
Wenn Sie den Umgang mit einem VEVOR-Schweißgerät erlernen möchten oder einfach Ihr Wissen über die damit verbundenen Sicherheitsvorkehrungen und professionellen Techniken auffrischen möchten, ist das VEVOR-Schweißgerät-Handbuch eine unschätzbare Ressource.
In diesem Benutzerhandbuch befassen wir uns mit den Sicherheitsvorkehrungen und professionellen Schweißtechniken, die für Ihren Erfolg beim Schweißen erforderlich sind. Darüber hinaus stellen wir Ihnen eine PDF-Version des Handbuchs zur Verfügung, damit Sie die benötigten Informationen leicht abrufen und nachschlagen können. Also lasst uns anfangen!

Dies ist die Originalanleitung. Bitte lesen Sie alle manuellen Anweisungen sorgfältig durch, bevor Sie das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Interpretation unserer Bedienungsanleitung vor. Das Aussehen des Produkts hängt von dem Produkt ab, das Sie erhalten haben. Bitte verzeihen Sie, dass wir Sie nicht erneut informieren, wenn es zu unserem Produkt technische oder Software-Updates gibt.
Inhaltsverzeichnis
KONFORMITÄTSERKLÄRUNG
Das Unternehmen verspricht feierlich:
Für die von unserem Unternehmen verkauften Produkte gilt eine Garantie von einem Jahr ab Kaufdatum.
Bitte lesen und verstehen Sie dieses Handbuch sorgfältig, bevor Sie diese Maschine installieren und in Betrieb nehmen.
- Der Inhalt dieses Handbuchs kann ohne vorherige Ankündigung geändert werden.
- Obwohl dieses Handbuch sorgfältig geprüft wurde, kann es zu Ungenauigkeiten kommen.
Wenn ja, wenden Sie sich bitte an uns.
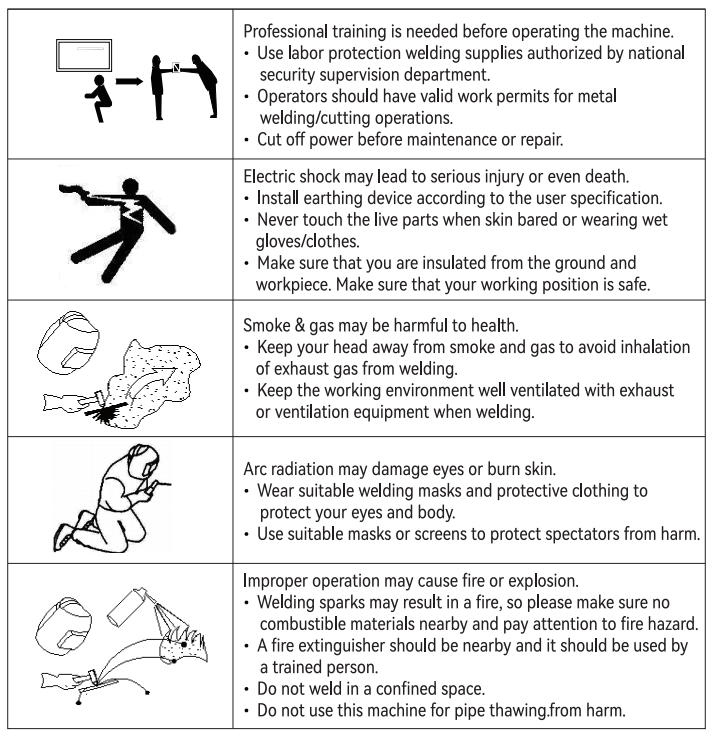
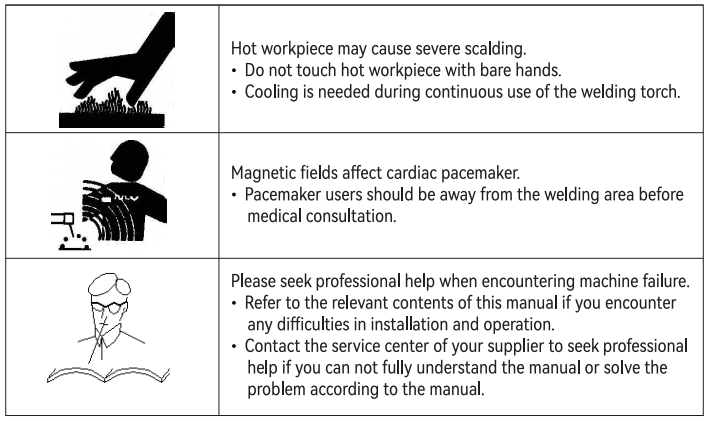
SICHERHEIT
Schweißen ist gefährlich und kann Ihnen und anderen Schaden zufügen. Achten Sie daher beim Schweißen auf einen guten Schutz.
Einzelheiten entnehmen Sie bitte den Sicherheitsrichtlinien des Herstellers zur Unfallverhütung.
KURZE EINFÜHRUNG IN DAS PRINZIP
Die Argon-Lichtbogenschweiß-Serie ist ein Inverter-Schweißgerät, das mit fortschrittlicher Inverter-Technologie hergestellt wird. Es handelt sich um eine ausgereiftere und stabilere Produktserie.
