
Si está buscando aprender a usar un soldador VEVOR o simplemente necesita actualizar sus conocimientos sobre las precauciones de seguridad y las técnicas profesionales involucradas, el Manual del soldador VEVOR es un recurso invaluable.
En esta guía del usuario, exploraremos las precauciones de seguridad y las técnicas de soldadura profesionales necesarias para garantizar su éxito en la soldadura. Además, le proporcionaremos una versión PDF del manual, lo que le facilitará el acceso y la referencia a la información que necesita. ¡Entonces empecemos!

Esta es la instrucción original, lea atentamente todas las instrucciones del manual antes de operar. VEVOR se reserva una interpretación clara de nuestro manual de usuario. La apariencia del producto estará sujeta al producto que recibió. Disculpe que no le informaremos de nuevo si hay alguna tecnología o actualizaciones de software en nuestro producto.
Tabla de contenidos.
DECLARACIÓN DE CONFORMIDAD
La empresa promete solemnemente:
Los productos vendidos por nuestra empresa tienen una garantía de un año a partir de la fecha de compra.
Lea y comprenda atentamente este manual antes de instalar y utilizar esta máquina..
- El contenido de este manual puede ser revisado sin previo aviso.
- Puede haber algunas imprecisiones en este manual, aunque ha sido examinado cuidadosamente.
Si es así, por favor consúltenos.
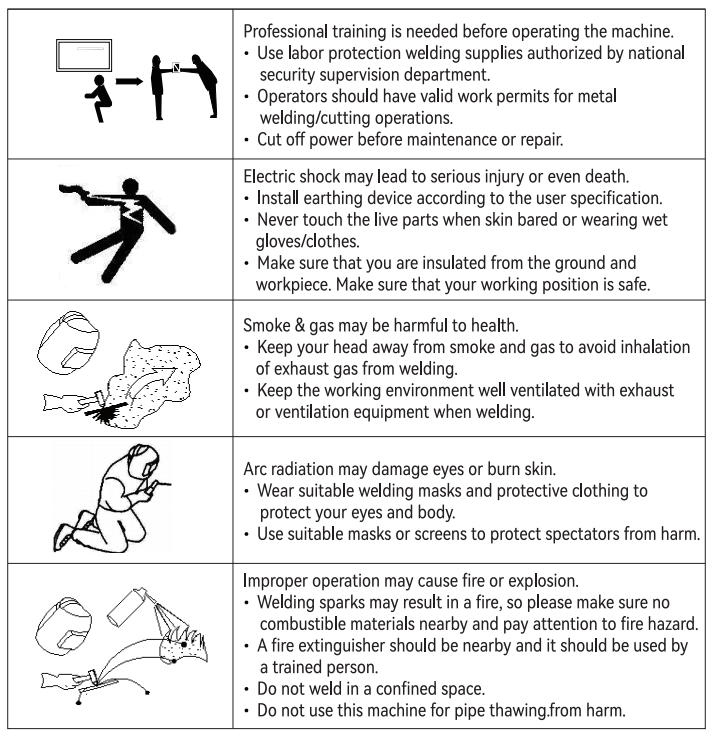
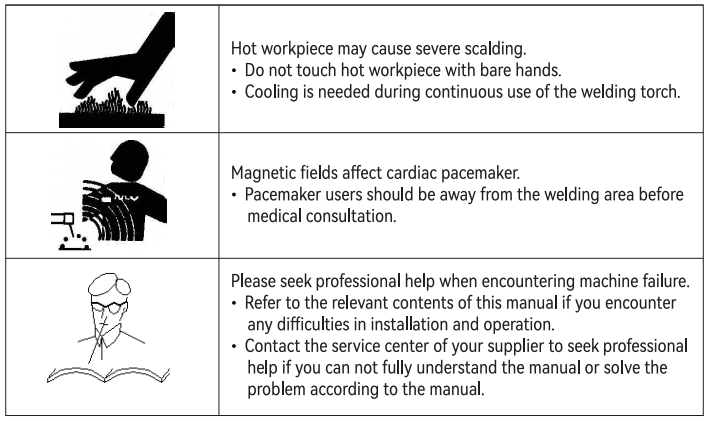
SEGURIDAD
Soldar es peligroso y puede causarle daños a usted y a otras personas, por lo que debe protegerse bien al soldar.
Para obtener más información, consulte las pautas de seguridad del fabricante para la prevención de accidentes.
