




Unlock the full potential of your VEVOR Tap and Die Set with our comprehensive 116-piece manual download. Designed for novice users and seasoned professionals, this manual delves into the intricacies of using the VEVOR Tap and Die Set, including both Metric and SAE sizes.
Crafted from high-quality bearing steel, these taps and dies are essential for cutting precise external and internal threads. Our manual provides step-by-step instructions for setup, troubleshooting, and optimization, ensuring you achieve flawless threading every time.
With complete accessories and a robust storage case, this manual is your ultimate guide to mastering your threading tool. Download now to simplify your threading tasks and enhance your tool’s performance.
Alloy Steel Tap And Die Set Manual
Detailed List
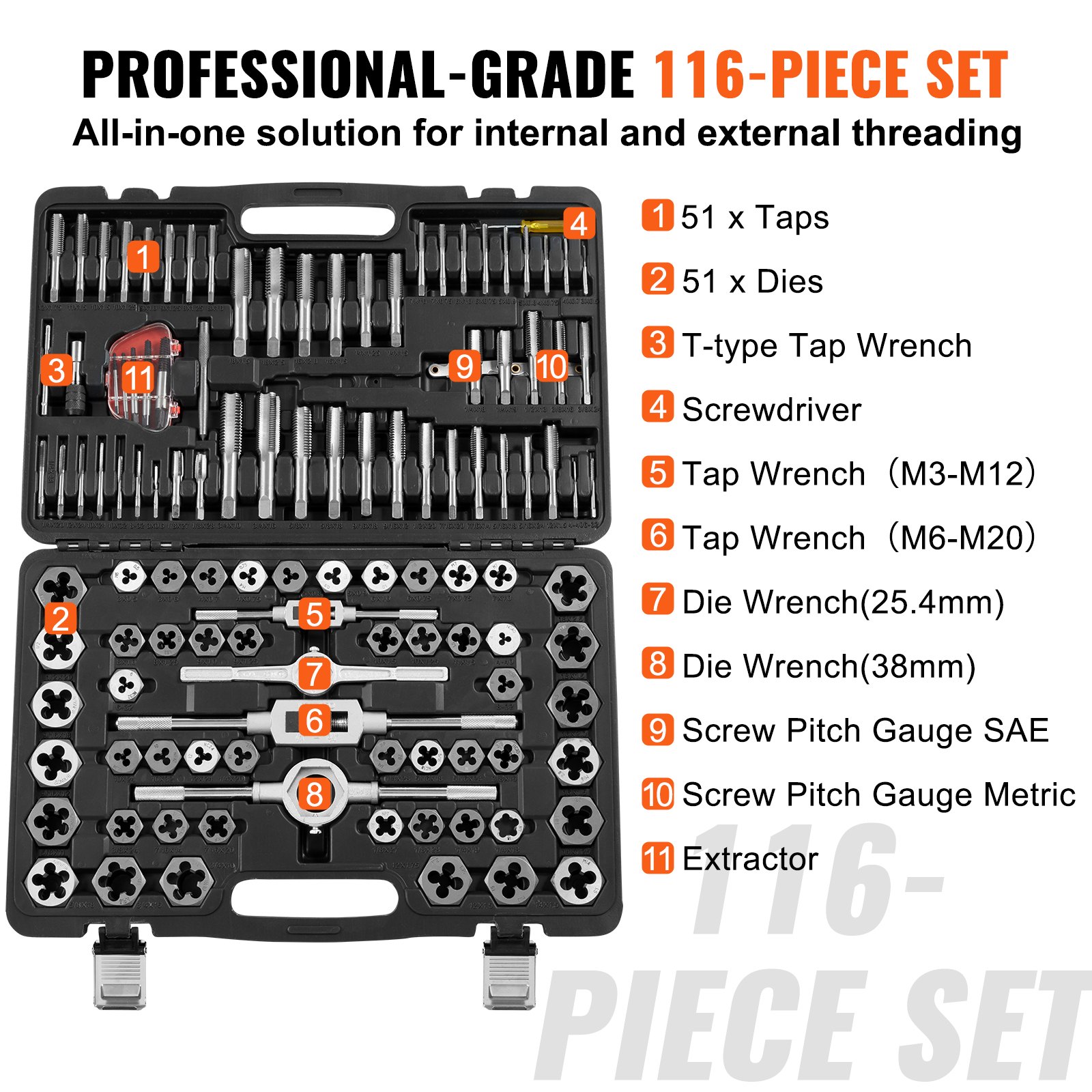
116PC
51 PCS Taper Taps:
- M3x0.5, M3x0.6, M4x0.7, M4x0.75,
- M5x0.8, M5x0.9, M6x0.75, M6x1.0,
- M7x0.75, M7x1.0, M8x1.0, M8x1.25,
- M9x1.0, M9x1.25, M10x1.25, M10x1.5,
- M11x1.5, M12x1.5, M12x1.75,
- M14x1.25, M14x1.5, M16x1.5, M16x2.0,
- M18x1.5, M18x2.5
- 1/2*13, 1/2*20, 9/16*18, 9/16*12, 5/8*11,
- 5/8*18, 3/4*16, 3/4*10,
- 4-40, 6-32, 8-32, 10*24, 10*32, 12*24,
- 1/4*20, 1/4*28, 5/16*18, 5/16*24, 3/8*16,
- 3/8*24, 7/16*14, 7/16*20, 1/8*27, 1/8*28,
- 1/4*19, 1/4*18
51 Plug Taps: size as Taper Taps
- 2 PC TAP WRENCH: M3-M12
- M6-M20
- 2 PC DIE WRENCH: 25mm 38mm
- 1 pc Screwdriver
- 1 pc T-type Tap Wrench
- 2 pc Screw Pitch Gauge
- 1 pc Head
- 5 pc Extractor
Use Instructions – VEVOR 116PC Tap and Die Set
-
Choose the Correct Tap or Die:
-
Identify the required thread size and pitch using the screw pitch gauges provided.
-
Select from 51 taper taps, 51 plug taps, or matching dies (includes metric and SAE sizes).
-
-
