
Jos haluat oppia käyttämään VEVOR-hitsauskonetta tai haluat vain päivittää tietosi turvatoimista ja ammatillisista tekniikoista, VEVOR Welder Manual on korvaamaton resurssi.
Tässä käyttöoppaassa tutkimme turvatoimia ja ammattimaisia hitsaustekniikoita, jotka ovat välttämättömiä hitsauksen onnistumisen varmistamiseksi. Lisäksi toimitamme sinulle oppaan PDF-version, jonka avulla voit helposti käyttää tarvitsemiasi tietoja ja viitata niihin. Joten aloitetaan!

Tämä on alkuperäinen ohje, lue kaikki käyttöohjeet huolellisesti ennen käyttöä. VEVOR varaa selkeän tulkinnan käyttöoppaastamme. Tuotteen ulkonäkö riippuu vastaanottamastasi tuotteesta. Pyydämme anteeksi, ettemme ilmoita sinulle uudelleen, jos tuotteessamme on teknologia- tai ohjelmistopäivityksiä.
Sisällysluettelo
VAATIMUSTENMUKAISUUSVAKUUTUS
Yhtiö lupaa juhlallisesti:
Yrityksemme myymille tuotteille myönnetään yhden vuoden takuu ostopäivästä.
Lue ja ymmärrä tämä käyttöohje huolellisesti ennen tämän koneen asennusta ja käyttöä.
- Tämän oppaan sisältöä voidaan muuttaa ilman ennakkoilmoitusta.
- Tässä oppaassa saattaa olla epätarkkuuksia, vaikka se onkin tutkittu huolellisesti.
Jos näin on, ota meihin yhteyttä.
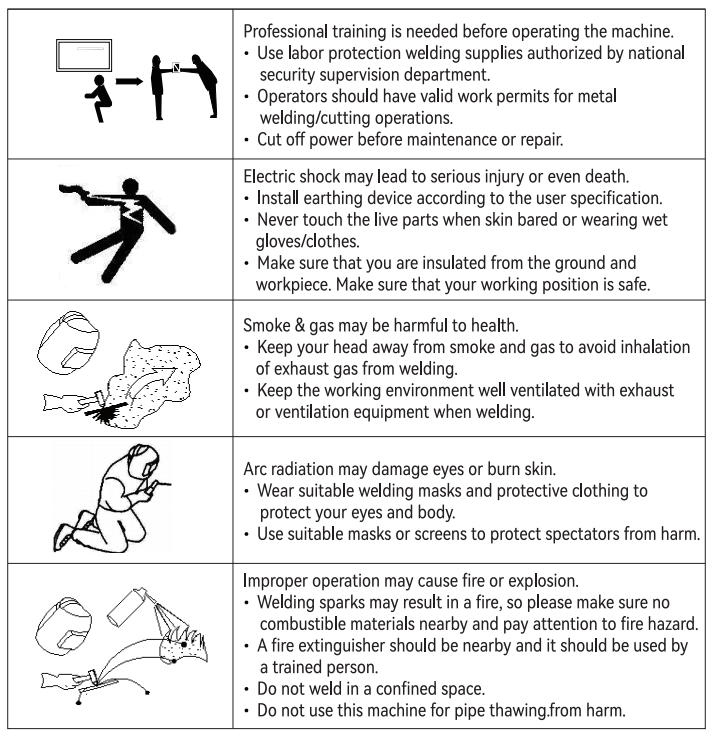
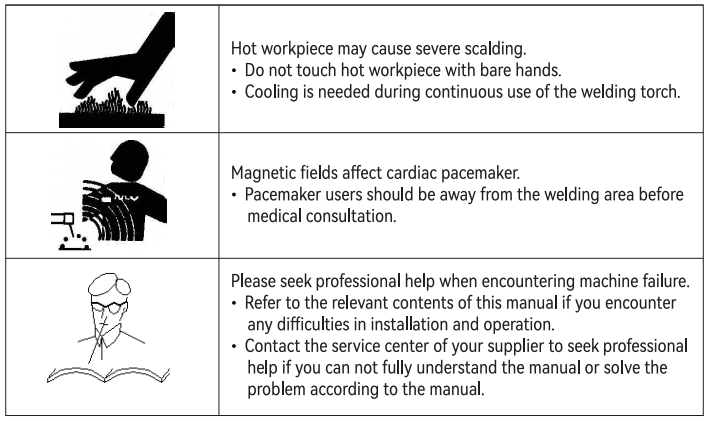
TURVALLISUUS
Hitsaus on vaarallista ja voi aiheuttaa vahinkoa sinulle ja muille, joten suojaudu hyvin hitsauksen aikana.
Katso lisätietoja valmistajan onnettomuuksien ehkäisyä koskevista turvallisuusohjeista.
PERIAATTEEN LYHYT JOHDANTO
Argonkaarihitsaussarja on invertterihitsauskone, joka on valmistettu edistyneellä invertteritekniikalla. Se on kypsempi ja vakaampi tuotesarja.
