons Pause et Arrêt ci-dessous. (Après une pause, cliquez à nouveau pour reprendre la gravure précédente. Une fois terminée, cliquez sur Envoyer pour reprendre le traitement depuis le début.)
Traitement fini
Après le traitement, la fenêtre de visualisation indique que la gravure est terminée et le temps nécessaire à la sculpture.

Contrôleur hors ligne (facultatif)
NoteLe contrôleur hors ligne et l'ordinateur ne peuvent pas se connecter simultanément à la machine à graver. Veuillez vous assurer que les câbles USB de la machine et de l'ordinateur sont débranchés lorsque vous utilisez le contrôleur hors ligne.
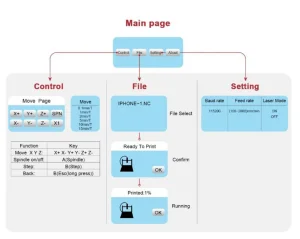
Page d'accueil
Y- : droite Y+ : gauche Z+ : Envoyez $X à la carte mère GRBL pour la déverrouiller.
OK/SPN : bouton de confirmation.
Page de contrôle
Déplacez manuellement chaque axe vers la position souhaitée. X+ : L'axe x se déplace dans la direction droite et X- se déplace dans la direction opposée. Y+ : L'axe Y se déplace vers l'avant, Y- dans la direction opposée. Z+ : L'axe Z se déplace vers le haut, Z- dans la direction opposée.
OK/SPN : Interrupteur de test de broche. Appuyez pour ouvrir la broche (le SPN est grisé à l'écran). Appuyez à nouveau pour fermer la broche (le SPN correspondant à l'écran redevient normal). Appuyez longuement pour accéder à la page de modification de la vitesse de broche.
Sur cette page, Y+/Y— correspond à la vitesse de broche haute/basse. Appuyez longuement sur OK/SPN pour quitter la page de modification de la vitesse de broche.
Sortie/STP :
Fonction 1: Appuyez sur chaque bouton d'axe XYZ pour modifier la distance de mouvement de 0.1, 1, 5, 10 cycles à chaque fois.
Fonction 2: Appuyez et maintenez enfoncé pendant environ 2 secondes pour quitter.
Page du fichier
Liste des fichiers : sélectionnez le fichier à graver. Documents pris en charge : NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC. Y+ : haut, Y- : bas.
OK/SPN : Confirmer la sélection et accéder à la page de confirmation de gravure.
Confirmer la page de gravure
Confirmez que le fichier de gravure démarre sans erreur.
OK/SPN : La confirmation démarre, prêt à imprimer devient le pourcentage d'affichage de progression, la page de sélection de fichier est renvoyée une fois la gravure terminée.
Page Paramètres :
X+/X- : Modifier le débit en bauds ; Y+/Y- : Modifier le débit d'avance de ±100/clic ; Z+/Z- : Modifier le débit d'avance de ±10/clic ; OK/SPN : Activer/désactiver le mode laser
Rétablir les paramètres d'usine
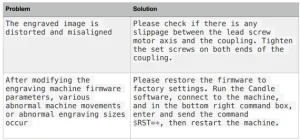
Si le mouvement mécanique de la machine est fluide, mais que le mouvement de gravure semble bloqué ou que le moteur pas à pas ne bouge pas, essayez de restaurer les paramètres d'usine de la carte principale.
Méthode : exécutez le logiciel Candle, envoyez la commande $RST=* à la machine et redémarrez la machine.
Guide de réparation des routeurs CNC

Recommandé pour votre projet
Manuel de la machine de routeur CNC VEVOR, 60 W, 3 axes GRBL




Avis
Il n'y a pas encore d'avis.