
Hvis du ønsker at lære at bruge en VEVOR-svejser eller blot har brug for at genopfriske din viden om de involverede sikkerhedsforanstaltninger og professionelle teknikker, er VEVOR-svejsermanualen en uvurderlig ressource.
I denne brugervejledning vil vi udforske de sikkerhedsforanstaltninger og professionelle svejseteknikker, der er nødvendige for at sikre din succes med svejsning. Derudover vil vi give dig en PDF-version af manualen, hvilket gør det nemt for dig at få adgang til og referere til de oplysninger, du har brug for. Så lad os komme i gang!

Dette er den originale instruktion, læs venligst alle manualinstruktioner omhyggeligt før brug. VEVOR forbeholder sig en klar fortolkning af vores brugermanual. Produktets udseende afhænger af det produkt, du har modtaget. Tilgiv os, at vi ikke vil informere dig igen, hvis der er nogen teknologi eller softwareopdateringer på vores produkt.
Indholdsfortegnelse
OVERENSSTEMMELSESERKLÆRING
Firmaet lover højtideligt:
De produkter, der sælges af vores virksomhed, er garanteret i et år fra købsdatoen.
Læs og forstå denne vejledning omhyggeligt før installation og betjening af denne maskine.
- Indholdet af denne manual kan blive revideret uden forudgående varsel.
- Der kan være nogle unøjagtigheder i denne manual, selvom den er blevet nøje undersøgt.
Hvis ja, kontakt os venligst.
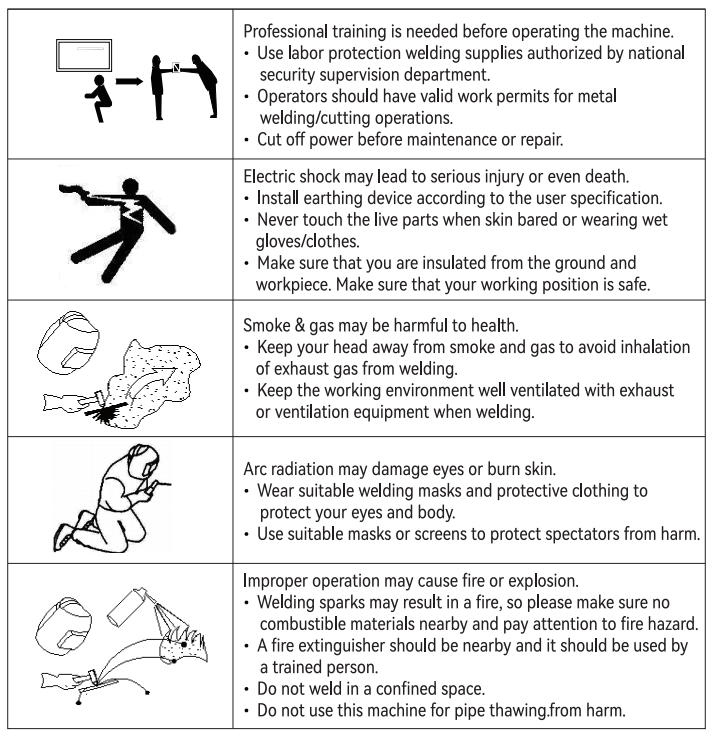
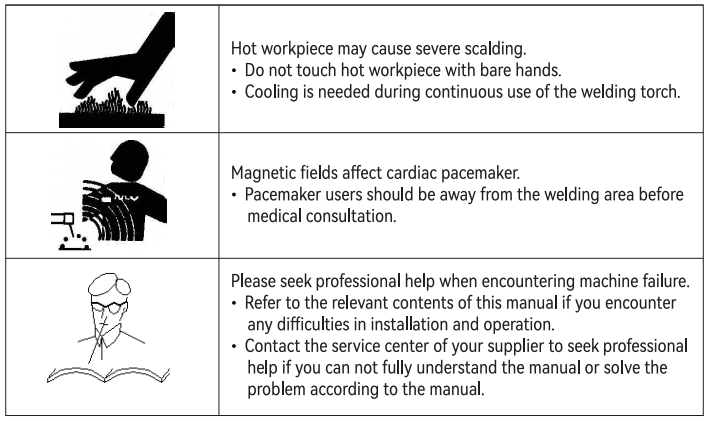
SIKKERHED
Svejsning er farligt og kan forårsage skade på dig og andre, så sørg for god beskyttelse, når du svejser.