Es nutzt die Pulsweitenmodulationstechnologie (PWM) und das Hochleistungsschaltgerät IGBT, um die Netzfrequenz von 50 Hz/60 Hz in Gleichstrom umzuwandeln und sie dann in Hochfrequenz (die Frequenz kann über 100 kHz erreichen) und dann in eine Abwärtsgleichrichtung umzuwandeln. Durch den Ausgang der Pulsweitenmodulationstechnologie (PWM) kann es als Hochleistungs-Gleichstromversorgung zum Schweißen verwendet werden. Durch die Wechselrichtertechnologie mit Schaltnetzteil werden Gewicht und Volumen des Schweißgeräts erheblich reduziert und der Umwandlungswirkungsgrad des gesamten Geräts um mehr als 30 % erhöht.
Beim manuellen Lichtbogenschweißen verfügt das Schweißgerät über Konstantstromeigenschaften und eine Lichtbogenschubregelung.
Das heißt, es weist bei normaler Lichtbogenspannung eine konstante Stromcharakteristik auf. Daher ändert sich der Schweißstrom nicht mit der Lichtbogenlänge, um ein stabiles Schweißen zu gewährleisten.
Wenn die Lichtbogenlänge zu kurz und die Lichtbogenspannung zu niedrig ist, kann der Strom mit abnehmender Lichtbogenspannung ansteigen. Um die automatische Wiederherstellung der Lichtbogenlänge (den sogenannten Lichtbogenschub) zu fördern, ist der Schub unabhängig voneinander einstellbar. Wenn die Lichtbogenspannung zu niedrig ist, um den Lichtbogen aufrechtzuerhalten, ändert sich die äußere Kennlinie in eine steile Abfallkennlinie, um einen durch einen Kurzschluss verursachten übermäßigen Strom zu vermeiden.
Das äußere Merkmal des Argon-Lichtbogenschweißens ist ein konstanter Strom, sodass sich der Schweißstrom nicht mit der Lichtbogenlänge ändert und der Strom sehr stabil ist.
INSTALLATION
Bei Verwendung eines längeren Ausgangskabels wird zur Reduzierung des Spannungsabfalls empfohlen, ein Kabel mit größerem Querschnitt zu verwenden. Wenn das Schweißbrennerkabel zu lang ist, verringert sein Innenwiderstand die Ausgangsspannung des Geräts, was sich stärker auf die Leistung des Schweißgeräts auswirken kann.
Die Leistung des Hochfrequenzlichtbogens ist geschwächt oder das System kann nicht normal arbeiten. Wir empfehlen Ihnen daher, die empfohlene Kabellänge zu verwenden.
VERKABELUNG ANSCHLIESSEN
1. Anschluss des Eingangskabels
• Jedes WIG-Schweißgerät ist mit einem Netzanschlusskabel ausgestattet. Es dient zum Anschluss an ein Netzteil mit der erforderlichen Eingangsspannung.
• Das Stromversorgungskabel sollte gut mit dem Netzschalter oder dem Kabelstecker verbunden sein, um mögliche Oxidation zu vermeiden.
• Prüfen Sie mit einem Multimeter, ob sich die Spannung innerhalb des vorgegebenen Bereichs ändert.
2. Anschluss des Ausgangskabels (reines) Argon-Lichtbogenschweißen (WIG)
• Anschluss des Argon-Lichtbogenschweißbrenners. Installieren Sie den gaselektrischen integrierten Anschluss des Schweißbrenners an der entsprechenden Schnittstelle an der Schweißmaschinenplatte und ziehen Sie ihn durch Drehen im Uhrzeigersinn fest.
• Montieren Sie den Luftfahrtstecker an der entsprechenden Schnittstelle an der Schweißmaschinenplatte und ziehen Sie ihn durch Drehen im Uhrzeigersinn fest.
• Stecken Sie den Schnellstecker des Zykluskabels in die Schnellsteckdose mit der Polarität „+“ am Bedienfeld des Schweißgeräts und ziehen Sie ihn durch Drehen im Uhrzeigersinn fest. Klemmen Sie dann das Werkstück mit dem Erdungskabel fest.
3. An das Gas anschließen
Verbinden Sie die Argongasleitung fest mit der Kupferdüse auf der Rückseite der Maschine. Der Luftzufuhrweg sollte eine Gasflasche, einen Argon-Dekompressionsdurchflussmesser und eine Luftröhre umfassen. Der Verbindungsteil der Luftröhre sollte mit Schlauchklemmen oder anderen Gegenständen befestigt werden, um ein Auslaufen und Eindringen von Luft zu verhindern. Diese Vorgänge beeinträchtigen die Schutzwirkung der Lötstellen.
Verwenden Sie zur Erdung des Gehäuses ein Kabel mit einer leitenden Querschnittsfläche von mindestens 4 mm. Die Methode besteht darin, einen Draht über die Erdungsschraube auf der Rückseite des Schweißgeräts mit der Erde zu verbinden, um statische Elektrizität oder Leckagen zu verhindern.
4. MMA- und WIG-Funktion
Beim Argonschweißen (WIG) wie oben beschrieben anschließen. Beachten Sie beim E-Hand-Schweißen Folgendes.
• Jedes Schweißgerät ist mit einem Paar Schnellstecker ausgestattet. Schließen Sie das Kabel des Elektrodenhalters an den Schnellstecker „–“ und das Erdungsklemmenkabel an den Schnellstecker „+“ an. Achten Sie darauf, sie mit einem Innensechskantschlüssel festzuziehen. Stellen Sie sicher, dass das Sekundärkabel (Halterkabel und Erdungskabel) guten Kontakt mit dem Schnellstecker hat.
Einige Schweißer haben dies vernachlässigt und den Schnellstecker verbrannt.