Se käyttää pulssinleveysmodulaatiotekniikkaa (PWM) ja suuritehoista kytkinlaitetta IGBT tasasuuntaamaan 50Hz/60Hz tehotaajuuden tasavirraksi ja kääntämään sen sitten korkeataajuudelle (taajuus voi nousta yli 100KHz) ja sitten tasasuuntaamaan. Pulssinleveysmodulaatioteknologian (PWM) lähdön ansiosta sitä voidaan käyttää suuritehoisena tasavirtalähteenä hitsaukseen. Hakkuriteholähteen invertteritekniikan ansiosta hitsauskoneen paino ja tilavuus vähenevät huomattavasti, ja koko koneen muunnostehokkuus kasvaa yli 30%.
Käytettäessä manuaalisena kaarihitsauksena hitsaajalla on vakiovirtaominaisuudet ja se on kaarityöntövoiman ohjaus.
Eli sillä on vakiovirtaominaisuus normaalilla kaarijännitteellä. Hitsausvirta ei siis muutu kaaren pituuden mukaan vakaan hitsauksen varmistamiseksi.
Kun valokaaren pituus on liian lyhyt ja kaarijännite liian alhainen, virta voi kasvaa kaarijännitteen pienentyessä. Kaaren pituuden automaattisen palautumisen (ns. kaarityöntövoiman) edistämiseksi työntövoima on itsenäisesti säädettävissä. Kun kaarijännite on liian pieni kaaren ylläpitämiseksi, ulkoinen ominaisuus muuttuu jyrkäksi pudotukseksi oikosulun aiheuttaman liiallisen virran välttämiseksi.
Argonkaarihitsauksen ulkoinen ominaisuus on vakiovirta, joten hitsausvirta ei muutu kaaren pituuden mukaan ja virta on erittäin vakaa.
ASENNUS
Pidempää lähtökaapelia käytettäessä jännitehäviön vähentämiseksi on suositeltavaa käyttää suuremman poikkileikkauksen omaavaa kaapelia. Jos hitsauspolttimen kaapeli on liian pitkä, sen sisäinen vastus pienentää laitteen lähtöjännitettä, mikä voi vaikuttaa enemmän hitsauskoneen suorituskykyyn.
Korkeataajuisen valokaaren suorituskyky on heikentynyt tai järjestelmä ei voi toimia normaalisti. Joten suosittelemme, että käytät suositeltua kaapelin pituutta.
KYTKE JOHDOTUS
1. Tulokaapelin liitäntä
• Jokainen TIG-hitsauskone on varustettu virtajohdolla. Sitä käytetään kytkemään tarvittavalla jännitteellä olevaan virtalähteeseen.
• Virtalähdekaapelin tulee olla hyvin kytkettynä virtakytkimeen tai kaapelin liittimeen mahdollisen hapettumisen välttämiseksi.
• Tarkista yleismittarilla, muuttuuko jännite annetulla alueella.
2. Lähtökaapelin liitäntä (Pure) Argonkaarihitsaus (TIG)
• Argonkaarihitsauspolttimen liitäntä. Asenna hitsauspolttimen kaasu-sähköinen integroitu liitin hitsauskoneen paneelin vastaavaan liitäntään ja kiristä se kiertämällä sitä myötäpäivään.
• Asenna ilmatulppa hitsauskoneen paneelin vastaavaan liitäntään ja kiristä se kiertämällä sitä myötäpäivään.
• Työnnä pyörän kaapelin pikaliitin hitsauskoneen paneelissa olevaan pikaliittimeen napaisuuden ”+” kanssa ja kiristä se kiertämällä myötäpäivään. Kiinnitä sitten työkappale maadoitusjohdolla.
3. Yhdistä kaasuun
Liitä argonkaasuputki tiukasti koneen takana olevaan kuparisuuttimeen. Ilmansyöttöreitillä tulee olla kaasupullo, argon-dekompressiovirtausmittari ja henkitorvi. Henkitorven liitososa tulee kiinnittää letkunkiristimillä tai muilla esineillä vuotojen ja ilman sisäänpääsyn estämiseksi. Nämä toimenpiteet vaikuttavat juotosliitosten suojavaikutukseen.
Käytä rungon maadoittamiseen johdinta, jonka johtava poikkipinta-ala on vähintään 4 mm. Menetelmä on liittää johto maahan hitsauslaitteen takana olevasta maadoitusruuvista staattisen sähkön tai vuotojen estämiseksi.
4. MMA- ja TIG-toiminto
Liitä kuten yllä argonhitsauksen (TIG) aikana. Puikkohitsauksessa huomioi seuraavat asiat.
• Jokainen hitsauskone on varustettu pikatulppaparilla. Liitä elektrodin pidikkeen kaapeli pikaliittimeen – ja maadoituskaapeli pikaliittimeen “+”. Muista kiristää ne sisäisellä kuusioavaimella. Aseta toisiokaapeli (pidikejohto ja maadoitusjohto) hyvässä kosketuksessa pikaliittimeen.