BREVE INTRODUCCIÓN DEL PRINCIPIO
La serie de soldadura por arco de argón es una máquina de soldadura inversora fabricada con tecnología inversora avanzada. Es una serie de productos más madura y estable.
Utiliza tecnología de modulación de ancho de pulso (PWM) y un dispositivo de conmutación de alta potencia IGBT para rectificar la frecuencia de potencia de 50 Hz/60 Hz en corriente continua, y luego invertirla a alta frecuencia (la frecuencia puede alcanzar más de 100 KHz) y luego rectificación reductora. A través de la salida de tecnología de modulación de ancho de pulso (PWM), se puede utilizar como fuente de alimentación CC de alta potencia para soldadura. Debido a la tecnología de inversor de fuente de alimentación conmutada, el peso y el volumen de la máquina de soldar se reducen considerablemente y la eficiencia de conversión de toda la máquina aumenta en más del 30%.
Cuando se utiliza como soldadura por arco manual, la soldadora tiene características de corriente constante y control de empuje del arco.
Es decir, tiene una característica de corriente constante bajo voltaje de arco normal. Por lo tanto, la corriente de soldadura no cambia con la longitud del arco para garantizar una soldadura estable.
Cuando la longitud del arco es demasiado corta y el voltaje del arco es demasiado bajo, la corriente puede aumentar con la disminución del voltaje del arco. Para favorecer la recuperación automática de la longitud del arco (el llamado empuje del arco), el empuje se puede ajustar de forma independiente. Cuando el voltaje del arco es demasiado pequeño para mantenerlo, la característica externa cambia a una característica de caída pronunciada para evitar una corriente excesiva causada por un cortocircuito.
La característica externa de la soldadura por arco de argón es la corriente constante, por lo que la corriente de soldadura no cambia con la longitud del arco y la corriente es muy estable.
INSTALACIÓN
Cuando se utiliza un cable de salida más largo, para reducir la caída de tensión, se recomienda utilizar un cable con una sección transversal mayor. Si el cable del soplete es demasiado largo, su resistencia interna reducirá el voltaje de salida del equipo, lo que puede tener un mayor impacto en el rendimiento de la máquina de soldar.
El rendimiento del arco de alta frecuencia se debilita o el sistema no puede funcionar normalmente. Por eso le sugerimos que utilice la longitud de cable recomendada.
CONECTE EL CABLEADO
1. Conexión del cable de entrada
• Cada soldadora TIG está equipada con un cable de alimentación. Se utiliza para conectarse a una fuente de alimentación de la entrada de voltaje requerida.
• El cable de alimentación debe estar bien conectado al interruptor de encendido o al conector del cable para evitar una posible oxidación.
• Utilice un multímetro para comprobar si el voltaje cambia dentro del rango dado.
2. Conexión del cable de salida (Puro) Soldadura por arco de argón (TIG)
• Conexión del soplete de soldadura por arco de argón. Instale el conector integrado gas-eléctrico del soplete en la interfaz correspondiente en el panel de la máquina de soldar y apriételo girándolo en el sentido de las agujas del reloj.
• Instale el enchufe de aviación en la interfaz correspondiente en el panel de la máquina de soldar y apriételo girándolo en el sentido de las agujas del reloj.
• Inserte el enchufe rápido del cable de la bicicleta en el enchufe rápido con la polaridad “+” en el panel de la máquina de soldar y apriételo girándolo en el sentido de las agujas del reloj. Luego sujete la pieza de trabajo con el cable de tierra.
3. Conéctate al gas
Conecte firmemente el tubo de gas argón con la boquilla de cobre en la parte posterior de la máquina. La ruta de suministro de aire debe incluir un cilindro de gas, un medidor de flujo de descompresión de argón y una tráquea. La parte de conexión de la tráquea debe sujetarse con abrazaderas de manguera u otros objetos para evitar fugas y la entrada de aire. Estas operaciones afectarán el efecto de protección de las uniones soldadas.
Utilice un cable con una sección transversal conductora de no menos de 4 mm para conectar a tierra el chasis. El método consiste en conectar un cable a tierra desde el tornillo de tierra en la parte posterior de la soldadora para evitar electricidad estática o fugas.
4. Función MMA y TIG
Conecte como se indica arriba durante la soldadura con argón (TIG). Al soldar MMA, preste atención a lo siguiente.
• Cada máquina de soldar está equipada con un par de enchufes rápidos. Conecte el cable portaelectrodos al enchufe rápido – y el cable de la pinza de tierra al enchufe rápido “+”. Preste atención a apretarlos con una llave hexagonal interior. Haga que el cable secundario (cable de soporte y cable de tierra) esté en buen contacto con el enchufe rápido.