For detaljer henvises til producentens sikkerhedsretningslinjer for forebyggelse af ulykker.
KORT INTRODUKTION AF PRINCIPPET
Argon buesvejsningsserien er en inverter svejsemaskine, der er fremstillet med avanceret inverter teknologi. Det er en mere moden og stabil produktserie.
Den bruger pulsbreddemodulationsteknologi (PWM) og højeffektswitching-enhed IGBT til at ensrette 50Hz/60Hz strømfrekvensen til jævnstrøm og derefter invertere den til højfrekvens (frekvensen kan nå over 100KHz) og derefter nedtrappe ensretning. Gennem pulsbreddemodulationsteknologien (PWM) output kan den bruges som en højeffekt DC-strømforsyning til svejsning. På grund af switching power supply inverter-teknologien reduceres vægten og volumen af svejsemaskinen kraftigt, og konverteringseffektiviteten af hele maskinen øges med mere end 30%.
Når den bruges som manuel lysbuesvejsning, har svejseren konstante strømkarakteristika og er buetrykkontrol.
Det vil sige, at den har en konstant strømkarakteristik under normal lysbuespænding. Så svejsestrømmen ændres ikke med buelængden for at sikre stabil svejsning.
Når lysbuelængden er for kort, og lysbuespændingen er for lav, kan strømmen stige med faldet i lysbuespændingen. For at fremme den automatiske genopretning af buelængden (det såkaldte buetryk) er trykkraften uafhængig justerbar. Når lysbuespændingen er for lille til at opretholde lysbuen, ændres den eksterne karakteristik til en stejlt faldskarakteristik for at undgå for stor strøm forårsaget af en kortslutning.
Den ydre karakteristik af argonbuesvejsning er konstant strøm, så svejsestrømmen ændres ikke med buelængden, og strømmen er meget stabil.
INSTALLATION
Ved brug af et længere udgangskabel anbefales det for at reducere spændingsfaldet at bruge et kabel med et større tværsnit. Hvis svejsebrænderkablet er for langt, vil dets indre modstand reducere udstyrets udgangsspænding, hvilket kan have en større indflydelse på svejsemaskinens ydeevne.
Ydeevnen af den højfrekvente lysbue er svækket, eller systemet kan ikke fungere normalt. Så vi foreslår, at du bruger den anbefalede kabellængde.
TILSLUT WIRING
1. Tilslutning af indgangskabel
• Hver TIG-svejsemaskine er udstyret med et strømforsyningskabel. Den bruges til at forbinde til en strømforsyning med den nødvendige spændingsindgang.
• Strømforsyningskablet skal være godt forbundet til strømafbryderen eller kabelstikket for at undgå mulig oxidation.
• Brug et multimeter til at kontrollere, om spændingen ændrer sig inden for det givne område.
2. Tilslutning af udgangskabel (Pure) Argonbuesvejsning (TIG)
• Tilslutning af argonbuesvejsebrænderen. Installer det gaselektriske integrerede stik på svejsebrænderen til det tilsvarende interface på svejsemaskinens panel, og spænd det ved at dreje det med uret.
• Installer flystikket på det tilsvarende interface på svejsemaskinens panel, og spænd det ved at dreje det med uret.
• Sæt hurtigstikket på cykelkablet i hurtigstikket med polariteten "+" på svejsemaskinens panel, og spænd det ved at dreje med uret. Spænd derefter emnet fast med jordledningen.
3. Tilslut til gassen
Forbind argongasrøret tæt med kobbermundstykket bag på maskinen. Lufttilførselsvejen bør omfatte en gascylinder, en argon-dekompressionsflowmåler og en luftrør. Den forbindende del af luftrøret skal fastgøres med slangeklemmer eller andre genstande for at forhindre lækage og luftindtrængning. Disse operationer vil påvirke beskyttelseseffekten af loddeforbindelserne.
Brug en ledning med et ledende tværsnitsareal på ikke mindre end 4 mm' til at jorde chassiset. Metoden er at forbinde en ledning til jorden fra jordskruen på bagsiden af svejseren for at forhindre statisk elektricitet eller lækage.
4. MMA og TIG funktion
Tilslut som ovenfor under argon svejsning (TIG). Ved MMA-svejsning skal du være opmærksom på følgende.
• Hver svejsemaskine er udstyret med et par lynpropper. Tilslut elektrodeholderkablet til – hurtigstikket, og jordklemmekablet til “+” hurtigstikket. Vær opmærksom på at stramme dem med en indvendig sekskantnøgle. Sørg for, at det sekundære kabel (holderledning og jordledning) er i god kontakt med hurtigstikket.