Jotkut hitsaajat laiminlyöivät tämän ja polttivat pikatulpan.
• Kun olet asettanut pikapistokkeen pikapistorasiaan, kiristä se varmistaaksesi hyvän kontaktin. Muuten, kun työvirta on korkea, pistoke ja pistorasia palavat loppuun pitkän työskentelyn jälkeen.
5. toiminto
• Liitä puhdistuspistooli oikein. Asenna puhdistuspistoolin liitin vastaavaan pistooliliitäntään hitsauskoneen paneelissa ja kiristä se kiertämällä sitä myötäpäivään.
• Työnnä maadoituskaapelin pikaliitin hitsauskoneen paneelissa olevaan pikaliittimeen ”+”-napaisuuden mukaisesti ja kiristä se kiertämällä myötäpäivään. Kiinnitä työkappale maadoituspuristimella toisessa päässä.
Johdon elektrodiin tulee kiinnittää erityistä huomiota. Yleensä DC-hitsauslaitteissa on kaksi liitäntätilaa:
• Positiivinen liitäntä: liitä elektrodin pidike liitäntään "-", kun taas työkappale liitä "+";
• Negatiivinen liitäntä: liitä työkappale liitäntään "-", kun taas elektrodin pidike "+".
KÄYTTÖ
Pääkytkin
• Kytke virta takapaneelin virtakytkimestä ja aseta virtakytkin "ON"-asentoon. Tässä vaiheessa digitaalinen näyttö syttyy ja koneen sisällä oleva tuuletin alkaa pyöriä.
Valitse "TIG"/"MMA" / "CLEAN" -tila valintapainikkeella.
Valintakytkin voi toteuttaa TIG:n ja MMA:n muuntamisen.
1. TIG-hitsaus
• Paina painiketta sytyttääksesi argonkaarihitsauksen (TIG) valon.
• Avaa argonsylinterin venttiili ja säädä virtausmittari haluttuun virtausnopeuteen.
• Hitsauspolttimen painikkeen painamisen jälkeen solenoidiventtiili alkaa toimia ja argonkaasua alkaa tulla ulos.
• Valitse hitsausvirta työkappaleen paksuuden mukaan.
• Hitsauspolttimen volframielektrodin ja työkappaleen välinen etäisyys on 2-4 mm. Paina hitsauspolttimen painiketta. Valokaarisytytyksen jälkeen korkeataajuinen kaarisytytysääni koneesta häviää välittömästi ja se voi toimia tällä hetkellä.
2. Puikkohitsaus
• Paina painiketta sytyttääksesi puikkohitsauksen (MMA) valon.
• Valitse hitsausvirta työkappaleen paksuuden mukaan.
3. Puhdistustoiminnon toiminta
• Paina painiketta sytyttääksesi puhdistustoiminnon (Clean) valon.
• Valitse lähtövirta puhdistustarpeiden mukaan.
4. OC-merkkivalo
Kun merkkivalo palaa, se tarkoittaa, että laite on siirtynyt suojatilaan ylikuumenemisen vuoksi.
Ja ylilämpötila johtuu ylikuormituksesta, ylivirrasta tai muista syistä. Kun ylivirta ja ylikuormitus häviävät, laite alkaa taas toimia normaalisti.
5. Digitaalinen näyttö ampeerimittari
Digitaalinen näyttö näyttää hitsausvirran arvon.
6. Nykyinen asetus
Pulssilla varustetuissa TIG-koneissa pistehitsauksen (Spot) ja pulssin (Pulssi) valot sammuvat, kun “MMA”- tai “Clean”-tila valitaan.
Valitse lähtövirta tarpeidesi mukaan.
7. Nykyinen asetus
Pulssilla varustetuissa TIG-koneissa pistehitsauksen (Spot) ja pulssin (Pulssi) valot sammuvat, kun “MMA”- tai “Clean”-tila valitaan.
Valitse lähtövirta tarpeidesi mukaan.
(2T/4T) Valintakytkin (lisää tämä toiminto asiakkaan vaatimusten mukaan)
Valitse haluamasi hitsaustapa (2T/4T) argonkaarihitsaustilassa. Käyttöohjeet ovat seuraavat:
• Säädä hitsausvirta vaaditun hitsausprosessin mukaan. Aseta 2T-tilassa hitsauspolttimen volframielektrodin ja työkappaleen välinen etäisyys 2-4 mm:iin. Paina polttimen kytkintä, niin kaari syttyy ja voit aloittaa hitsauksen. Vapauta käsikytkin sulkeaksesi kaari ja lopettaaksesi hitsauksen.
• 4T-tilassa voit sytyttää valokaaren painamalla polttimen kytkintä. Kun vapautat käsikytkimen, hitsaus jatkuu. Paina sitten käsikytkintä uudelleen ja virta laskee hitaasti kaaren loppuun.