Algunos soldadores descuidaron esto y quemaron el enchufe rápido.
• Después de insertar el enchufe rápido en el enchufe rápido, apriételo para asegurar un buen contacto. De lo contrario, cuando la corriente de trabajo es alta, el enchufe y el enchufe se quemarán después de un trabajo prolongado.
5. función
• Conecte correctamente la pistola de limpieza. Instale el conector de la pistola de limpieza en la interfaz de pistola correspondiente en el panel de la máquina de soldar y apriételo girándolo en el sentido de las agujas del reloj.
• Inserte el enchufe rápido del cable de tierra en la toma rápida con polaridad “+” en el panel de la máquina de soldar y apriételo girándolo en el sentido de las agujas del reloj. Sujete la pieza de trabajo con la abrazadera de tierra en el otro extremo.
Se debe prestar mucha atención al electrodo del cable. Generalmente, los equipos de soldadura DC tienen dos modos de conexión:
• Conexión positiva: conecte el portaelectrodos a “-”, mientras conecta la pieza de trabajo a “+”;
• Conexión negativa: conecte la pieza de trabajo a "-", mientras conecta el portaelectrodos a "+".
FUNCIONAMIENTO
Interruptor principal
• Encienda el interruptor de encendido en el panel trasero y colóquelo en la posición “ON”. En este momento, la pantalla digital se enciende y el ventilador dentro de la máquina comienza a girar.
Seleccione el modo “TIG”/”MMA”/”CLEAN” mediante el botón de selección.
El interruptor de selección puede realizar la conversión de TIG y MMA.
1. Operación de soldadura TIG
• Presione el botón para encender la luz de soldadura por arco de argón (TIG).
• Abra la válvula del cilindro de argón y ajuste el medidor de flujo al caudal requerido.
• Después de presionar el botón del soplete de soldadura, la válvula solenoide comienza a funcionar y comienza a salir gas argón.
• Seleccionar la corriente de soldadura según el espesor de la pieza de trabajo.
• La distancia entre el electrodo de tungsteno del soplete de soldadura y la pieza de trabajo es de 2-4 mm. Presione el botón del soplete de soldadura. Después del encendido del arco, el sonido de descarga de encendido del arco de alta frecuencia en la máquina desaparece inmediatamente y puede funcionar en este momento.
2. Operación de soldadura MMA
• Presione el botón para encender la luz de soldadura MMA (MMA).
• Seleccionar la corriente de soldadura según el espesor de la pieza de trabajo.
3. Operación de la función de limpieza
• Presione el botón para encender la luz de la función de limpieza (Clean).
• Seleccionar la corriente de salida según las necesidades de limpieza.
4. Luz indicadora de OC
Cuando el indicador está encendido, significa que el dispositivo ha entrado en estado de protección debido a sobretemperatura.
Y el exceso de temperatura es causado por sobrecarga, sobrecorriente u otras razones. Cuando la sobrecorriente y la sobrecarga desaparecen, el equipo comienza a funcionar normalmente nuevamente.
5. Amperímetro con pantalla digital
La pantalla digital muestra el valor de la corriente de soldadura.
6. Regulación actual
Para la máquina TIG con pulsos, las luces de soldadura por puntos (Spot) y de pulso (Pulse) se apagan cuando se selecciona el estado “MMA” o “Clean”.
Seleccione la corriente de salida según sus necesidades.
7. Regulación actual
Para la máquina TIG con pulsos, las luces de soldadura por puntos (Spot) y de pulso (Pulse) se apagan cuando se selecciona el estado “MMA” o “Clean”.
Seleccione la corriente de salida según sus necesidades.
(2T/4T) Interruptor de selección (agregue esta función según los requisitos del cliente)
Seleccione el modo de soldadura deseado (2T/4T) en el estado de soldadura por arco de argón. Las instrucciones de operación son las siguientes:
• Ajustar la corriente de soldadura según el proceso de soldadura requerido. En el modo 2T, establezca la distancia entre el electrodo de tungsteno del soplete y la pieza de trabajo en 2-4 mm. Presione el interruptor de la antorcha, el arco se encenderá y podrá comenzar a soldar. Suelte el interruptor manual para cerrar el arco y detener la soldadura.