• Nachdem Sie den Schnellstecker in die Schnellsteckdose gesteckt haben, ziehen Sie ihn fest, um einen guten Kontakt sicherzustellen. Andernfalls brennen bei längerem Arbeiten Stecker und Steckdose bei hohem Arbeitsstrom durch.
5. Funktion
• Schließen Sie die Reinigungspistole richtig an. Montieren Sie den Stecker der Reinigungspistole an der entsprechenden Pistolenschnittstelle an der Schweißmaschinenplatte und ziehen Sie ihn durch Drehen im Uhrzeigersinn fest.
• Stecken Sie den Schnellstecker des Erdungskabels in die Schnellsteckdose mit der Polarität „+“ am Bedienfeld des Schweißgeräts und ziehen Sie ihn durch Drehen im Uhrzeigersinn fest. Spannen Sie das Werkstück am anderen Ende mit der Masseklemme fest.
Besondere Aufmerksamkeit sollte der Elektrode des Drahtes gewidmet werden. Im Allgemeinen verfügen DC-Schweißgeräte über zwei Anschlussmodi:
• Plus-Anschluss: Elektrodenhalter an „-“ anschließen, Werkstück an „+“ anschließen;
• Negativer Anschluss: Werkstück an „-“ anschließen, Elektrodenhalter an „+“ anschließen.
OPERATION
Hauptschalter
• Schalten Sie den Netzschalter auf der Rückseite ein und stellen Sie den Netzschalter auf „ON“. Zu diesem Zeitpunkt leuchtet die Digitalanzeige auf und der Lüfter im Inneren der Maschine beginnt sich zu drehen.
Wählen Sie den Modus „TIG“/„MMA“/„CLEAN“ über die Auswahltaste.
Der Wahlschalter kann die Umwandlung von WIG und MMA realisieren.
1. WIG-Schweißvorgang
• Drücken Sie die Taste, um das Licht für das Argon-Lichtbogenschweißen (WIG) einzuschalten.
• Öffnen Sie das Ventil der Argonflasche und stellen Sie den Durchflussmesser auf die erforderliche Durchflussmenge ein.
• Nach dem Drücken der Taste am Schweißbrenner beginnt das Magnetventil zu arbeiten und Argongas auszutreten.
• Wählen Sie den Schweißstrom entsprechend der Werkstückdicke.
• Der Abstand zwischen der Wolframelektrode des Schweißbrenners und dem Werkstück beträgt 2-4 mm. Drücken Sie den Knopf des Schweißbrenners. Nach der Lichtbogenzündung verschwindet das hochfrequente, den Lichtbogen zündende Entladungsgeräusch in der Maschine sofort und die Maschine kann zu diesem Zeitpunkt arbeiten.
2. MMA-Schweißvorgang
• Drücken Sie die Taste, um das MMA-Schweißlicht (MMA) einzuschalten.
• Wählen Sie den Schweißstrom entsprechend der Werkstückdicke.
3. Bedienung der Reinigungsfunktion
• Drücken Sie die Taste, um die Reinigungsfunktionsleuchte (Clean) einzuschalten.
• Wählen Sie den Ausgangsstrom entsprechend den Reinigungsanforderungen.
4. OC-Anzeigeleuchte
Wenn die Anzeige leuchtet, bedeutet dies, dass das Gerät aufgrund von Übertemperatur in den Schutzzustand übergegangen ist.
Und Übertemperatur wird durch Überlastung, Überstrom oder andere Gründe verursacht. Wenn der Überstrom und die Überlast verschwinden, beginnt das Gerät wieder normal zu laufen.
5. Amperemeter mit digitaler Anzeige
Die Digitalanzeige zeigt den Schweißstromwert an.
6. Aktuelle Regelung
Bei WIG-Geräten mit Impulsen erlöschen die Lichter für Punktschweißen (Spot) und Impuls (Pulse), wenn der Status „MMA“ oder „Clean“ ausgewählt wird.
Wählen Sie den Ausgangsstrom entsprechend Ihren Bedürfnissen.
7. Aktuelle Regelung
Bei WIG-Geräten mit Impulsen erlöschen die Lichter für Punktschweißen (Spot) und Impuls (Pulse), wenn der Status „MMA“ oder „Clean“ ausgewählt wird.
Wählen Sie den Ausgangsstrom entsprechend Ihren Bedürfnissen.
(2T/4T) Auswahlschalter (diese Funktion je nach Kundenwunsch hinzufügen)
Wählen Sie den gewünschten Schweißmodus (2T/4T) im Argon-Lichtbogenschweißzustand. Die Bedienungsanleitung lautet wie folgt:
• Passen Sie den Schweißstrom entsprechend dem erforderlichen Schweißprozess an. Stellen Sie im 2T-Modus den Abstand zwischen der Wolframelektrode des Schweißbrenners und dem Werkstück auf 2-4 mm ein. Drücken Sie den Brennerschalter, der Lichtbogen wird gezündet und Sie können mit dem Schweißen beginnen. Lassen Sie den Handschalter los, um den Lichtbogen zu schließen und den Schweißvorgang zu stoppen.
• Im 4T-Modus können Sie den Brennerschalter drücken, um den Lichtbogen zu zünden. Wenn Sie den Handschalter loslassen, wird der Schweißvorgang fortgesetzt. Drücken Sie dann den Handschalter erneut und der Strom sinkt langsam bis zum Ende des Lichtbogens.