Vapauta tässä vaiheessa käsikytkin, jolloin hitsauskone lakkaa toimimasta.
Esiilmaisuajan säätö (Pre Flow)
Esiilma on aika ilmansyötöstä valokaariseen. Tätä aikaa voidaan säätää välillä 0 - 1 sekunti.
Jälkilähetyksen ajan säätö (Post Flow)
Jälkiilma tarkoittaa aikaa valokaaren pysäytyksestä ilmansyötön katkaisuun. Tätä aikaa voidaan säätää välillä 1-10 sekuntia.
Valitse "Pulssi"-toiminto
• Valitse "TIG" ja valo syttyy.
• Valitse sitten "Pulssi" ja valo syttyy.
Pulssitaajuuden säätö "Pulssitaajuus" (katso virtakäyrä alla)
Perusvirran säätö "Base Amps"
• Perusvirtaa voidaan säätää vain pulssitilassa. Valitse "Pulssi" ja valitse vastaava perusvirta työkappaleen paksuuden mukaan.
Käyttömäärän säätö "Peak on time"
• Säädä huippuvirran viipymäaika.
Etu/takapaneeli
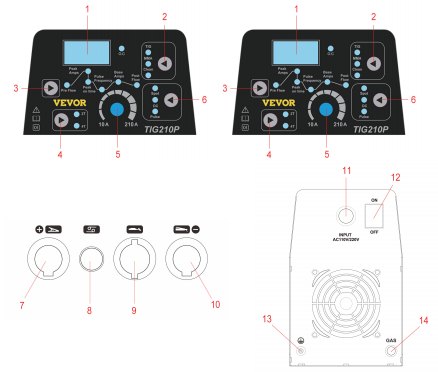
1. Digitaalinen näyttö 8. Liitä taskulamppukytkin
2. TIG, MMA, CLEAN työtila 9. Asenna leikkauspoltin
3. Esivirtaus, hitsausvirta, jälkivirtaustila 10. Negatiivinen liitäntä
4. 2T/4T-toimintopainike 11. Tulovirtajohto
5. Säätönuppi 12. virtakytkin
6. SPOT, DC, PULSE Mode 13. Maadoitusruuvi
7. liitä maadoituspuristin 14. Kaasuletkun liitin
PÄÄPALAMETRIT
| ITEM | TIG 155 A | TIG 210 A | TIG 210 P |
| Tehojännite (v | AC 110V ± 10% | AC 110V±10 | AC110V±10 |
| Taajuus (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Nimellissyöttökapasiteetti (KVA) | 3.8 | 7.1 | 7.1 |
| Generaattorin kapasiteetti (KVA | 2.3 | 4.2 | 4.2 |
| Nimellistulovirta (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| lähtövirta Alue (A | 30-155 | 30-210 | 30-210 |
| lähtövirta Alue (A | 10-155 | 10-210 | 10-210 |
| Nimellinen tyhjäkäyntijännite (v | 60 | 60 | 60 |
| Käyttösuhde ( % ) | 30% | 30% | 30% |
| Eristysluokka | F | F | F |
| Suojausluokka | IP21 | IP21 | IP21 |
| Koneen paino (KG) | 4.9 | 5.4 | 5.4 |
| Koneen mitat (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| USB-lähtö | / | 5V | / |
| Ensisijaiset liitteet | 1 . 3.66 m QQ150 hitsauspistooli (mukaan lukien | 1 . WP-26 hitsauspistooli | 1 . WP-26 hitsauspoltin hienolasisuulla ,(L = 4m mukaan lukien me |
| Sovellettava langan halkaisijaalue | <3.2 | <3.2 | <3.2 |
MAHDOLLISET ONGELMAT
Tässä luetellut ilmiöt voivat liittyä lisävarusteisiin, kaasuihin, ympäristötekijöihin ja virransyöttöolosuhteisiin. Yritä parantaa ympäristöä välttääksesi tällaiset tilanteet.
Mustat juotosliitokset
Tällaiset tapaukset osoittavat, että juotosliitokset eivät ole tehokkaasti suojattuja ja ne ovat hapettuneet. Voit suorittaa seuraavat tarkistukset.
• Varmista, että argonsylinterin venttiili on auki ja paine on riittävä. Jos paine sylinterissä on alle 0.5 MPa, täytä sylinteri uudelleen.
• Tarkista, onko argonvirtaus kytketty ja onko virtaus riittävä. Kaasun säästämiseksi voidaan valita eri virtausnopeudet eri hitsausvirtaolosuhteille. Mutta liian hidas virtausnopeus voi johtaa riittämättömään suojakaasuun, joka voi peittää juotosliitokset. Riippumatta siitä, kuinka pieni virta on, suosittelemme, että et tee argonin virtausnopeutta pienemmäksi kuin 5 l/min.