• En el modo 4T, puede presionar el interruptor de la antorcha para encender el arco. Cuando suelta el interruptor manual, la soldadura continúa. Luego presione el interruptor manual nuevamente y la corriente caerá lentamente hasta el final del arco.
En este momento, suelte el interruptor manual y la máquina de soldar dejará de funcionar.
Ajuste del tiempo previo al aire (Pre Flow)
El preaire es el tiempo desde el suministro de aire hasta la formación del arco. Este tiempo se puede ajustar entre 0 y 1 segundos.
Ajuste de tiempo post-emisión (Post Flow)
Post-aire significa el tiempo desde la parada del arco hasta el corte del suministro de aire. Este tiempo se puede ajustar de 1 a 10 segundos.
Seleccione la función “Pulso”
• Seleccione el “TIG” y encienda la luz.
• Luego seleccione “Pulso” y encienda la luz.
Ajuste de frecuencia de pulso “Frecuencia de pulso” (Ver la curva actual a continuación)
Ajuste de corriente base “Amperios base”
• La corriente base sólo se puede ajustar en el estado de pulso. Seleccione el “Pulso” y seleccione la corriente base correspondiente según el espesor de la pieza de trabajo.
Ajuste del ciclo de trabajo “Tiempo pico”
• Ajustar el tiempo de permanencia de la corriente máxima.
Panel frontal/posterior
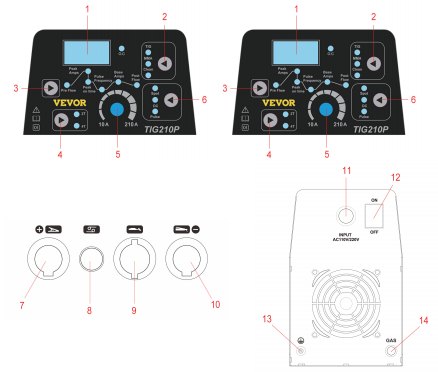
1. Pantalla digital 8. Conecte el interruptor de la antorcha
2. Modo de trabajo TIG, MMA, LIMPIO 9. Instale el soplete de corte
3. Modo de preflujo, corriente de soldadura, postflujo 10. Toma negativa
4. Botón de función 2T/4T 11. Cable de alimentación de entrada
5. Perilla de ajuste 12. interruptor de encendido
6. Modo PUNTUAL, CC, PULSO 13. Tornillo de conexión a tierra
7. Conecte la abrazadera de tierra 14. Conector de la manguera de gas
PRINCIPALES PARÁMETROS
| ITEM | TIG 155A | TIG 210A | TIG 210P |
| Tensión de alimentación (v | AC 110V ± 10% | CA 110V ± 10 | CA110V±10 |
| Frecuencia (Hz | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Capacidad de entrada nominal (KVA) | 3.8 | 7.1 | 7.1 |
| Capacidad del generador (KVA | 2.3 | 4.2 | 4.2 |
| Corriente de entrada nominal (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| Rango de corriente de salida (A | 30- 155 | 30-210 | 30-210 |
| Rango de corriente de salida (A | 10- 155 | 10-210 | 10-210 |
| Tensión nominal sin carga (v | 60 | 60 | 60 |
| Ciclo de trabajo ( % ) | 30% | 30% | 30% |
| Clase de aislamiento | F | F | F |
| clase de protección | IP21 | IP21 | IP21 |
| Peso de la máquina (KG) | 4.9 | 5.4 | 5.4 |
| Dimensión de la máquina (mm) | 370*150*300 | 370*150*300 | 370*150*300 |
| Salida USB | / | 5V | / |
| Adjuntos primarios | 1 . Pistola de soldar QQ3.66 de 150 m (incluidos nosotros) | 1 . Pistola de soldar WP-26 | 1 . Soplete de soldadura WP-26 con boca de vidrio fino (L = 4 m, incluidos nosotros). |
| Rango de diámetro de alambre aplicable | <3.2 | <3.2 | <3.2 |
POSIBLES PROBLEMAS
Los fenómenos enumerados aquí pueden estar relacionados con los accesorios, gases, factores ambientales y condiciones de suministro de energía. Intente mejorar el entorno para evitar estas situaciones.
Uniones de soldadura negras
Estos casos indican que las uniones soldadas no están protegidas eficazmente y están oxidadas. Puede realizar las siguientes comprobaciones.
• Confirme que la válvula del cilindro de argón esté abierta y que la presión sea suficiente. Si la presión en el cilindro es inferior a 0.5 MPa, rellénelo.