Lassen Sie zu diesem Zeitpunkt den Handschalter los und das Schweißgerät hört auf zu arbeiten.
Einstellung der Vorluftzeit (Pre Flow)
Vorluft ist die Zeit von der Luftzufuhr bis zur Lichtbogenbildung. Diese Zeit kann zwischen 0 und 1 Sekunde eingestellt werden.
Anpassung der Nachlaufzeit (Post Flow)
Nachluft bedeutet die Zeit vom Lichtbogenstopp bis zur Unterbrechung der Luftzufuhr. Diese Zeit kann von 1 bis 10 Sekunden eingestellt werden.
Wählen Sie die Funktion „Impuls“.
• Wählen Sie „WIG“ und schalten Sie das Licht ein.
• Wählen Sie dann „Impuls“ und schalten Sie das Licht ein.
Pulsfrequenzeinstellung „Pulsfrequenz“ (siehe aktuelle Kurve unten)
Basisstromeinstellung „Base Amps“
• Der Grundstrom kann nur im Impulszustand eingestellt werden. Wählen Sie „Impuls“ und wählen Sie den entsprechenden Grundstrom entsprechend der Dicke des Werkstücks.
Arbeitszyklusanpassung „Peak on time“
• Passen Sie die Spitzenstromverweilzeit an.
Vorder-/Rückseite
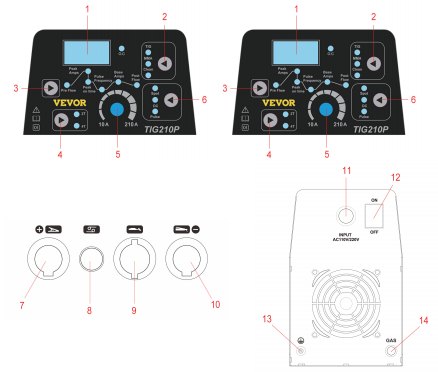
1. Digitalanzeige 8. Taschenlampenschalter anschließen
2. Arbeitsmodus WIG, MMA, CLEAN 9. Schneidbrenner installieren
3. Pre Flow, Schweißstrom, Post Flow-Modus 10. Minusbuchse
4. 2T/4T-Funktionstaste 11. Eingangsstromkabel
5. Einstellknopf 12. Netzschalter
6. SPOT-, DC-, PULSE-Modus 13. Erdungsschraube
7. Schließen Sie die Erdungsklemme an. 14. Gasschlauchanschluss
Hauptparameter
| ITEM | WIG 155 A | WIG 210 A | WIG 210 P |
| Stromspannung (v | AC 110V ± 10% | Wechselstrom 110 V ± 10 | AC110V±10 |
| Frequenz (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Nenneingangskapazität (KVA) | 3.8 | 7.1 | 7.1 |
| Generatorkapazität (KVA | 2.3 | 4.2 | 4.2 |
| Nenneingangsstrom (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| Ausgangsstrombereich (A | 30 - 155 | 30 bis 210 | 30 bis 210 |
| Ausgangsstrombereich (A | 10 - 155 | 10 bis 210 | 10 bis 210 |
| Nenn-Leerlaufspannung (v | 60 | 60 | 60 |
| Auslastungsgrad ( % ) | 30% | 30% | 30% |
| Isolationsklasse | F | F | F |
| Schutzklasse | IP21 | IP21 | IP21 |
| Maschinengewicht (KG) | 4.9 | 5.4 | 5.4 |
| Maschinenabmessung (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| USB-Ausgang | / | 5V | / |
| Primäre Anhänge | 1 . 3.66 m QQ150-Schweißpistole (inkl | 1 . Schweißpistole WP-26 | 1 . WP-26 Schweißbrenner mit Feinglasmundstück (L= 4m inkl |
| Anwendbarer Drahtdurchmesserbereich | <3.2 | <3.2 | <3.2 |
MÖGLICHE PROBLEME
Die hier aufgeführten Phänomene können mit Zubehör, Gasen, Umgebungsfaktoren und Stromversorgungsbedingungen zusammenhängen. Bitte versuchen Sie, die Umgebung zu verbessern, um diese Situationen zu vermeiden.
Schwarze Lötstellen
Solche Fälle weisen darauf hin, dass die Lötstellen nicht wirksam geschützt sind und oxidiert sind. Sie können die folgenden Prüfungen durchführen.
• Stellen Sie sicher, dass das Ventil der Argonflasche geöffnet ist und der Druck ausreichend ist. Wenn der Druck in der Flasche unter 0.5 MPa liegt, füllen Sie die Flasche wieder auf.
• Prüfen Sie, ob der Argonfluss angeschlossen ist und ausreichend fließt. Um Gas zu sparen, können für unterschiedliche Schweißstrombedingungen unterschiedliche Durchflussraten gewählt werden. Eine zu langsame Strömungsgeschwindigkeit kann jedoch dazu führen, dass das Schutzgas nicht ausreicht, um die Lötstellen abzudecken. Unabhängig davon, wie gering der Strom ist, empfehlen wir, die Argon-Durchflussrate nicht unter 5 l/min einzustellen.
• Der einfachste Weg, um zu prüfen, ob Gas austritt, besteht darin, die Düse des Schweißbrenners abzutasten, um zu prüfen, ob der Gasweg des Schweißbrenners blockiert ist.
• Eine schlechte Gasabdichtung oder eine geringe Gasreinheit führen ebenfalls zu Problemen mit der Schweißqualität.
• Starke Luftströmungen in der Umgebung können ebenfalls zu einer Verschlechterung der Schweißqualität führen.