Prepare the Material:
-
Secure the workpiece using a vise.
-
For internal threads, drill the correct pilot hole size (refer to a tapping chart).
-
For external threads, clean and slightly chamfer the rod end.
-
-
Mount the Tool:
-
Insert the selected tap into a tap wrench (choose M3–M12 or M6–M20).
-
Place the die into the die wrench (25mm or 38mm, as needed).
-
Use the T-type tap wrench for better control in tight spaces or smaller taps.
-
-
Threading Operation:
-
Apply cutting fluid or lubricating oil to minimize friction and extend tool life.
-
For tapping: turn clockwise with even pressure; after every full turn, reverse a half-turn to clear chips.
-
For dies: align carefully and turn gently to start the thread. Continue with the same forward/reverse method.
-
-
Post-Threading:
-
Back the tool out slowly.
-
Clean threads with a wire brush or cloth.
-
Wipe down and oil the tap/die before returning it to the case.
-
-
Use Additional Tools:
-
Screwdriver: This is used to adjust die tension or perform tool maintenance.
-
Screw Extractors: Remove broken bolts or damaged threads by drilling a pilot hole and turning counterclockwise.
-
Precautions
-
Lubricate before use to reduce wear and avoid overheating.
-
Do not force the tool—this can cause breakage, especially in hard or stainless steel.
-
Always align properly to prevent cross-threading.
-
Avoid using hardened materials beyond the alloy steel taps and dies rating.
-
Clear chips frequently to ensure smooth operation.
-
Clean and oil tools after use to prevent rust and prolong life.
-
Secure workpieces firmly—slippage can damage both the tool and the material.
-
Store the tap and die set in the original case to keep the 116 pieces organized and protected.




Reviews
There are no reviews yet.