Nogle svejsere forsømte dette og brændte hurtigstikket.
• Efter at du har sat lynstikket i hurtigstikket, spænd det for at sikre god kontakt. Ellers, når arbejdsstrømmen er høj, vil stikket og stikkontakten være udbrændt efter længere tids arbejde.
5. funktion
• Tilslut rensepistolen korrekt. Installer rensepistolens stik til den tilsvarende pistolgrænseflade på svejsemaskinens panel, og spænd den ved at dreje den med uret.
• Sæt jordkablets hurtigstik i hurtigstikket med polariteten "+" på svejsemaskinens panel, og spænd det ved at dreje med uret. Spænd emnet fast med jordklemmen i den anden ende.
Seriøs opmærksomhed bør rettes mod ledningens elektrode. Generelt har DC-svejseudstyr to tilslutningstilstande:
• Positiv forbindelse: tilslut elektrodeholderen til "-", mens arbejdsemnet tilsluttes "+";
• Negativ tilslutning: tilslut arbejdsemnet til "-", mens elektrodeholderen tilsluttes "+".
DRIFT
Hovedkontakt
• Tænd for strømafbryderen på bagpanelet, og sæt strømafbryderen til "ON". På dette tidspunkt lyser det digitale display, og ventilatoren inde i maskinen begynder at rotere.
Vælg tilstanden "TIG"/"MMA" /"CLEAN" med valgknappen.
Select switchen kan realisere konverteringen af TIG og MMA.
1. TIG-svejsning
• Tryk på knappen for at tænde lyset for argonbuesvejsning (TIG).
• Åbn argoncylinderens ventil og juster flowmåleren til den nødvendige flowhastighed.
• Efter at have trykket på knappen på svejsebrænderen, begynder magnetventilen at arbejde, og argongas begynder at udsendes.
• Vælg svejsestrømmen i henhold til emnets tykkelse.
• Afstanden mellem svejsebrænderens wolframelektrode og arbejdsemnet er 2-4 mm. Tryk på knappen på svejsebrænderen. Efter lysbuetænding forsvinder den højfrekvente lysbuetændende udladningslyd i maskinen med det samme, og den kan virke på dette tidspunkt.
2. MMA svejseoperation
• Tryk på knappen for at tænde MMA-svejselyset (MMA).
• Vælg svejsestrømmen i henhold til emnets tykkelse.
3. Rengøringsfunktion
• Tryk på knappen for at tænde lyset for rengøringsfunktionen (Clean).
• Vælg udgangsstrømmen i henhold til rengøringsbehov.
4. OC Indikatorlys
Når indikatoren er tændt, betyder det, at enheden er gået i beskyttelsestilstand på grund af overtemperatur.
Og overtemperatur er forårsaget af overbelastning, overstrøm eller andre årsager. Når overstrømmen og overbelastningen forsvinder, begynder udstyret igen at køre normalt.
5. Digitalt display amperemeter
Det digitale display viser svejsestrømværdien.
6. Nuværende regulering
For TIG-maskine med pulser slukkes punktsvejsning (Spot) og puls (Pulse) lys, når "MMA" eller "Clean" tilstanden er valgt.
Vælg udgangsstrømmen efter dine behov.
7. Nuværende regulering
For TIG-maskine med pulser slukkes punktsvejsning (Spot) og puls (Pulse) lys, når "MMA" eller "Clean" tilstanden er valgt.
Vælg udgangsstrømmen efter dine behov.
(2T/4T) Vælg kontakt (tilføj denne funktion i henhold til kundens krav)
Vælg den ønskede svejsetilstand (2T/4T) i argonbuesvejsetilstand. Betjeningsvejledningen er som følger:
• Juster svejsestrømmen i henhold til den nødvendige svejseproces. I 2T-tilstand indstilles afstanden mellem svejsebrænderens wolframelektrode og emnet til 2-4 mm. Tryk på brænderkontakten, og lysbuen vil blive antændt, og du kan begynde at svejse. Slip håndkontakten for at lukke lysbuen og stoppe svejsningen.
• I 4T-tilstand kan du trykke på brænderkontakten for at tænde lysbuen. Når du slipper håndkontakten, fortsætter svejsningen. Tryk derefter på håndkontakten igen, og strømmen vil langsomt falde til enden af buen.