• Die Einschaltdauer ist zu niedrig.
Es ist schwierig, den Lichtbogen zu starten, und es ist leicht, den Lichtbogen zu unterbrechen:
• Stellen Sie sicher, dass die von Ihnen verwendeten Wolframelektroden von guter Qualität sind. Die Entladungskapazität einer minderwertigen Wolframelektrode entspricht möglicherweise nicht den Anforderungen.
• Eine ungeschärfte Wolframelektrode ist nicht leicht zu entzünden und kann zu Lichtbogeninstabilität führen.
Der Strom kann während der Verwendung des Schweißgeräts nicht stabil bleiben:
Diese Situation kann mit den folgenden Faktoren zusammenhängen:
• Die Schwankung der Netzspannung.
• Schwerwiegende Störungen durch das Stromnetz oder andere elektrische Geräte.
VORSICHT
Arbeitsumfeld
• Der Schweißvorgang sollte in einer relativ trockenen Umgebung durchgeführt werden und die Luftfeuchtigkeit sollte im Allgemeinen 90 % nicht überschreiten.
• Die Umgebungstemperatur sollte zwischen -10°C und 40°C liegen.
• Vermeiden Sie das Schweißen in der Sonne oder im Regen und lassen Sie kein Wasser oder Regen in das Schweißgerät eindringen.
• Vermeiden Sie das Schweißen in staubiger oder korrosiver Gasumgebung.
• Vermeiden Sie Schutzgasschweißen bei starkem Luftstrom.
Sicherheitspunkte
Das WIG-Schweißgerät ist mit Überspannungs-, Überstrom- und Überhitzungsschutzschaltungen ausgestattet. Wenn die Netzspannung, der Ausgangsstrom oder die Innentemperatur den eingestellten Standard überschreiten, stoppt das Schweißgerät automatisch den Betrieb. Eine übermäßige Beanspruchung (z. B. zu hohe Spannung) führt jedoch dennoch zu Schäden am Schweißgerät. Daher sind folgende Punkte zu beachten.
Für gute Belüftung sorgen
Bei diesem Schweißgerät handelt es sich um ein Industrieschweißgerät. Während des Betriebs wird ein großer Arbeitsstrom erzeugt und die natürliche Belüftung kann den Kühlbedarf nicht decken. Daher sind im Inneren zwei Lüfter installiert, die das Schweißgerät effektiv kühlen und für einen reibungslosen Betrieb sorgen können.
Benutzer sollten sicherstellen, dass Lüftungsbereiche nicht abgedeckt oder blockiert werden. Der Abstand zwischen dem Schweißgerät und den umliegenden Gegenständen sollte nicht weniger als 0.3 Meter betragen. Anwender sollten stets auf eine gute Belüftung achten, da diese den Betrieb des Schweißgerätes begünstigt.
Überlastung verbieten
Der Benutzer sollte daran denken, jederzeit den maximal zulässigen Laststrom (relativ zur wählbaren Lastdauer) einzuhalten, um sicherzustellen, dass der Schweißstrom den maximal zulässigen Laststrom nicht überschreitet.
Eine Stromüberlastung verkürzt die Lebensdauer des Schweißgeräts erheblich und kann sogar zum Durchbrennen des Schweißgeräts führen.
Überspannung verbieten
Die Versorgungsspannung ist in der Tabelle „Hauptleistungsparameter“ aufgeführt. Unter normalen Umständen hält die automatische Spannungskompensationsschaltung im Schweißgerät den Schweißstrom innerhalb des zulässigen Bereichs. Wenn die Versorgungsspannung den zulässigen Wert überschreitet, wird das Schweißgerät beschädigt. Der Benutzer sollte sich dieser Situation voll bewusst sein und entsprechende vorbeugende Maßnahmen ergreifen.
• Auf der Rückseite jedes Schweißgeräts befinden sich Erdungsschrauben und entsprechende Erdungsmarkierungen. Kabel mit einem Querschnitt größer als 4 mm im Quadrat sollten vor der Verwendung ausgewählt werden. Erden Sie das Schweißgehäuse, um Unfälle durch statische Elektrizität oder Leckagen zu vermeiden.
• Wenn das Schweißgerät mit mehr als der standardmäßigen Lastkontinuitätsrate betrieben wird, kann es sein, dass das Schweißgerät plötzlich in einen Schutzzustand übergeht und den Betrieb einstellt. Dies bedeutet, dass die Überhitzung den Temperaturschalter auslöst und das Schweißgerät nicht mehr funktioniert. Die rote Anzeige auf der Vorderseite würde aufleuchten. In diesem Fall ist es nicht erforderlich, den Netzstecker zu ziehen, da der Kühlventilator das Schweißgerät kühlen kann. Wenn die rote Kontrollleuchte erlischt, sinkt die Temperatur auf den Standardbereich und Sie können mit dem Schweißen fortfahren.
WARTUNG
• Sicherheitshinweis: Alle Wartungs- und Reparaturarbeiten müssen bei vollständig ausgeschalteter Stromversorgung durchgeführt werden.
Bitte stellen Sie sicher, dass der Netzstecker gezogen ist, bevor Sie das Gerät öffnen.
• Überprüfen Sie regelmäßig den internen Stromkreisanschluss des Schweißgeräts, um sicherzustellen, dass die Verkabelung korrekt ist und die Verbindung fest ist (insbesondere die eingesetzte Verbindung oder Komponente). Wenn Sie Rost oder lose Teile feststellen, polieren Sie die Rostschicht bzw. den Oxidfilm mit Schleifpapier ab und ziehen Sie sie erneut fest.