• Compruebe si el flujo de argón está conectado y tiene suficiente flujo. Para ahorrar gas, se pueden seleccionar diferentes caudales para diferentes condiciones de corriente de soldadura. Pero un caudal demasiado lento puede dar como resultado una cantidad insuficiente de gas protector que pueda cubrir las uniones de soldadura. No importa cuán pequeña sea la corriente, le recomendamos que no reduzca el caudal de argón a menos de 5 l/min.
• La forma más sencilla de comprobar si hay salida de gas es palpar la boquilla del soplete para comprobar si el recorrido del gas del soplete está bloqueado.
• Un sellado deficiente del gas o una baja pureza del gas también causarán problemas en la calidad de la soldadura.
• Si hay un fuerte flujo de aire en el ambiente, también puede provocar el deterioro de la calidad de la soldadura.
• El ciclo de trabajo es demasiado bajo.
Es difícil iniciar el arco y es fácil romperlo:
• Asegúrese de que los electrodos de tungsteno que utilice sean de buena calidad. Es posible que la capacidad de descarga del electrodo de tungsteno inferior no cumpla con el requisito.
• El electrodo de tungsteno sin afilar no es fácil de formar arco y puede causar inestabilidad del arco.
La corriente no puede permanecer estable durante el uso de la máquina de soldar:
Esta situación puede estar relacionada con los siguientes factores:
• La variación de la tensión de la red.
• Interferencias graves de la red eléctrica u otros equipos eléctricos.
PRECAUCIÓN
Medio Ambiente
• La operación de soldadura debe realizarse en un ambiente relativamente seco y la humedad del aire generalmente no excede el 90%.
• La temperatura ambiente debe estar entre -10°C y 40°C.
• Evite soldar bajo el sol o la lluvia, y no permita que el agua o la lluvia se filtren en la máquina de soldar.
• Evite soldar en ambientes polvorientos o con gases corrosivos.
• Evite la soldadura con protección de gas en condiciones de fuerte flujo de aire.
Puntos de seguridad
La máquina de soldadura TIG ha sido instalada con circuitos de protección contra sobretensión, sobrecorriente y sobrecalentamiento. Cuando el voltaje de la red, la corriente de salida o la temperatura interna exceden el estándar establecido, la máquina de soldar dejará de funcionar automáticamente. Sin embargo, el uso excesivo (como un voltaje excesivo) aún causará daños a la máquina de soldar. Por lo tanto, es necesario tener en cuenta los siguientes puntos.
Asegure una buena ventilación
Esta máquina de soldar es una máquina de soldar industrial. Durante el funcionamiento se generará una gran corriente de trabajo y la ventilación natural no puede cumplir con los requisitos de refrigeración. Por lo tanto, se instalan dos ventiladores en el interior, que pueden enfriar eficazmente la soldadora y hacer que funcione sin problemas.
Los usuarios deben asegurarse de que las áreas de ventilación no estén cubiertas ni bloqueadas. La distancia entre el soldador y los objetos circundantes no debe ser inferior a 0.3 metros. Los usuarios siempre deben prestar atención a mantener una buena ventilación, ya que esto favorece el funcionamiento del soldador.
Prohibir sobrecarga
El usuario debe recordar observar la corriente de carga máxima permitida (en relación con la duración de carga seleccionable) en cualquier momento para mantener la corriente de soldadura sin exceder la corriente de carga máxima permitida.
La sobrecarga de corriente acortará significativamente la vida útil de la máquina de soldar e incluso puede quemarla.
Prohibir sobre voltaje
El voltaje de la fuente de alimentación figura en la tabla "Parámetros principales de rendimiento". En circunstancias normales, el circuito de compensación automática de voltaje de la máquina de soldar mantendrá la corriente de soldadura dentro del rango permitido. Si el voltaje de la fuente de alimentación excede el valor permitido, la máquina de soldar se dañará. El usuario debe ser plenamente consciente de esta situación y tomar las medidas preventivas correspondientes.
• En la parte posterior de cada soldador hay tornillos de conexión a tierra y las marcas de conexión a tierra correspondientes. Los cables con una sección transversal superior a 4 mm cuadrados deben seleccionarse antes de su uso. Conecte a tierra la carcasa del soldador para evitar accidentes causados por electricidad estática o fugas.