• Yksinkertaisin tapa tarkistaa, onko kaasua ulos, on tuntea hitsauspolttimen suutin, jotta voidaan tarkistaa, onko hitsauspolttimen kaasupolku tukossa.
• Huono kaasutiivistys tai alhainen kaasun puhtaus aiheuttaa myös hitsauksen laatuongelmia.
• Jos ympäristössä on voimakas ilmavirtaus, se voi myös johtaa hitsauksen laadun heikkenemiseen.
• Käyttösuhde on liian alhainen.
Kaaren käynnistäminen on vaikeaa ja kaari on helppo rikkoa:
• Varmista, että käyttämäsi volframielektrodit ovat hyvälaatuisia. Huonolaatuisen volframielektrodin purkauskapasiteetti ei välttämättä täytä vaatimusta.
• Teroittamaton volframielektrodi ei ole helppo kaartaa ja saattaa aiheuttaa valokaaren epävakautta.
Virta ei voi pysyä vakaana hitsauskoneen käytön aikana:
Tämä tilanne voi johtua seuraavista tekijöistä:
• Verkkojännitteen vaihtelu.
• Vakavat häiriöt sähköverkosta tai muista sähkölaitteista.
VAROITUS
ympäristö
• Hitsaus tulee suorittaa suhteellisen kuivassa ympäristössä ja ilmankosteus ei yleensä ylitä 90 %.
• Ympäristön lämpötilan tulee olla -10°C - 40°C.
• Vältä hitsausta auringossa tai sateessa, äläkä anna veden tai sateen tunkeutua hitsauskoneeseen.
• Vältä hitsaamista pölyisessä tai syövyttävässä kaasuympäristössä.
• Vältä suojakaasuhitsausta voimakkaissa ilmavirtauksissa.
Turvapisteet
TIG-hitsauskoneeseen on asennettu ylijännite-, ylivirta- ja ylikuumenemissuojapiirit. Kun verkon jännite, lähtövirta tai sisälämpötila ylittää asetetun standardin, hitsauskone lakkaa toimimasta automaattisesti. Liiallinen käyttö (kuten liiallinen jännite) kuitenkin vahingoittaa hitsauskonetta. Siksi seuraavat seikat on huomioitava.
Varmista hyvä ilmanvaihto
Tämä hitsauskone on teollinen hitsauskone. Käytön aikana syntyy suuri käyttövirta, eikä luonnollinen ilmanvaihto voi täyttää jäähdytysvaatimuksia. Siksi sisälle on asennettu kaksi tuuletinta, jotka voivat tehokkaasti jäähdyttää hitsauskonetta ja saada sen toimimaan sujuvasti.
Käyttäjien tulee varmistaa, ettei tuuletusalueita ole peitetty tai tukkeutunut. Hitsaajan ja ympäröivien esineiden välinen etäisyys ei saa olla alle 0.3 metriä. Käyttäjien tulee aina kiinnittää huomiota hyvän ilmanvaihdon ylläpitämiseen, koska se edistää hitsauskoneen toimintaa.
Estä ylikuormitus
Käyttäjän tulee muistaa tarkkailla suurinta sallittua kuormitusvirtaa (suhteessa valittuun kuormituksen kestoon) milloin tahansa, jotta hitsausvirta ei ylitä suurinta sallittua kuormitusvirtaa.
Nykyinen ylikuormitus lyhentää merkittävästi hitsauskoneen käyttöikää ja voi jopa polttaa hitsauskoneen.
Estä ylijännite
Virtalähteen jännite on lueteltu "Main Performance Parameters" -taulukossa. Normaaliolosuhteissa hitsauskoneen automaattinen jännitteenkompensointipiiri pitää hitsausvirran sallitulla alueella. Jos virtalähdejännite ylittää sallitun arvon, hitsauskone vaurioituu. Käyttäjän tulee olla täysin tietoinen tästä tilanteesta ja ryhtyä vastaaviin ennaltaehkäiseviin toimenpiteisiin.
• Jokaisen hitsauslaitteen takana on maadoitusruuvit ja vastaavat maadoitusmerkit. Kaapelit, joiden poikkileikkaus on suurempi kuin 4 mm neliö, tulee valita ennen käyttöä. Maadoita hitsauslaitteen vaippa estääksesi staattisen sähkön tai vuotojen aiheuttamat onnettomuudet.
• Jos hitsauskone toimii normaalia kuormituksen jatkuvuutta suuremmalla nopeudella, hitsauskone voi yhtäkkiä siirtyä suojattuun tilaan ja lakata toimimasta. Se tarkoittaa, että ylikuumeneminen laukaisee lämpötilan säätökytkimen, joten hitsauskone lakkaa toimimasta. Etupaneelin punainen merkkivalo syttyy. Tässä tapauksessa pistoketta ei tarvitse irrottaa, koska jäähdytystuuletin voi jäähdyttää hitsauskonetta. Kun punainen merkkivalo sammuu, lämpötila laskee normaalille alueelle ja voit aloittaa hitsauksen uudelleen.