• Wenn die Maschine unter Strom steht, halten Sie Ihre Hände, Haare und Werkzeuge von den stromführenden Teilen der Maschine, wie z. B. internen Lüftern, fern. Vermeiden Sie Verletzungen oder Schäden durch die Maschine.
• Staub regelmäßig mit trockener, reiner Druckluft wegblasen. Wenn das Schweißgerät in einer Umgebung mit starkem Rauch oder starker Luftverschmutzung verwendet wird, sollte das Schweißgerät täglich abgestaubt werden.
• Der Druckluftdruck sollte auf einem angemessenen Niveau liegen, um eine Beschädigung der Kleinteile im Schweißgerät zu vermeiden.
• Vermeiden Sie das Eindringen von Wasser oder Dampf in das Schweißgerät. Trocknen Sie in diesem Fall das Innere des Schweißgeräts.
Anschließend messen Sie mit einem Messgerät die Isolation des Schweißgeräts (die Isolation zwischen den Anschlusspunkten und die Isolation zwischen den Anschlusspunkten und dem Gehäuse). Erst wenn kein anormaler Zustand vorliegt, können wir die Schweißarbeiten fortsetzen.
• Wenn das Schweißgerät längere Zeit nicht verwendet wird, sollte es wieder in die Originalverpackung zurückgelegt und in einer trockenen Umgebung gelagert werden.
FEHLERBEHEBUNG
Hinweis: Die folgenden Vorgänge erfordern ausreichende elektrische Fachkenntnisse und umfassende Sicherheitskenntnisse.
Der Bediener muss über gültige Qualifikationen verfügen, die seine Kompetenz und sein Wissen belegen.
| Phenomena | Lösung |
| Die Betriebsanzeige leuchtet nicht, der Lüfter dreht sich nicht und es erfolgt keine Schweißleistung. | 1. Der Netzschalter ist defekt. 2. Überprüfen Sie, ob das mit dem Eingangskabel verbundene Stromnetz über Strom verfügt. 3. Überprüfen Sie, ob im Eingangskabel ein offener Stromkreis vorliegt. |
| Die Netzschalteranzeige leuchtet, aber der Lüfter dreht sich nicht oder dreht sich mehrmals und hört dann auf zu rotieren, und es gibt keine Schweißleistung. | 1. Der Eingangsanschluss ist möglicherweise falsch an die 380-V-Stromversorgung angeschlossen, was zum Auslösen der Überspannungsschutzschaltung führt. Ersetzen Sie die 220-V-Stromversorgung und starten Sie die Maschine neu. 2. Die 220-V-Stromversorgung ist instabil (die Eingangsleitung ist zu dünn und zu lang) oder die Eingangsleitung ist mit dem Netz verbunden, was zum Starten der Überspannungsschutzschaltung führt. Dieses Phänomen verschwindet in 2-3 Minuten, wenn der Drahtdurchmesser des Stromnetzeingangs vergrößert oder der Eingangsknoten verstärkt wird. Wenn es wieder normal ist, starten Sie es neu. 3. Durch kontinuierliches Ein- und Ausschalten des Netzschalters für kurze Zeit wird die Überspannungsschutzschaltung aktiviert. Schalten Sie den Netzschalter aus und warten Sie 2-3 Minuten, bevor Sie neu starten. 4. Das Kabel zwischen dem Schalter und der Leistungsplatine ist locker. Ziehen Sie es fest. 5. Das 24-V-Relais des Hauptstromkreises auf der Stromversorgungsplatine ist nicht geschlossen oder beschädigt. Überprüfen Sie die 24-V-Stromversorgung und das Relais. Wenn das Relais beschädigt ist, können Sie es durch andere Leistungsschalter desselben Modells ersetzen. |
| Die Netzschalteranzeige leuchtet, aber der Lüfter dreht sich nicht oder dreht sich mehrmals und hört dann auf zu rotieren, und es gibt keine Schweißleistung. | 1. Messen Sie mit einem Multimeter die positive und negative Spannung des VH-07-Plug-Ins von der Netzteilplatine zur MOS-Platine, die etwa 308 V Gleichstrom beträgt. • Ob der Steckdraht der Siliziumbrücke getrennt ist und ob der Kontakt schlecht ist. • Die großen Elektrolytkondensatoren auf der Netzteilplatine können auslaufen. Ersetze es. 2. Die Hilfsstromversorgung auf der MOS-Platine verfügt über eine grüne Kontrollleuchte. Wenn das Licht aus ist, funktioniert die Hilfsstromversorgung nicht. Finden Sie den Fehlerpunkt. 3. Überprüfen Sie den schlechten Kontakt verschiedener Steckdrähte in der Maschine. 4. Probleme im Steuerkreis sollten rechtzeitig erkannt werden oder sich an den Händler wenden. 5. Das Steuerkabel an der Schweißpistole ist gebrochen. |
| Die Anormalitätsanzeigeleuchte leuchtet nicht. Es ist ein hochfrequentes „Rascheln“ der Entladung zu hören und es erfolgt keine Schweißleistung. | 1. Das Brennerkabel ist gebrochen. 2. Das Erdungskabel ist gebrochen oder nicht mit dem Schweißstück verbunden. 3. Die Verbindung zwischen dem positiven Ausgangsanschluss oder dem Gasausgangsanschluss des Schweißbrenners und der Maschine ist locker. |