• Si la soldadora está funcionando a una tasa de continuidad de carga superior a la estándar, la soldadora puede entrar repentinamente en un estado protegido y dejar de funcionar. Significa que el sobrecalentamiento activa el interruptor de control de temperatura, por lo que la máquina de soldar deja de funcionar. El indicador rojo en el panel frontal se iluminaría. En este caso, no es necesario desconectarlo porque el ventilador de refrigeración puede funcionar para enfriar la soldadora. Cuando la luz indicadora roja se apaga, la temperatura desciende al rango estándar y puede reiniciar la soldadura.
MANTENIMIENTO
• Advertencia de seguridad: Todos los trabajos de mantenimiento y reparación deben realizarse con la energía eléctrica completamente cortada.
Asegúrese de quitar el enchufe de alimentación antes de abrir la máquina.
• Verifique periódicamente la conexión del circuito interno de la máquina de soldar para asegurarse de que el cableado sea correcto y que la unión esté firme (especialmente la unión o componente insertado). Si encuentra óxido o componentes sueltos, pula la capa oxidada o la película de óxido con papel de lija y apriételo nuevamente.
• Cuando la máquina esté energizada, mantenga sus manos, cabello y herramientas alejadas de las partes activas de la máquina, como los ventiladores internos. Evite lesiones o daños causados por la máquina.
• Quite el polvo periódicamente con aire comprimido limpio y seco. Si la máquina de soldar se utiliza en un ambiente con mucho humo o con una contaminación atmosférica grave, se debe quitar el polvo de la máquina de soldar todos los días.
• La presión del aire comprimido debe estar en un nivel razonable para evitar dañar las piezas pequeñas de la soldadora.
• Evite que entre agua o vapor en la máquina de soldar. Si esto sucede, seque el interior de la soldadora.
Posteriormente, utilice un medidor para medir el aislamiento de la máquina de soldar (el aislamiento entre los nodos de conexión y el aislamiento entre los puntos de conexión y la carcasa). Sólo cuando no haya ninguna condición anormal podremos continuar con el trabajo de soldadura.
• Si la soldadora no se utiliza durante un período prolongado, debe volver a colocarse en su caja de embalaje original y almacenarse en un ambiente seco.
SOLUCIÓN DE PROBLEMAS
Nota: Las siguientes operaciones requieren experiencia eléctrica adecuada y conocimientos completos de seguridad.
El operador deberá tener cualificaciones válidas que demuestren su competencia y conocimientos.
| Fenómenos | Solución |
| El indicador de encendido no se enciende, el ventilador no gira y no hay salida de soldadura. | 1. El interruptor de encendido está roto. 2. Confirme si la red eléctrica conectada al cable de entrada tiene electricidad. 3. Confirme si hay algún circuito abierto en el cable de entrada. |
| El indicador del interruptor de encendido está encendido, pero el ventilador no gira o gira varias veces y deja de girar, y no hay salida de soldadura. | 1. El terminal de entrada puede estar conectado incorrectamente a la fuente de alimentación de 380 V, lo que provocará el inicio del circuito de protección contra sobretensión. Reemplace la fuente de alimentación de 220 V y reinicie la máquina. 2. La fuente de alimentación de 220 V es inestable (la línea de entrada es demasiado delgada y demasiado larga) o la línea de entrada está conectada a la red, lo que provoca el inicio del circuito de protección contra sobretensión. Este fenómeno desaparecerá en 2-3 minutos aumentando el diámetro del cable de entrada de la red eléctrica o fortaleciendo el nodo de entrada. Cuando vuelva a la normalidad, reinícielo. 3. Al encender y apagar el interruptor de alimentación continuamente durante un corto período de tiempo, se activa el circuito de protección contra sobretensión. Apague el interruptor de encendido y espere de 2 a 3 minutos antes de reiniciar. 4. El cable entre el interruptor y la placa de alimentación está suelto. Apriétalo. 5. El relé de 24 V del circuito principal en la placa de alimentación no está cerrado ni dañado. Compruebe la fuente de alimentación de 24 V y el relé. Si el relé está dañado, puedes reemplazarlo por otros disyuntores del mismo modelo. |