På dette tidspunkt skal du slippe håndkontakten, og svejsemaskinen holder op med at fungere.
Indstilling af forluftstid (Pre Flow)
Pre-air er tiden fra lufttilførsel til lysbuedannelse. Denne tid kan justeres mellem 0 og 1 sekund.
Tidsjustering efter luft (Post Flow)
Efterluft betyder tiden fra lysbuestop til lufttilførselsafbrydelse. Denne tid kan justeres fra 1 til 10 sekunder.
Vælg funktionen "Pulse".
• Vælg "TIG", og lys tændes.
• Vælg derefter "Pulse", og lys tændes.
Pulsfrekvensjustering "Pulsfrekvens" (se den aktuelle kurve nedenfor)
Basisstrømjustering "Base Amps"
• Basisstrømmen kan kun justeres i pulstilstand. Vælg "Pulse", og vælg den tilsvarende basisstrøm i henhold til emnets tykkelse.
Driftscyklusjustering "Pop på tid"
• Juster spidsstrømmens opholdstid.
Front/bagpanel
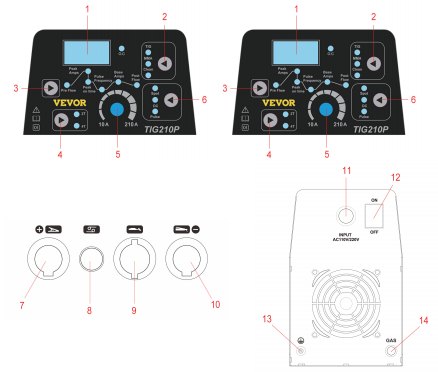
1. Digital skærm 8. Tilslut brænderkontakt
2. TIG, MMA, CLEAN-arbejdstilstand 9. Installer skærebrænder
3. Pre Flow, svejsestrøm, post Flow mode 10. Negativ fatning
4. 2T/4T funktionsknap 11. Strømkabel
5. Justeringsknap 12. afbryder
6. SPOT, DC, PULSE Mode 13. Jordskrue
7. tilslut jordklemmen 14. Gasslangeforbindelse
HOVEDPARAMETRE
| ITEM | TIG 155 A | TIG 210 A | TIG 210 P |
| Strømspænding (v | AC 110V ± 10% | AC 110V±10 | AC110V±10 |
| Frekvens (HZ | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| Nominel inputkapacitet (KVA) | 3.8 | 7.1 | 7.1 |
| Generatorkapacitet (KVA | 2.3 | 4.2 | 4.2 |
| Nominel indgangsstrøm (A | 38 | 59.2/38.5 | 59. 5 / 37.5 |
| udgangsstrømområde (A | 30-155 | 30-210 | 30-210 |
| udgangsstrømområde (A | 10-155 | 10-210 | 10-210 |
| Nominel tomgangsspænding (v | 60 | 60 | 60 |
| Driftscyklus (%) | 30% | 30% | 30% |
| Isoleringsklasse | F | F | F |
| beskyttelsesklasse | IP21 | IP21 | IP21 |
| Maskinvægt (KG) | 4.9 | 5.4 | 5.4 |
| Maskindimension (mm) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| USB-udgang | / | 5V | / |
| Primære vedhæftede filer | 1 . 3.66 m QQ150 svejsepistol (inkl | 1 . WP-26 svejsepistol | 1 . WP-26 svejselygte med finglasmunding ,(L=4m inklusive vi |
| Gældende ledningsdiameterinterval | <3.2 | <3.2 | <3.2 |
MULIGE PROBLEMER
De fænomener, der er anført her, kan være relateret til tilbehør, gasser, miljøfaktorer og strømforsyningsforhold. Prøv venligst at forbedre miljøet for at undgå disse situationer.
Sorte loddesamlinger
Sådanne tilfælde indikerer, at loddeforbindelserne ikke er effektivt beskyttet og er oxideret. Du kan udføre følgende kontroller.
• Bekræft, at argoncylinderens ventil er åben, og at trykket er tilstrækkeligt. Hvis trykket i cylinderen er lavere end 0.5 MPa, fyldes cylinderen igen.
• Kontroller om argonflowet er tilsluttet og har tilstrækkelig flow. For at spare gas kan der vælges forskellige strømningshastigheder til forskellige svejsestrømforhold. Men for langsom strømningshastighed kan resultere i utilstrækkelig beskyttelsesgas, som kan dække loddeforbindelserne. Uanset hvor lille strømmen er, anbefaler vi, at du ikke laver argonflowhastigheden lavere end 5L/min.