| Die Anormale Anzeigeleuchte leuchtet nicht auf. Es ist kein Rascheln der Hochfrequenzentladung zu hören und das Lichtbogenschweißen kann gestartet werden. | 1. Das Primärkabel des Lichtbogenzündtransformators hat schlechten Kontakt mit der Leistungsplatine. Ziehen Sie es fest. 2. Es kann sein, dass die Spitze des WIG-Schweißbrenners oxidiert ist oder die Düse zu weit vom Werkstück entfernt ist. Behandlung: Entfernen Sie den Oxidfilm der Düsenelektrode oder ändern Sie den Abstand zwischen Düse und Werkstück auf 1 mm. 3. Der manuelle Transferschalter für das Argonschweißen ist beschädigt. ersetze es. 4. Einzelne Komponenten des Hochfrequenz-Lichtbogen-Zündkreises sind beschädigt; Finden und ersetzen Sie sie. |
| Die Anormale Anzeigeleuchte leuchtet, es erfolgt keine Ausgabe. | 1. Möglicherweise handelt es sich um einen Überstromschutz. Bitte schalten Sie die Maschine aus und starten Sie sie neu, bis die Störungsanzeige erlischt. 2. Möglicherweise besteht ein Schutz vor Überhitzung und es ist nicht erforderlich, die Maschine anzuhalten. Warten Sie 2–3 Minuten, bis die Maschine wieder in den Normalzustand zurückkehrt (die Maschine zum reinen Argon-Lichtbogenschweißen verfügt über keine Überhitzungsschutzfunktion). 3. Möglicherweise ist der Wechselrichterkreis fehlerhaft. Ziehen Sie bitte den Netzstecker des Haupttransformators auf der MOS-Platine (in der Nähe des Lüfter-VH-07-Steckers) ab und starten Sie ihn neu: • Wenn die Störungsanzeige immer noch leuchtet, schalten Sie die Maschine aus, ziehen Sie dann den Netzstecker des Hochfrequenz-Lichtbogenzündungsnetzteils (in der Nähe des Lüfter-VH-03-Steckers) ab und starten Sie das Gerät neu: A. Wenn die Anormale Anzeigelampe immer noch leuchtet, ist der einzelne FET auf der MOS-Platine beschädigt. Suchen und ersetzen Sie einen FET des gleichen Typs. B. Wenn die Störungsanzeige aus ist, ist der Aufwärtstransformator im Hochfrequenzlichtbogenkreis auf der Stromversorgungsplatine defekt. Ersetze es. • Wenn die Anormalitätsanzeige aus ist: A. Es kann sein, dass der Mittelplattentransformator beschädigt ist und die Brücke zur Messung der Primärinduktivität und des Q-Werts des Haupttransformators verwendet werden kann. L=0.9-1.6 mH Q>35 Der Induktivitäts-Q-Wert ist sehr klein und sollte es auch sein ersetzt. B. Die sekundäre Gleichrichterröhre des Transformators ist möglicherweise defekt. Suchen und ersetzen Sie die Gleichrichterröhre des gleichen Typs. Möglicherweise ist der Rückkopplungskreis unterbrochen. 4. Der Rückkopplungskreis ist möglicherweise unterbrochen. |
| Der Ausgangsstrom ist während des Schweißens instabil oder es gibt keine Potentiometersteuerung, und der Strom ist manchmal groß und manchmal klein. | 1. Das 1K-Potentiometer sollte bei Beschädigung ausgetauscht werden. 2. Alle Arten von schlechten Verbindungen, insbesondere Anschlüsse, müssen überprüft werden. |
| Beim manuellen Lichtbogenschweißen treten große Spritzer auf und es ist schwierig, alkalische Elektroden zu verbrennen. | 1. Wenn die Polarität falsch ist, tauschen Sie die Polarität des Erdungskabels und des Griffkabels aus. |
| Der Lüfter dreht sich nicht, das digitale Messgerät hat keine Anzeige und es gibt keine Schweißleistung. | 1. Stellen Sie sicher, dass der Luftschalter intakt oder geschlossen ist. 2. Stellen Sie sicher, dass das mit dem Ausgangskabel verbundene Stromnetz über Strom verfügt. 3. Der Thermistor (vier) auf der Stromversorgungsplatine ist beschädigt. Diese Situation wird im Allgemeinen durch den Ausfall des DC24V-Relais oder den schlechten Kontakt der Kontakte verursacht. 4. Die Stromversorgungsplatine (untere Platine) fällt aus und es gibt keinen DC537V-Spannungsausgang. • Die Siliziumbrücke ist offen und der Drahtkontakt des Siliziumbrückensteckers ist schlecht. • Ein Teil der Leistungsplatine ist verbrannt. • Überprüfen Sie, ob das Patchkabel vom Luftschalter zur Leistungsplatine und das Patchkabel von der Leistungsplatine zur MOS-Platine (Wechselrichterplatine) guten Kontakt haben. • Der Hilfsstromversorgungsteil der Steuerplatine ist defekt. |
| Der Lüfter dreht sich und die Störungsanzeigeleuchte leuchtet nicht auf. Es gibt kein Rascheln bei der Hochfrequenzentladung und der Lichtbogen kann nicht gezündet werden, selbst wenn er gerieben wird. | 1. Überprüfen Sie, ob die verschiedenen Patchkabel im Gerät fehlerhaften Kontakt haben. 2. Wenn ein Problem mit dem Steuerkreis vorliegt, ermitteln Sie rechtzeitig die Ursache oder wenden Sie sich an den Händler. 3. Das Steuerkabel am Schweißbrenner ist gebrochen. |