| El indicador del interruptor de encendido está encendido, pero el ventilador no gira o gira varias veces y deja de girar, y no hay salida de soldadura. | 1. Usar un multímetro para medir el voltaje positivo y negativo del conector VH-07 desde la placa de alimentación a la placa MOS es de aproximadamente DC308V. • Si el cable enchufable del puente de silicio está desconectado y si el contacto es deficiente. • Los condensadores electrolíticos grandes de la placa de alimentación pueden tener fugas. Reemplázalo. 2. La fuente de alimentación auxiliar de la placa MOS tiene una luz indicadora verde. Si la luz está apagada, la fuente de alimentación auxiliar no está funcionando. Encuentra el punto de falla. 3. Verifique el mal contacto de varios cables enchufables en la máquina. 4. Los problemas del circuito de control deben descubrirse a tiempo o comunicarse con los distribuidores. 5. El cable de control de la pistola de soldar está roto. |
| La luz indicadora de anomalías no está encendida. Hay un sonido de "crujido" de descarga de alta frecuencia y no hay salida de soldadura. | 1. El cable de la antorcha está roto. 2. El cable de tierra está roto o no está conectado a la pieza de soldadura. 3. La conexión entre el terminal de salida positivo o el terminal de salida de gas del soplete y la máquina está suelta. |
| La luz indicadora anormal no se enciende. No se oye ningún crujido de la descarga de alta frecuencia y se puede iniciar la soldadura por arco. | 1. El cable primario del transformador de encendido de arco está en mal contacto con la placa de alimentación. Apriétalo. 2. Puede ser que la punta del soplete de soldadura TIG esté oxidada o que la boquilla esté alejada de la pieza de trabajo. Tratamiento: retire la película de óxido del electrodo de la boquilla o cambie la distancia entre la boquilla y la pieza de trabajo a 1 mm. 3. El interruptor de transferencia de soldadura manual de argón está dañado; reemplázalo. 4. Los componentes individuales del circuito de encendido por arco de alta frecuencia están dañados; encontrarlos y reemplazarlos. |
| La luz indicadora anormal está encendida, no hay salida. | 1. Puede haber sobreprotección actual. Apague la máquina y reiníciela hasta que el indicador anormal se apague. 2. Puede haber protección contra el sobrecalentamiento y no es necesario detener la máquina. Espere de 2 a 3 minutos para que la máquina vuelva a la normalidad (la máquina de soldadura por arco de argón puro no tiene función de protección contra el sobrecalentamiento). 3. El circuito inversor puede estar defectuoso, desconecte el enchufe de alimentación del transformador principal en la placa MOS (cerca del conector VH-07 del ventilador) y reinícielo: • Si el indicador anormal aún está encendido, apague la máquina y luego desconecte el enchufe de alimentación de la fuente de alimentación de encendido por arco de alta frecuencia (cerca del enchufe del ventilador VH-03) y reinícielo: a. Si la luz indicadora de anomalías sigue encendida, el FET individual de la placa MOS está dañado. Busque y reemplace FET del mismo tipo. b. Si el indicador anormal está apagado, el transformador elevador en el circuito de arco de alta frecuencia en la placa de alimentación está roto. Reemplázalo. • Si el indicador anormal está apagado: a. Puede ser que el transformador de placa intermedia esté dañado y el puente se pueda usar para medir la inductancia primaria y el valor Q del transformador principal. L = 0.9-1.6 mH Q>35 El valor Q de la inductancia es muy pequeño y debe ser reemplazado. b. El tubo rectificador secundario del transformador puede estar roto. Busque y reemplace el tubo rectificador del mismo tipo. Es posible que el circuito de retroalimentación esté roto. 4. Es posible que el circuito de retroalimentación esté roto. |
| La corriente de salida es inestable o no hay control del potenciómetro durante la soldadura, y la corriente a veces es grande y a veces pequeña. | 1. El potenciómetro 1K debe reemplazarse si está dañado. 2. Es necesario comprobar todo tipo de conexiones deficientes, especialmente los conectores. |
| La soldadura por arco manual produce grandes salpicaduras y es difícil quemar electrodos alcalinos. | 1. Si la polaridad es incorrecta, invierta la polaridad del cable de tierra y del cable del mango. |
| El ventilador no gira, el medidor digital no tiene pantalla y no hay salida de soldadura. | 1. Confirme que el interruptor de aire esté intacto o cerrado. 2. Confirme que la red eléctrica conectada al cable de salida tenga electricidad. 3. El termistor (cuatro) en la placa de alimentación está dañado (esta situación generalmente es causada por la falla del relé DC24V o el mal contacto de los contactos). 4. La placa de alimentación (placa inferior) falla y no hay salida de voltaje DC537V. • El puente de silicio está abierto y el contacto del cable del complemento del puente de silicio es deficiente. • Parte del tablero de potencia está quemado. • Compruebe si el cable de conexión del interruptor de aire a la placa de alimentación y el cable de conexión de la placa de alimentación a la placa MOS (placa inversora) están en buen contacto. • La parte de suministro de energía auxiliar del tablero de control está defectuosa. |