HOITO
• Turvallisuusvaroitus: Kaikki huolto- ja korjaustyöt on suoritettava täysin katkaistuna.
Varmista, että virtapistoke on irrotettu ennen koneen avaamista.
• Tarkista säännöllisesti hitsauskoneen sisäisen piirin liitäntä varmistaaksesi, että johdotus on oikea ja liitos on luja (erityisesti asennettu liitos tai komponentti). Jos ruostetta tai irtonaisia osia löytyy, kiillota ruosteinen kerros tai oksidikalvo pois hiekkapaperilla ja kiristä se uudelleen.
• Kun koneeseen on kytketty virta, pidä kätesi, hiukset ja työkalut poissa koneen jännitteisistä osista, kuten sisäisistä tuulettimista. Vältä loukkaantumasta tai vahingoittamasta konetta.
• Puhalla pöly säännöllisesti pois kuivalla paineilmalla. Jos hitsauskonetta käytetään raskaassa savussa, vakavassa ilmansaasteessa, hitsauskone on pölyttävä joka päivä.
• Paineilman paineen tulee olla kohtuullisella tasolla, jotta hitsauslaitteen pienet osat eivät vaurioidu.
• Estä veden tai höyryn pääsy hitsauskoneeseen. Jos näin tapahtuu, kuivaa hitsauskoneen sisäpuoli.
Sen jälkeen mittaa hitsauskoneen eristys mittarilla (liitossolmujen välinen eristys sekä liitoskohtien ja kotelon välinen eristys). Hitsaustyötä voidaan jatkaa vain silloin, kun ei ole poikkeavaa.
• Jos hitsauskonetta ei käytetä pitkään aikaan, se tulee laittaa takaisin alkuperäiseen pakkauslaatikkoon ja säilyttää kuivassa paikassa.
VIANETSINTÄ
Huomautus: Seuraavat toiminnot edellyttävät riittävää sähköalan asiantuntemusta ja kattavaa turvallisuustietoa.
Lentotoiminnan harjoittajalla tulee olla voimassa oleva pätevyys, joka osoittaa hänen pätevyytensä ja tietonsa.
| Phenomena | Ratkaisu |
| Virran merkkivalo ei syty, tuuletin ei pyöri, eikä hitsaustehoa ole. | 1. Virtakytkin on rikki. 2. Tarkista, onko tulokaapeliin kytketyssä sähköverkossa sähköä. 3. Tarkista, onko tulokaapelissa avoin piiri. |
| Virtakytkimen merkkivalo palaa, mutta puhallin ei pyöri tai pyörii useita kertoja ja lakkaa pyörimästä, eikä hitsaustulosta ole. | 1. Tuloliitin voi olla kytketty väärin 380 V virtalähteeseen, mikä johtaa ylijännitesuojapiirin käynnistymiseen. Vaihda 220 V virtalähde ja käynnistä kone uudelleen. 2. 220 V:n virtalähde on epävakaa (tulojohto on liian ohut ja liian pitkä) tai tulojohto on kytketty verkkoon, mikä johtaa ylijännitesuojapiirin käynnistymiseen. Tämä ilmiö häviää 2-3 minuutissa lisäämällä sähköverkon tulon johdon halkaisijaa tai vahvistamalla syöttösolmua. Kun se palautuu normaaliksi, käynnistä se uudelleen. 3. Virtakytkimen kytkeminen päälle ja pois jatkuvasti lyhyen aikaa saa ylijännitesuojapiirin käynnistymään. Katkaise virta virtakytkimestä ja odota 2-3 minuuttia ennen uudelleenkäynnistystä. 4. Kytkimen ja virtakortin välinen johto on löysällä. Kiristä se. 5. Virtalähdekortin pääpiirin 24 V rele ei ole kiinni tai vaurioitunut. Tarkista 24 V virransyöttö ja rele. Jos rele on vaurioitunut, voit vaihtaa sen muihin saman mallin katkaisimiin. |
| Virtakytkimen merkkivalo palaa, mutta puhallin ei pyöri tai pyörii useita kertoja ja lakkaa pyörimästä, eikä hitsaustulosta ole. | 1. Yleismittarilla mitataan VH-07-liittimen positiivinen ja negatiivinen jännite virtalähdekortista MOS-kortille on noin DC308V. • Onko piisillan pistokejohto irti ja onko kosketus huono. • Virtalähdelevyn suuret elektrolyyttikondensaattorit voivat vuotaa. Korvaa se. 2. MOS-kortin apuvirtalähteessä on vihreä merkkivalo. Jos valo ei pala, lisävirtalähde ei toimi. Etsi vikakohta. 3. Tarkista koneen erilaisten pistokejohtojen huono kosketus. 4. Ohjauspiirin ongelmat tulee selvittää ajoissa tai ottaa yhteyttä jälleenmyyjiin. 5. Hitsauspistoolin ohjausjohto on katkennut. |