| Die Anormalitätsanzeigeleuchte leuchtet und es erfolgt keine Ausgabe. | 1. Das Brennerkabel ist gebrochen. 2. Das Erdungskabel ist gebrochen oder nicht mit dem Schweißstück verbunden. 3. Die Verbindung zwischen dem positiven Ausgangsanschluss oder dem Gasausgangsanschluss des Schweißbrenners und der Maschine ist locker. |
| Die Anormalitätsanzeigeleuchte leuchtet nicht auf. Es gibt ein Rascheln der Hochfrequenzentladung, aber keine Schweißleistung. | 1. Der Primärdraht des Lichtbogenzündtransformators hat schlechten Kontakt mit der Lichtbogenzündplatte. Ziehen Sie es fest. 2. Es kann sein, dass die Spitze des WIG-Schweißbrenners oxidiert ist oder die Düse zu weit vom Werkstück entfernt ist. Behandlung: Entfernen Sie den Oxidfilm der Düsenelektrode oder ändern Sie den Abstand zwischen Düse und Werkstück auf 1 mm. und die Lichtbogenschweißdose 3. Der Transferschalter für das manuelle Schweißen mit Argonschweißen ist beschädigt. Ersetze es. 4. Einzelne Komponenten des Hochfrequenz-Lichtbogenzündkreises sind beschädigt. Suchen und ersetzen Sie sie. |
| Die Anormalitätsanzeigeleuchte leuchtet und es erfolgt keine Ausgabe. | 1. Möglicherweise handelt es sich um einen Überstromschutz. Bitte schalten Sie die Maschine aus und starten Sie sie neu, nachdem die Störungsanzeige erloschen ist. 2. Möglicherweise handelt es sich um einen Überhitzungsschutz, und die Maschine kann 2-3 Minuten lang ohne Abschalten wieder in den Normalzustand zurückkehren. 3. Möglicherweise ist der Wechselrichter oder die Lichtbogenzündungsplatine defekt: Wenn es sich um einen Dual-Wechselrichter handelt, ziehen Sie den Stecker des Netzkabels an einer der Wechselrichterplatinen (in der Nähe des Panel-07-Steckers) ab und starten Sie das Gerät neu. Wenn die Störungsanzeige dann nicht leuchtet, liegt der Fehler bei diesem Wechselrichter, andernfalls liegt der Fehler bei einem anderen Wechselrichter. Als nächstes können sowohl Maschinen mit einem als auch mit zwei Wechselrichtern dieselbe Methode zur Fehlerbehebung verwenden. • Wenn die Störungsanzeige immer noch leuchtet, schalten Sie das Gerät aus und trennen Sie es von der Stromversorgung auf der Pilotlichtbogenplatine (in der Nähe des Lüfter-VH-03-Steckers). Starten Sie es neu: A. Wenn die Anormale Anzeigelampe immer noch leuchtet, ist der einzelne FET auf der MOS-Platine beschädigt. Suchen und ersetzen Sie den FET desselben Typs. B. Wenn die Störungsanzeige nicht leuchtet, liegt der Fehler an der Beschädigung der Lichtbogenzündplatine, des Verstärkers oder des Transformators. Ersetze es. • Stecken Sie das Netzkabel des defekten Wechselrichters ein und ziehen Sie das Netzkabel des Haupttransformators ab. Und dann starten Sie die Maschine neu. A. Wenn die Anormalitätsanzeige aus ist, liegt der Fehler in der Mittelebene. Der Midplane-Transformator kann beschädigt sein und die Brücke kann zur Messung der Primärinduktivität und des Q-Werts jedes Haupttransformators verwendet werden. B. Das Gleichrichterrohr der Mittelplatte kann einzeln beschädigt sein. Suchen und ersetzen Sie die Gleichrichterröhre des gleichen Typs. 4. Der Rückkopplungskreis ist möglicherweise unterbrochen. |
| Der Schweißstrom reicht nicht aus und die Stromeinstellung ist außer Kontrolle. | 1. Die Sekundärleitung ist zu lang oder zu dünn. Kürzen Sie die Sekundärleitung so weit wie möglich oder vergrößern Sie ihren Querschnitt. 2. Wenn ein Fernbedienungsgerät vorhanden ist, befindet es sich möglicherweise im Fernbedienungsstatus. 3. Es kann auch sein, dass das Potentiometer zur Stromregulierung beschädigt ist. |
Fazit
Abschließend bietet das VEVOR Schweißgerät-Handbuch umfassende Informationen zu den Sicherheitsvorkehrungen und professionellen Schweißtechniken, die für erfolgreiches Schweißen mit VEVOR-Schweißgeräten erforderlich sind. Durch die Befolgung der Anleitung können Sie Ihre Sicherheit gewährleisten, Unfälle verhindern und hochwertige Schweißergebnisse erzielen.
Die im Handbuch bereitgestellten technischen Daten können Ihnen auch helfen, die Spezifikationen jedes VEVOR-Schweißgerätmodells zu verstehen, sodass Sie das richtige Modell für Ihre Schweißanforderungen auswählen können. Denken Sie daran, bei der Verwendung eines VEVOR-Schweißgeräts stets die Sicherheitsrichtlinien zu befolgen und die erforderlichen Vorsichtsmaßnahmen zu treffen, um ein sicheres und effizientes Schweißerlebnis zu gewährleisten.



