





Vapauta täysi potentiaali VEVOR CNC-reititinkone kattavan tuotekäyttöohjeemme latauksen avulla. Tämä käyttöohje on suunniteltu erityisesti 300 W:n, 3-akseliselle GRBL-ohjaukselle tarkoitetulle puunkaiverrus-, veisto- ja jyrsinkonesarjalle, ja se kattaa kaikki koneesi ominaisuudet asennuksesta optimointiin.
400 x 400 x 75 mm:n (15.7 x 15.7 x 2.95 tuuman) työalueen ja tehokkaan 1200 rpm:n moottorin ansiosta tämä CNC-jyrsin sopii täydellisesti puun, akryylin, MDF:n, PVC:n, muovin ja vaahtomuovin työstämiseen. Yksityiskohtainen oppaamme sisältää vaiheittaiset ohjeet, vianmääritysvinkkejä ja parhaita käytäntöjä, jotta saat koneesi käyttöösi kaiken irti.
Oletpa sitten aloittelija tai kokenut käyttäjä, tämä käyttöopas on arvokas resurssi projektiesi tarkkuuden ja tehokkuuden saavuttamiseksi. Lataa nyt ja aloita saumaton CNC-jyrsintäkokemus helposti ja luottavaisin mielin.
CNC-jyrsimen käyttöohje
MALLI: S4040
Tärkeitä turvallisuusohjeita
varoitus: Palovammojen, sähköiskujen ja henkilövahinkojen riskin vähentämiseksi!
HUOMIOITAVAT ASIAT
varoitus
- Käytä suojalaseja käyttäessäsi konetta. Jos silmiisi sattuu.
- Ennen työkalun vaihtamista irrota koneen virtalähde onnettomuuksien välttämiseksi.
- Irrota pistorasia, kun et käytä sitä, ennen kuin vaihdat osia ja huollat konetta.
- Irrota pistoke, kun kokoat ja purat yksikköä.
- Tiivistä valvontaa tarvitaan, kun laitetta käytetään lasten lähellä.
- Älä pakota laitetta toimimaan liian suurella paineella, jotta CNC-jyrsinkone ei jumiudu.
- Älä upota johtoja tai koneita veteen, sillä se voi aiheuttaa sähköiskun.
- Tätä laitetta ei ole tarkoitettu henkilöiden (mukaan lukien lapset) käytettäväksi, joilla on alentuneet fyysiset, sensoriset tai henkiset kyvyt tai joilla ei ole kokemusta ja tietoa, ellei heidän turvallisuudestaan vastaava henkilö ole valvonut tai opastanut laitteen käyttöä.
- Lapsia tulee valvoa, jotta he eivät leiki laitteella.
- Jos virtajohto tai pistoke on vaurioitunut, valmistajan, sen huoltoedustajan tai vastaavan pätevän henkilön on vaihdettava se vaaran välttämiseksi. Älä myöskään käytä tätä laitetta. Palauta laite myymälään huoltoa tai korjausta varten ammattitaitoiselle huoltomiehelle.
TALLENNA NÄMÄ OHJEET
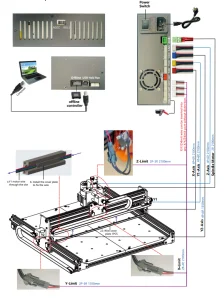
CNC-reitittimen osien luettelo

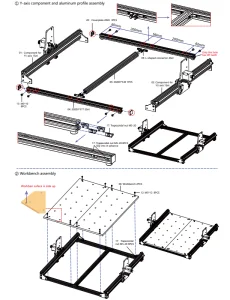
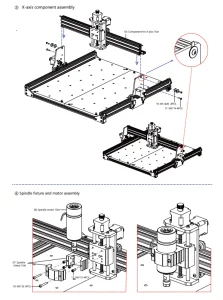
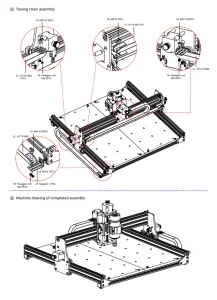
CNC-reitittimen kokoonpano
Ohjeet ohjausrasian portteihin
Kynttilän ohjelmisto
Candle on graafinen käyttöliittymäsovellus GRBL-pohjaisille CNC-koneille, jossa on G-koodi-visualisointitoiminto. Se on avoimen lähdekoodin ohjelmisto, joka sopii CNC-työstökoneiden työstöön. Candle tukee G-kooditiedostojen käsittelyä ja visuaalisia näyttötoimintoja:
- GRBL-pohjaisen CNC-koneen ohjaus konsolikomennoilla, lomakkeen painikkeilla, numeronäppäimistöllä.
- CNC-koneen tilan seuranta.
- Lataa, muokkaa, tallenna ja lähetä G-kooditiedostoja CNC-koneeseen.
- G-kooditiedostojen visualisointi.
Valtiot
Työkoordinaatit:
Edustaa CNC:n paikallisia X-, Y- ja Z-koordinaatteja.
Koneen koordinaatit:
Esittää nykyisen X-, Y- ja Z-koneen absoluuttisen koordinaatin.
Yksi seuraavista CNC-tiloista:
- Idle – odottaa G-koodikomentoa Käynnissä – käynnissä G-koodikomento
- Koti – kotiutusjakso on käynnissä
- Tarkista – G-koodin komentojen tarkistustila on päällä
- Pidä – keskeytetty komennolla ”!”, uudelleenkäynnistettävä komennolla ”~”
- Hälytys – CNC ei tiedä missä se on ja estää kaikki G-koodikomennot
Valvonta:

Ohjelmisto vaiheiden avulla
Asenna ohjain
Ensimmäisellä käyttökerralla liitä laite tietokoneeseen USB-kaapelilla ja asenna ohjain napsauttamalla ohjainkansiossa olevaa CH341SER.exe-tiedostoa.
Normaalioloissa Win10-järjestelmä tunnistaa ja asentaa ajurin automaattisesti. Win7- ja Win8-järjestelmissä asenna se manuaalisesti.
Aseta portti ja yhteys.
Kun olet asentanut ajurin, avaa tietokoneen laitehallinta ja napsauta porttivaihtoehtoa nähdäksesi punaisen laatikon sisällä olevan sisällön alla olevassa kuvassa (porttitiedot ovat suluissa).
Muista yllä kysytyt porttitiedot, vaihda Candle-ohjelmiston käyttöliittymään ja napsauta vasemmassa yläkulmassa olevaa ”Asetukset”-vaihtoehtoa.
Asetuksen valitseminen avaa asetusikkunan. Valitse kohdassa ”Yhteys” haemaasi portin nimi, valitse baudinopeus 115200 ja napsauta sitten ”OK” asetusten viimeistelemiseksi.

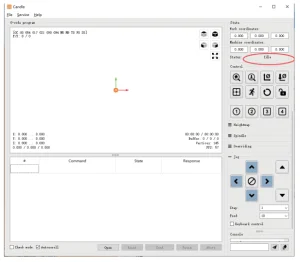
Täydellinen yhteys
Kun olet asettanut portin ja baudinopeuden, napsauta Valmis. Candle-käyttöliittymän oikeassa yläkulmassa oleva tilarivi näyttää Idle. Samaan aikaan oikeassa alakulmassa oleva konsoli näyttää alla olevat tiedot, jotka osoittavat, että yhteys on muodostettu onnistuneesti.
Asiakirjojen käsittely
Napsauta kynttilän yläosassa olevaa ”Tiedosto”-vaihtoehtoa ja luo sitten G-koodi napsauttamalla ”Uusi”. Valitse tuotava G-kooditiedosto napsauttamalla käyttöliittymän alareunassa olevasta komentopalkista ”Avaa”. Tuonnin jälkeen käyttöliittymän keskellä näkyy visuaalinen kaavio, joka koostuu työkaluradoista (kynän muotoisen kaavion sijainti kaaviossa on työkalun nykyinen sijainti).
Pidä hiiren vasenta painiketta painettuna visualisointi-ikkunassa kiertääksesi kaaviota ja oikeaa painiketta siirtääksesi sitä. Grafiikassa keskimmäistä kiekkoa vierittämällä voit zoomata grafiikkaa sisään ja ulos. Samanaikaisesti G-koodin sisältö näkyy alemmassa komentopalkissa.
Kone toimii yksi kerrallaan prosessoinnin aikana G-koodikomentojen mukaisesti.

Kiinnittimen, työkalun asennus ja työkoordinaattien nollapisteen asettaminen
Tuotepakkauksen kiinnikettä ei ole koottu. Sarjoja on yhteensä neljä. Kootun kiinnikkeen ulkonäkö ja käyttö on esitetty oikeissa kuvissa. Ennen G-koodiohjelman suorittamista sinun on löydettävä kaiverruskuvion sijainti suhteessa koko kaiverruslevyyn.
Visuaalisessa grafiikassa on kolmiakselinen koordinaatisto. Kolmiakselisen koordinaatiston lähtöpiste on varsinaisen prosessointigrafiikan työkalun asetuspiste. Voit siirtää työkalua määrittääksesi kaiverrusgrafiikan sijainnin suhteessa koko kaiverruslevyyn tämän lähtöpisteen sijainnin perusteella. Alla olevassa kuvassa oleva kaiverruskuvio on esimerkki.