| Epänormaalin merkkivalo ei pala. Kuuluu korkeataajuinen purkausääni "kahinaa", eikä hitsauslähtöä ole. | 1. Polttimen kaapeli on rikki. 2. Maadoitusjohto on katkennut tai sitä ei ole kytketty hitsauskappaleeseen. 3. Hitsauspolttimen plus- tai kaasulähtöliittimen ja koneen välinen liitäntä on löysällä. |
| Epänormaali merkkivalo ei syty. Korkeataajuisesta purkauksesta ei kuulu kahinaa, ja kaarihitsaus voidaan aloittaa. | 1. Valokaarisytytysmuuntajan ensiöjohto on huonossa kosketuksessa tehokorttiin. Kiristä se. 2. Saattaa olla, että TIG-hitsauspolttimen kärki on hapettunut tai suutin on kaukana työkappaleesta. Käsittely: poista suutinelektrodin oksidikalvo tai muuta suuttimen ja työkappaleen välinen etäisyys 1 mm:iin. 3. Manuaalinen argonhitsauksen siirtokytkin on vaurioitunut; korvaa se. 4. Korkeataajuisen kaaren sytytyspiirin yksittäiset komponentit ovat vaurioituneet; löytää ja korvata ne. |
| Epänormaali merkkivalo palaa, ei lähtöä. | 1. Se voi olla ylivirtasuojaus. Sammuta kone ja käynnistä se uudelleen, kunnes epänormaali merkkivalo sammuu. 2. Voi olla suoja ylikuumenemiselta, eikä konetta tarvitse pysäyttää. Odota 2-3 minuuttia, jotta kone palautuu normaaliksi (puhdas argonkaarihitsauskoneessa ei ole ylikuumenemissuojatoimintoa). 3. Invertterin piiri saattaa olla viallinen, irrota MOS-kortilla olevan päämuuntajan virtapistoke (lähellä tuulettimen VH-07-pistoketta) ja käynnistä se uudelleen: • Jos epänormaalin merkkivalo palaa edelleen, sammuta kone ja irrota sitten suurtaajuisen kaarisytytyksen virtalähteen pistoke (lähellä tuulettimen VH-03 pistoketta) ja käynnistä se uudelleen: a. Jos epänormaalin merkkivalo palaa edelleen, MOS-kortin yksittäinen FET on vaurioitunut. Etsi ja korvaa samantyyppinen FET. b. Jos epänormaalin merkkivalo ei pala, tehonsyöttölevyn suurtaajuisen kaaripiirin nostomuuntaja on rikki. Korvaa se. • Jos epänormaalin merkkivalo ei pala: a. Saattaa olla, että keskilevymuuntaja on vaurioitunut ja sillan avulla voidaan mitata päämuuntajan ensiöinduktanssi ja Q-arvo.L=0.9-1.6mH Q>35 Induktanssin Q-arvo on hyvin pieni ja sen pitäisi olla vaihdettu. b. Muuntajan toissijainen tasasuuntausputki saattaa olla rikki. Etsi ja vaihda samantyyppinen tasasuuntaajaputki. Takaisinkytkentäpiiri voi olla rikki. 4. Takaisinkytkentäpiiri saattaa olla rikki. |
| Lähtövirta on epävakaa tai ei potentiometriohjausta hitsauksen aikana, ja virta on joskus suuri ja joskus pieni. | 1. 1K-potentiometri on vaihdettava, jos se on vaurioitunut. 2. Kaikenlaiset huonot liitännät, erityisesti liittimet, on tarkistettava. |
| Manuaalisessa kaarihitsauksessa on suuria roiskeita ja alkalielektrodeja on vaikea polttaa. | 1. Jos napaisuus on väärä, vaihda maadoitusjohdon ja kahvan johdon napaisuus. |
| Tuuletin ei pyöri, digitaalisessa mittarissa ei ole näyttöä eikä hitsauslähtöä ole. | 1. Varmista, että ilmakytkin on ehjä tai kiinni. 2. Varmista, että lähtökaapeliin kytketyssä sähköverkossa on sähköä. 3. Teholähdelevyn termistori (neljä) on vaurioitunut, tämä tilanne johtuu yleensä DC24V-releen viasta tai koskettimien huonosta kosketuksesta). 4. Virtalähdekortti (alalevy) vioittuu, eikä DC537V jännitelähtöä ole. • Piisilta on auki ja piisiltaliittimen johdinkosketin on huono. • Osa teholevystä on palanut. • Tarkista, ovatko ilmakytkimestä virtalevyyn ja virtalevystä MOS-korttiin (invertterikorttiin) johtava liitäntäjohto hyvässä kosketuksessa. • Ohjauskortin lisävirtalähde on viallinen. |