• Den nemmeste måde at kontrollere, om der er gas ude på, er at mærke svejsebrænderens dyse, for at kontrollere, om svejsebrænderens gasvej er blokeret.
• Dårlig gasforsegling eller lav gasrenhed vil også forårsage problemer med svejsekvaliteten.
• Hvis der er stærk luftstrøm i miljøet, kan det også føre til forringelse af svejsekvaliteten.
• Driftscyklussen er for lav.
Det er svært at starte buen, og det er nemt at bryde buen:
• Sørg for, at de wolframelektroder, du bruger, er af god kvalitet. Afladningskapaciteten af ringere wolframelektrode opfylder muligvis ikke kravet.
• Uskærpet wolframelektrode er ikke let at bue og kan forårsage ustabilitet i lysbuen.
Strømmen kan ikke forblive stabil under brug af svejsemaskinen:
Denne situation kan være relateret til følgende faktorer:
• Netspændingsvariationen.
• Alvorlig interferens fra elnettet eller andet elektrisk udstyr.
FORSIGTIG
Miljø
• Svejseoperationen bør udføres i et relativt tørt miljø, og luftfugtigheden overstiger generelt ikke 90%.
• Den omgivende temperatur skal være mellem -10°C til 40°C.
• Undgå at svejse i sol eller regn, og lad ikke vand eller regn trænge ind i svejsemaskinen.
• Undgå svejsning i støvede eller ætsende gasmiljøer.
• Undgå gasafskærmet svejsning under stærk luftstrøm.
Sikkerhedspunkter
TIG-svejsemaskinen er blevet installeret med overspændings-, overstrøm- og overopvarmningsbeskyttelseskredsløb. Når netspændingen, udgangsstrømmen eller den interne temperatur overstiger den indstillede standard, stopper svejsemaskinen automatisk med at arbejde. Men overforbrug (såsom for høj spænding) vil stadig forårsage skade på svejsemaskinen. Derfor skal følgende punkter bemærkes.
Sørg for god ventilation
Denne svejsemaskine er en industriel svejsemaskine. Der vil blive genereret stor arbejdsstrøm under drift, og naturlig ventilation kan ikke opfylde kølekravene. Derfor er der installeret to blæsere indeni, som effektivt kan køle svejseren og få den til at fungere problemfrit.
Brugere bør sikre, at ventilationsområder ikke er tildækket eller blokeret. Afstanden mellem svejseren og de omgivende genstande bør ikke være mindre end 0.3 meter. Brugere bør altid være opmærksomme på at opretholde god ventilation, da dette er befordrende for svejserens drift.
Forbyd overbelastning
Brugeren skal huske at observere den maksimalt tilladte belastningsstrøm (i forhold til den valgbare belastningsvarighed) til enhver tid for at holde svejsestrømmen ikke over den maksimalt tilladte belastningsstrøm.
Strømoverbelastning vil forkorte svejsemaskinens levetid betydeligt og kan endda brænde svejsemaskinen ud.
Forbyd overspænding
Strømforsyningsspændingen er angivet i tabellen "Main Performance Parameters". Under normale omstændigheder vil det automatiske spændingskompensationskredsløb i svejsemaskinen holde svejsestrømmen inden for det tilladte område. Hvis strømforsyningsspændingen overstiger den tilladte værdi, vil svejsemaskinen blive beskadiget. Brugeren skal være fuldt ud klar over denne situation og træffe tilsvarende forebyggende foranstaltninger.
• På bagsiden af hver svejser er der jordingsskruer og tilsvarende jordingsmærker. Kabler med et tværsnit større end 4 mm kvadrat bør vælges før brug. Jord svejseskallen for at forhindre ulykker forårsaget af statisk elektricitet eller lækage.
• Hvis svejseren arbejder med mere end standardbelastningskontinuitetshastigheden, kan svejseren pludselig gå ind i en beskyttet tilstand og stoppe med at arbejde. Det betyder, at overophedningen udløser temperaturkontrolkontakten, så svejsemaskinen holder op med at fungere. Den røde indikator på frontpanelet ville lyse. I dette tilfælde er der ingen grund til at trække stikket ud, fordi køleventilatoren kan arbejde for at køle svejseren. Når den røde kontrollampe slukker, falder temperaturen til standardområdet, og du kan genstarte svejsningen.