Kun valittu työkalun sijainti on käynnistetty, X/Y- ja Z-akselit nollataan (X/Y- ja Z-akseleiden nollauspainikkeet).
Ennen nollapisteen palauttamista varmista, että työkalu lähestyy yhden kaiverruspaperiarkin etäisyyttä, ja palauta sitten X/Y- ja Z-akselit nollaan (käytä kaiverruksessa tasapohjaista terävää veistä ja tasoja, uria ja reikiä työstettäessä sylinterijyrsintä). Vaikutelma on, että veistetty hahmo kaiverretaan terän kärjen ollessa lähtöpisteenä.
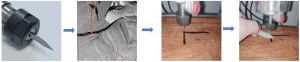
Karamoottorin ER11-holkki tulee kiinnittää ensin kiinteään päähän ja sitten paikalleen. Älä venytä holkkia liikaa leikkuria asennettaessa, kuten alla olevassa ensimmäisessä kuvassa on esitetty.
Aloita veistäminen
Kun kaiverruskohta on löydetty, napsauta alla olevaa lähetyspainiketta, niin laite aloittaa kaiverruksen automaattisesti. Oikeassa yläkulmassa oleva tilarivi näyttää, että laite on käynnissä. Visualisointi-ikkunassa näkyy, että työkalu liikkuu työkalun rataa pitkin.
Kaiverruksen aikana voit valita alla olevat tauko- ja pysäytyspainikkeet. (Tauon jälkeen napsauta uudelleen jatkaaksesi edellistä kaiverrusta. Lopetuksen jälkeen napsauta Lähetä aloittaaksesi käsittelyn alusta.)
Valmis käsittely
Käsittelyn jälkeen visualisointi-ikkuna ilmoittaa, että kaiverrus on valmis ja kuinka kauan kaiverrukseen kuluu.

Offline-ohjain (valinnainen)
HuomautuksiaOffline-ohjain ja tietokone eivät voi muodostaa yhteyttä kaiverruskoneeseen samanaikaisesti. Varmista, että koneen ja tietokoneen USB-kaapeli on irrotettu offline-ohjainta käytettäessä.
Pääsivu
Y-: oikea Y+: vasen Z+: Lähetä $X GRBL-emolevylle sen lukituksen avaamiseksi.
OK/SPN: Vahvista-painike.
Ohjaussivu
Siirrä kutakin akselia manuaalisesti haluttuun asentoon. X+: X-akseli liikkuu oikeaan suuntaan ja X- liikkuu vastakkaiseen suuntaan. Y+: Y-akseli liikkuu eteenpäin, Y- vastakkaiseen suuntaan. Z+: Z-akseli liikkuu ylöspäin, Z- vastakkaiseen suuntaan.
OK/SPN: Karan testauskytkin, paina avataksesi karan (vastaa harmaata SPN:ää näytöllä), paina uudelleen sulkeaksesi karan (vastaava SPN näytöllä palautuu normaaliksi). Pitkä painallus siirtyy karan nopeuden muutoksen sivulle.
Tällä sivulla Y+/Y— tarkoittaa karan korkeaa/matalaa nopeutta. Poistu karan nopeuden muutoksen sivulta painamalla pitkään OK/SPN-painiketta.
Poistuminen/STP:
Toiminto 1: Napauta XYZ-akselin kutakin painiketta muuttaaksesi liikematkaa 0.1, 1, 5 tai 10 sykliä kerrallaan.
Toiminto 2: Poistu painamalla noin 2 sekuntia.
Tiedostosivu
Tiedostoluettelo Valitse kaiverrettava tiedosto. Tuettuihin dokumentteihin kuuluvat: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC. Y+: ylös, Y-: alas
OK/SPN: Vahvista valinta ja siirry vahvistuskaiverrussivulle.
Vahvista kaiverrussivu
Varmista, että kaiverrustiedosto käynnistyy ilman virheitä.
OK/SPN: Vahvistus alkaa, edistymisnäytön prosenttiosuudeksi tulee tekstistä "valmis tulostusta varten". Tiedostonvalintasivu palautuu, kun kaiverrus on valmis.
Asetukset-sivu:
X+/ X-: Muuta baudinopeutta; Y+/Y-: Muuta syöttönopeutta ±100/napsautus; Z+/Z-: Muuta syöttönopeutta ±10/napsautus; OK/SPN: Vaihda lasertilaa PÄÄLLE/POIS
Palauta tehdasasetukset
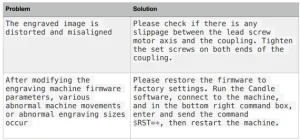
Jos koneen mekaaninen liike on tasaista, mutta kaiverrusliike näyttää juuttuneen tai askelmoottori ei liiku, yritä palauttaa emolevyn tehdasasetukset.
Menetelmä: Suorita Candle-ohjelmisto, lähetä komento $RST=* koneelle ja käynnistä kone uudelleen.
CNC-jyrsimen korjausopas

Suositellaan projektiisi
VEVOR CNC-reititinkone, 300 W, 3-akselinen GRBL-ohjausopas




Arvostelut
Ei arvosteluja vielä.