| Tuuletin pyörii, eikä epänormaali merkkivalo syty. Korkeataajuisesta purkauksesta ei kuulu kahinaa, eikä kaaria voi käynnistää, vaikka sitä hieroisi. | 1. Tarkista, ovatko koneen eri patch-johdot huonossa kosketuksessa. 2. Jos ohjauspiirissä on ongelma, selvitä syy ajoissa tai ota yhteyttä jälleenmyyjään. 3. Hitsauspolttimen ohjausjohto on katkennut. |
| Epänormaali merkkivalo palaa eikä lähtöä ole. | 1. Polttimen kaapeli on rikki. 2. Maadoitusjohto on katkennut tai sitä ei ole kytketty hitsauskappaleeseen. 3. Hitsauspolttimen plus- tai kaasulähtöliittimen ja koneen välinen liitäntä on löysällä. |
| Epänormaali merkkivalo ei syty. Korkeataajuisesta purkauksesta kuuluu kahinaa, mutta ei hitsaustehoa. | 1. Valokaarisytytysmuuntajan ensiöjohto on huonossa kosketuksessa valokaaren sytytyslevyyn. Kiristä se. 2. Saattaa olla, että TIG-hitsauspolttimen kärki on hapettunut tai suutin on kaukana työkappaleesta. Käsittely: poista suutinelektrodin oksidikalvo tai muuta suuttimen ja työkappaleen välinen etäisyys 1 mm:ksi.ja kaarihitsauspurkki 3. Käsihitsauksen argonhitsauksen siirtokytkin on vaurioitunut. Korvaa se. 4. Yksittäiset suurtaajuisen valokaaren sytytyspiirin osat ovat vaurioituneet.Etsi ja vaihda ne. |
| Epänormaali merkkivalo palaa eikä lähtöä ole. | 1. Se voi olla ylivirtasuojaus. Sammuta kone ja käynnistä se uudelleen, kun epänormaali merkkivalo on sammunut. 2. Se voi olla ylikuumenemissuoja, ja kone voi palata normaaliksi sammuttamatta 2-3 minuuttia. 3. Invertteri tai kaarisytytyskortti voi olla viallinen: Jos kyseessä on kaksoisinvertteri, irrota virtajohdon pistoke toisesta invertterilevystä (lähellä paneeli-07-pistoketta) ja käynnistä se uudelleen. Sitten, jos epänormaalin merkkivalo ei pala, vika on tässä invertterissä, muuten vika on toisessa taajuusmuuttajassa. Seuraavaksi sekä yhden invertterin että kahden invertterin koneet voivat käyttää samaa menetelmää vianmääritykseen. • Jos epänormaali merkkivalo palaa edelleen, sammuta ja irrota ohjauskaarikortin virransyöttö (lähellä tuulettimen VH-03 pistoketta). Käynnistä se uudelleen: a. Jos epänormaalin merkkivalo palaa edelleen, MOS-kortin yksittäinen FET on vaurioitunut. Etsi ja vaihda samantyyppinen FET. b. Jos epänormaalin merkkivalo ei pala, vika on valokaaren sytytyslevyn, tehostimen tai muuntajan vaurioitumisessa. Korvaa se. • Liitä viallisen invertterin virtajohto ja irrota päämuuntajan virtajohto. Ja sitten käynnistä kone uudelleen. a. Jos epänormaalin merkkivalo ei pala, vika on keskitasossa. Keskitasomuuntaja voi vaurioitua, ja siltaa voidaan käyttää kunkin päämuuntajan ensiöinduktanssin ja Q-arvon mittaamiseen. b. Keskilevyn tasasuuntausputki voi vaurioitua yksittäin. Etsi ja vaihda samantyyppinen tasasuuntaajaputki. 4. Takaisinkytkentäpiiri saattaa olla rikki. |
| Hitsausvirta ei riitä, ja virran säätö ei ole hallinnassa. | 1. Toisiolinja on liian pitkä tai liian ohut, lyhennä toisiolinjaa mahdollisimman paljon tai lisää sen poikkileikkausalaa. 2. Jos käytössä on kaukosäädin, se saattaa olla kaukosäätimen tilassa. 3. On myös mahdollista, että virransäätöpotentiometri on vaurioitunut. |
Yhteenveto
Lopuksi VEVOR-hitsauskäsikirja tarjoaa kattavat tiedot turvatoimista ja ammattimaisista hitsaustekniikoista, joita tarvitaan VEVOR-hitsauslaitteiden onnistuneeseen hitsaukseen. Ohjetta noudattamalla voit varmistaa turvallisuutesi, estää onnettomuuksia ja saavuttaa korkealaatuiset hitsaustulokset.
Käsikirjassa olevat tekniset tiedot voivat myös auttaa sinua ymmärtämään kunkin VEVOR-hitsauskonemallin tekniset tiedot, jotta voit valita oikean hitsaustarpeisiisi. Muista aina noudattaa turvallisuusohjeita ja ryhtyä tarvittaviin varotoimiin VEVOR-hitsauskonetta käyttäessäsi varmistaaksesi turvallisen ja tehokkaan hitsauskokemuksen.