VEDLIGEHOLDELSE
• Sikkerhedsadvarsel: Alt vedligeholdelses- og reparationsarbejde skal udføres med strømmen fuldstændig afbrudt.
Sørg for, at stikket er taget ud, før du åbner maskinen.
• Kontroller regelmæssigt svejsemaskinens interne kredsløbsforbindelse for at sikre, at ledningsføringen er korrekt, og samlingen er fast (især den indsatte samling eller komponent). Hvis der findes rust eller løse komponenter, poleres det rustne lag eller oxidfilm af med sandpapir og strammes igen.
• Når maskinen er strømførende, skal du holde hænder, hår og værktøj væk fra de strømførende dele i maskinen, såsom interne ventilatorer. Undgå at blive kvæstet eller beskadiget af maskinen.
• Blæs jævnligt støv væk med tør, dean trykluft. Hvis svejsemaskinen bruges i kraftig røg, alvorlig luftforurening, bør svejsemaskinen støves hver dag.
• Tryklufttrykket skal være på et rimeligt niveau for at undgå at beskadige de små dele i svejseren.
• Undgå, at vand eller damp kommer ind i svejsemaskinen. Hvis dette sker, skal du tørre indersiden af svejseren.
Brug efterfølgende en måler til at måle svejsemaskinens isolering (isoleringen mellem tilslutningsknuderne og isoleringen mellem tilslutningspunkterne og kappen). Først når der ikke er nogen unormal tilstand, kan vi fortsætte svejsearbejdet.
• Hvis svejseren ikke bruges i længere tid, skal svejseren lægges tilbage i den originale emballage og opbevares i et tørt miljø.
FEJLFINDING
Bemærk: Følgende handlinger kræver tilstrækkelig elektrisk ekspertise og omfattende sikkerhedsviden.
Operatøren skal have gyldige kvalifikationer, der viser hans/hendes kompetence og viden.
| Phenomena | Løsning |
| Strømindikatoren lyser ikke, ventilatoren roterer ikke, og der er ingen svejseeffekt. | 1. Strømafbryderen er i stykker. 2. Bekræft, om strømnettet, der er tilsluttet til inputkablet, har elektricitet. 3. Bekræft, om der er et åbent kredsløb i inputkablet. |
| Strømafbryderindikatoren er tændt, men ventilatoren roterer ikke eller roterer flere gange og holder op med at rotere, og der er ingen svejseeffekt. | 1. Indgangsterminalen kan være forkert forbundet til 380V strømforsyningen, hvilket resulterer i starten af overspændingsbeskyttelseskredsløbet. Udskift 220V strømforsyningen og genstart maskinen. 2. 220V strømforsyningen er ustabil (indgangsledningen er for tynd og for lang), eller indgangsledningen er forbundet til nettet, hvilket resulterer i opstart af overspændingsbeskyttelseskredsløbet. Dette fænomen vil forsvinde i løbet af 2-3 minutter ved at øge ledningsdiameteren på strømnettets input eller styrke input-knuden. Når den vender tilbage til normal, genstart den. 3. Hvis strømafbryderen tændes og slukkes kontinuerligt i en kort periode, får overspændingsbeskyttelseskredsløbet til at starte. Sluk for strømafbryderen, og vent i 2-3 minutter, før du genstarter. 4. Ledningen mellem kontakten og strømkortet er løs. Spænd den. 5. Hovedkredsløbets 24V-relæ på strømforsyningskortet er ikke lukket eller beskadiget. Tjek 24V-strømforsyningen og relæet. Hvis relæet er beskadiget, kan du erstatte det med andre afbrydere af samme model. |
| Strømafbryderindikatoren er tændt, men ventilatoren roterer ikke eller roterer flere gange og holder op med at rotere, og der er ingen svejseeffekt. | 1. Brug af et multimeter til at måle den positive og negative spænding af VH-07 plug-in fra strømforsyningskortet til MOS-kortet er omkring DC308V. • Om siliciumbroens stikledning er afbrudt, og om kontakten er dårlig. • De store elektrolytiske kondensatorer på strømforsyningskortet kan lække. Erstat det. 2. Hjælpestrømforsyningen på MOS-kortet har et grønt indikatorlys. Hvis lyset er slukket, virker hjælpestrømforsyningen ikke. Find fejlpunktet. 3. Tjek den dårlige kontakt mellem forskellige stikledninger i maskinen. 4. Styrekredsløbsproblemer bør opdages i tide eller kontakte forhandlere. 5. Styretråden på svejsepistolen er knækket. |