| El ventilador gira y la luz indicadora de anomalías no se enciende. No se oye ningún crujido de la descarga de alta frecuencia y el arco no se puede iniciar incluso si se frota. | 1. Compruebe si los distintos cables de conexión de la máquina están en mal contacto. 2. Si hay un problema con el circuito de control, descubra la causa a tiempo o comuníquese con el distribuidor. 3. El cable de control del soplete de soldadura está roto. |
| La luz indicadora de anomalías está encendida y no hay salida. | 1. El cable de la antorcha está roto. 2. El cable de tierra está roto o no está conectado a la pieza de soldadura. 3. La conexión entre el terminal de salida positivo o el terminal de salida de gas del soplete y la máquina está suelta. |
| La luz indicadora de anomalías no se enciende. Se oye un susurro de descarga de alta frecuencia, pero no hay salida de soldadura. | 1. El cable primario del transformador de encendido por arco está en mal contacto con la placa de encendido por arco. Apriétalo. 2. Puede ser que la punta del soplete de soldadura TIG esté oxidada o que la boquilla esté alejada de la pieza de trabajo. Tratamiento: retire la película de óxido del electrodo de la boquilla o cambie la distancia entre la boquilla y la pieza de trabajo a 1 mm y la soldadura por arco puede 3. El interruptor de transferencia de soldadura manual de argón está dañado. Reemplázalo. 4. Los componentes individuales del circuito de encendido del arco de alta frecuencia están dañados. Encuéntrelos y reemplácelos. |
| La luz indicadora de anomalías está encendida y no hay salida. | 1. Puede ser protección contra sobrecorriente. Apague la máquina y reiníciela después de que el indicador anormal esté apagado. 2. Puede ser protección contra sobrecalentamiento y la máquina puede volver a la normalidad sin apagarse durante 2-3 minutos. 3. El inversor o la placa de encendido de arco puede estar defectuoso: Si es un inversor dual, desenchufe el enchufe del cable de alimentación de una de las placas del inversor (cerca del enchufe del panel-07) y reinícielo. Entonces, si el indicador de anomalía no está encendido, la falla está en este inversor; de lo contrario, la falla está en otro inversor. A continuación, tanto las máquinas de inversor único como las de inversor doble pueden utilizar el mismo método para solucionar problemas. • Si el indicador anormal aún está encendido, apague y desconecte la fuente de alimentación en la placa del arco piloto (cerca del conector VH-03 del ventilador). Reinícielo: a. Si la luz indicadora de anomalías sigue encendida, el FET individual de la placa MOS está dañado. Busque y reemplace el FET del mismo tipo. b. Si el indicador anormal no se enciende, la falla radica en el daño de la placa de encendido del arco, el amplificador o el transformador. Reemplázalo. • Enchufe el cable de alimentación del inversor defectuoso y desconecte el cable de alimentación del transformador principal. Y luego reinicie la máquina. a. Si el indicador anormal está apagado, la falla está en el plano medio. El transformador de plano medio puede estar dañado y el puente se puede utilizar para medir la inductancia primaria y el valor Q de cada transformador principal. b. El tubo rectificador de la placa intermedia puede sufrir daños individuales. Busque y reemplace el tubo rectificador del mismo tipo. 4. Es posible que el circuito de retroalimentación esté roto. |
| La corriente de soldadura no es suficiente y el ajuste actual está fuera de control. | 1. La línea secundaria es demasiado larga o demasiado delgada, acórtela tanto como sea posible o aumente su área de sección transversal. 2. Si hay un dispositivo de control remoto, es posible que esté en el estado de control remoto. 3. También es posible que el potenciómetro regulador de corriente esté dañado. |
Conclusión
En conclusión, el Manual del soldador VEVOR proporciona información completa sobre las precauciones de seguridad y las técnicas de soldadura profesionales necesarias para una soldadura exitosa con soldadores VEVOR. Si sigue el manual, podrá garantizar su seguridad, prevenir accidentes y lograr resultados de soldadura de alta calidad.
Los datos técnicos proporcionados en el manual también pueden ayudarle a comprender las especificaciones de cada modelo de soldadora VEVOR, permitiéndole elegir la adecuada para sus necesidades de soldadura. Recuerde seguir siempre las pautas de seguridad y tomar las precauciones necesarias al utilizar un soldador VEVOR para garantizar una experiencia de soldadura segura y eficiente.