| Den unormale indikator lyser ikke. Der er en højfrekvent udladnings "ruslende" lyd, og der er ingen svejseudgang. | 1. Brænderens kabel er knækket. 2. Jordledningen er knækket eller ikke forbundet til svejseemnet. 3. Forbindelsen mellem den positive udgangsterminal eller gasudgangsterminalen på svejsebrænderen og maskinen er løs. |
| Unormal indikatorlampe lyser ikke. Der er ingen raslende lyd af højfrekvent udladning, og buesvejsning kan startes. | 1. Den primære ledning i lysbuetændingstransformatoren er i dårlig kontakt med strømkortet. Spænd den. 2. Det kan være, at spidsen af TIG-svejsebrænderen er oxideret, eller at dysen er langt væk fra emnet. Behandling: Fjern oxidfilmen fra dyseelektroden eller skift afstanden mellem dysen og emnet til 1 mm. 3. Den manuelle argon-svejseoverføringskontakt er beskadiget; Erstat det. 4. Enkelte komponenter i det højfrekvente lysbuetændingskredsløb er beskadiget; finde og erstatte dem. |
| Unormal indikator lyser, ingen udgang. | 1. Det kan være overstrømsbeskyttelse. Sluk venligst maskinen og genstart den, indtil den unormale indikator er slukket. 2. Der kan være beskyttelse mod overophedning og ingen grund til at stoppe maskinen. Vent 2-3 minutter på, at maskinen vender tilbage til normal tilstand (den rene argonbuesvejsemaskine har ingen overophedningsbeskyttelsesfunktion). 3. Inverterkredsløbet kan være defekt, tag venligst strømstikket ud af hovedtransformatoren på MOS-kortet (nær ventilatoren VH-07 plug-in) og genstart det: • Hvis den unormale indikator stadig er tændt, skal du slukke for maskinen og derefter tage strømforsyningsstikket ud af den højfrekvente lysbuetændingsstrømforsyning (nær ventilatoren VH-03 plug-in) og genstarte den: en. Hvis den unormale indikatorlampe stadig er tændt, er den enkelte FET på MOS-kortet beskadiget. Find og udskift FET af samme type. b. Hvis den unormale indikator er slukket, er step-up-transformatoren i det højfrekvente lysbuekredsløb på strømforsyningskortet ødelagt. Erstat det. • Hvis den unormale indikator er slukket: en. Det kan være, at midterpladetransformatoren er beskadiget, og broen kan bruges til at måle hovedtransformatorens primære induktans og Q-værdi.L=0.9-1.6mH Q>35 Induktansen Q-værdien er meget lille og bør være erstattet. b. Transformatorens sekundære ensretterrør kan være nedbrudt. Find og udskift ensretterrøret af samme type. Feedbackkredsløbet kan være brudt. 4. Feedbackkredsløbet kan være brudt. |
| Udgangsstrømmen er ustabil eller ingen potentiometerkontrol under svejsning, og strømmen er nogle gange stor og nogle gange lille. | 1. 1K potentiometeret bør udskiftes, hvis det er beskadiget. 2. Alle former for dårlig forbindelse, især stik, skal kontrolleres. |
| Manuel buesvejsning har store sprøjt, og det er svært at brænde alkaliske elektroder. | 1. Hvis polariteten er forkert, skal du vende polariteten af jordledningen og håndtagets ledning. |
| Ventilatoren roterer ikke, den digitale måler har intet display, og der er ingen svejseudgang. | 1. Bekræft, at luftkontakten er intakt eller lukket. 2. Bekræft, at strømnettet, der er tilsluttet udgangskablet, har elektricitet. 3. Termistoren (fire) på strømforsyningskortet er beskadiget. Denne situation er generelt forårsaget af fejl på DC24V-relæet eller dårlig kontakt mellem kontakterne). 4. Strømforsyningskortet (bundkortet) fejler, og der er ingen DC537V-spændingsudgang. • Siliciumbroen er åben, og ledningskontakten på siliciumbroens plug-in er dårlig. • En del af strømkortet er brændt. • Kontroller, om patch-kablet fra luftkontakten til strømkortet og patch-kablet fra strømkortet til MOS-kortet (inverterkortet) er i god kontakt. • Styrekortets hjælpestrømforsyningsdel er defekt. |
| Ventilatoren roterer, og den unormale indikatorlampe lyser ikke. Der er ingen raslende lyd af højfrekvent udladning, og lysbuen kan ikke startes, selvom den gnides. | 1. Kontroller, om de forskellige patch-ledninger i maskinen er i dårlig kontakt. 2. Hvis der er et problem med styrekredsløbet, skal du finde ud af årsagen i tide eller kontakte forhandleren. 3. Styretråden på svejsebrænderen er knækket. |
| Den unormale indikatorlampe er tændt og ingen udgang. | 1. Brænderens kabel er knækket. 2. Jordledningen er knækket eller ikke forbundet til svejseemnet. 3. Forbindelsen mellem den positive udgangsterminal eller gasudgangsterminalen på svejsebrænderen og maskinen er løs. |
| Den unormale indikatorlampe lyser ikke. Der er et raslen af højfrekvent udladning, men ingen svejseeffekt. | 1. Lysbuetændingstransformatorens primære ledning er i dårlig kontakt med lysbuetændingspladen. Spænd den. 2. Det kan være, at spidsen af TIG-svejsebrænderen er oxideret, eller mundstykket er langt væk fra emnet. Behandling: fjern oxidfilmen fra dyseelektroden, eller skift afstanden mellem dysen og emnet til 1 mm.og buesvejseboksen 3. Den manuelle svejseargon svejseoverføringskontakt er beskadiget. Erstat det. 4. Enkelte komponenter i det højfrekvente lysbuetændingskredsløb er beskadiget. Find og udskift dem. |
| Den unormale indikatorlampe er tændt og ingen udgang. | 1. Det kan være overstrømsbeskyttelse. Sluk venligst maskinen og genstart den, efter at den unormale indikator er slukket. 2. Det kan være overophedningsbeskyttelse, og maskinen kan vende tilbage til normal uden at lukke ned i 2-3 minutter. 3. Inverteren eller lysbuetændingskortet kan være defekt: Hvis det er en dobbelt inverter, skal du tage stikket til strømforsyningsledningen ud af et af inverterkortene (nær panel-07 plug-in) og genstarte det. Så, hvis den unormale indikator ikke er tændt, er fejlen på denne inverter, ellers er fejlen på en anden inverter. Dernæst kan både enkelt inverter og dobbelt inverter maskiner bruge den samme metode til fejlfinding. • Hvis den unormale indikator stadig er tændt, skal du slukke og afbryde strømforsyningen på pilotbuekortet (nær ventilator VH-03 plug-in). Genstart det: en. Hvis den unormale indikatorlampe stadig er tændt, er den enkelte FET på MOS-kortet beskadiget. Find og udskift FET'en af samme type. b. Hvis den unormale indikator ikke lyser, ligger fejlen i beskadigelsen af lysbuetændingstavlen, boosteren eller transformeren. Erstat det. • Tilslut strømforsyningsledningen til den defekte inverter, og tag strømledningen ud af hovedtransformatoren. Og genstart derefter maskinen. en. Hvis den unormale indikator er slukket, er fejlen i midterplanet. Midplane-transformatoren kan være beskadiget, og broen kan bruges til at måle primær induktans og Q-værdi for hver hovedtransformator. b. Midterpladens ensretterrør kan blive beskadiget enkeltvis. Find og udskift ensretterrøret af samme type. 4. Feedbackkredsløbet kan være brudt. |
| Svejsestrømmen er ikke nok, og strømjusteringen er ude af kontrol. | 1. Den sekundære linje er for lang eller for tynd, forkort den sekundære linje så meget som muligt eller øg dens tværsnitsareal. 2. Hvis der er en fjernbetjeningsenhed, kan den være i fjernbetjeningstilstand. 3. Det er også muligt, at strømreguleringspotentiometeret er beskadiget. |
Konklusion
Som konklusion giver VEVOR-svejsermanualen omfattende information om de sikkerhedsforanstaltninger og professionelle svejseteknikker, der kræves for vellykket svejsning med VEVOR-svejsere. Ved at følge manualen kan du sikre din sikkerhed, forhindre ulykker og opnå svejseresultater af høj kvalitet.
De tekniske data i manualen kan også hjælpe dig med at forstå specifikationerne for hver VEVOR-svejsermodel, så du kan vælge den rigtige til dine svejsebehov. Husk altid at følge sikkerhedsretningslinjerne og tage de nødvendige forholdsregler, mens du bruger en VEVOR-svejser for at sikre en sikker og effektiv svejseoplevelse.



