
إذا كنت تتطلع إلى تعلم كيفية استخدام ماكينة لحام VEVOR أو تحتاج ببساطة إلى تحديث معرفتك حول احتياطات السلامة والتقنيات المهنية المعنية، فإن دليل لحام VEVOR يعد مصدرًا لا يقدر بثمن.
في دليل المستخدم هذا، سنستكشف احتياطات السلامة وتقنيات اللحام الاحترافية اللازمة لضمان نجاحك في اللحام. بالإضافة إلى ذلك، سنزودك بنسخة PDF من الدليل، مما يسهل عليك الوصول إلى المعلومات التي تحتاجها والرجوع إليها. اذا هيا بنا نبدأ!

هذه هي التعليمات الأصلية ، يرجى قراءة جميع التعليمات اليدوية بعناية قبل التشغيل. تحتفظ VEVOR بتفسير واضح لدليل المستخدم الخاص بنا. يجب أن يخضع مظهر المنتج للمنتج الذي تلقيته. يرجى مسامحتنا أننا لن نعلمك مرة أخرى إذا كانت هناك أي تحديثات تقنية أو برامج على منتجنا.
جدول المحتويات
إعلان المطابقة
تتعهد الشركة رسميًا بما يلي:
المنتجات التي تبيعها شركتنا مضمونة لمدة سنة واحدة من تاريخ الشراء.
يرجى قراءة وفهم هذا الدليل بعناية قبل تركيب هذا الجهاز وتشغيله.
- قد تتم مراجعة محتويات هذا الدليل دون إشعار مسبق.
- قد تكون هناك بعض الأخطاء في هذا الدليل، على الرغم من أنه قد تم فحصه بعناية.
إذا كان الأمر كذلك، يرجى استشارة لنا.
قيادة آمنة
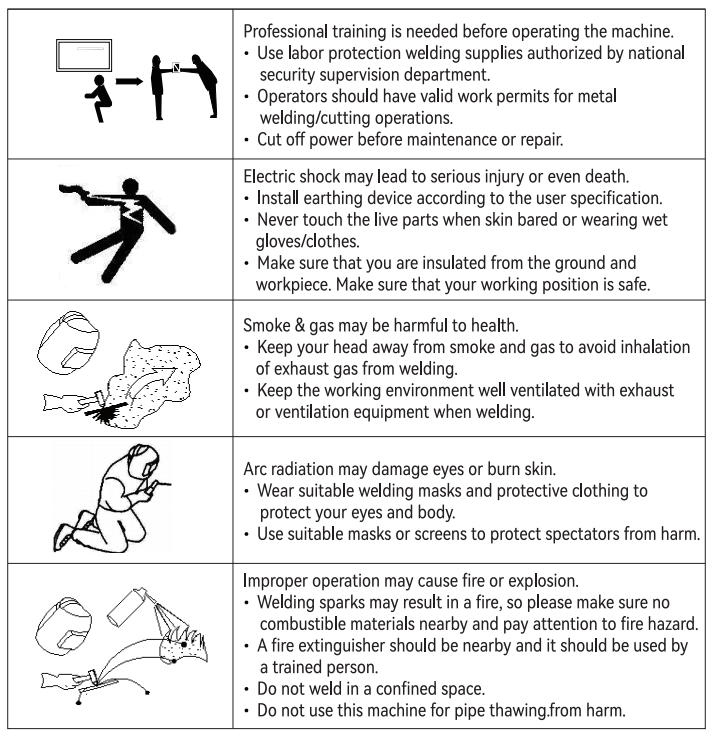
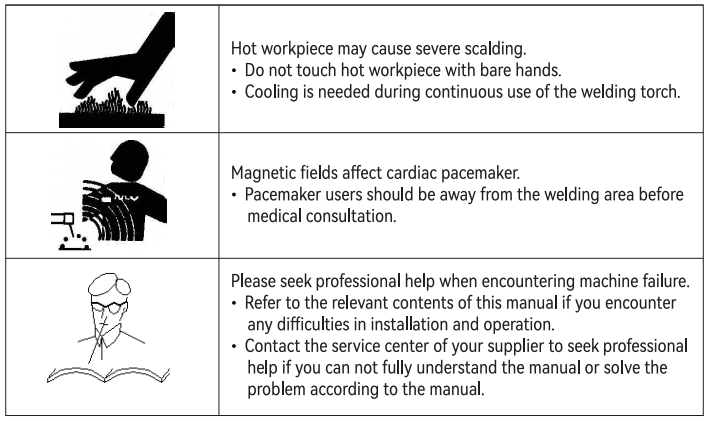
اللحام خطير وقد يسبب الضرر لك وللآخرين، لذا عليك الحذر جيدًا عند اللحام.
للحصول على التفاصيل، يرجى الرجوع إلى إرشادات السلامة الخاصة بالشركة المصنعة للوقاية من الحوادث.
مقدمة موجزة للمبدأ
سلسلة اللحام بقوس الأرجون عبارة عن آلة لحام عاكس تم تصنيعها باستخدام تكنولوجيا العاكس المتقدمة. إنها سلسلة منتجات أكثر نضجًا واستقرارًا.
يستخدم تقنية تعديل عرض النبض (PWM) وجهاز تحويل عالي الطاقة IGBT لتصحيح تردد الطاقة 50 هرتز/60 هرتز إلى تيار مباشر، ثم قلبه إلى التردد العالي (يمكن أن يصل التردد إلى أعلى من 100 كيلو هرتز) ثم التصحيح المتدرج. من خلال مخرجات تقنية تعديل عرض النبض (PWM)، يمكن استخدامه كمصدر طاقة DC عالي الطاقة للحام. نظرًا لتقنية عاكس مصدر الطاقة، يتم تقليل وزن وحجم آلة اللحام بشكل كبير، وتزداد كفاءة التحويل للآلة بأكملها بأكثر من 30%.
عند استخدامه كلحام القوس اليدوي، فإن ماكينة اللحام لها خصائص تيار ثابتة ويتم التحكم في دفع القوس.
أي أن لها خاصية تيار ثابتة تحت جهد القوس العادي. وبالتالي فإن تيار اللحام لا يتغير مع طول القوس لضمان اللحام المستقر.
عندما يكون طول القوس قصيرًا جدًا ويكون جهد القوس منخفضًا جدًا، يمكن أن يزيد التيار مع انخفاض جهد القوس. من أجل تعزيز الاسترداد التلقائي لطول القوس (ما يسمى بدفع القوس)، يمكن ضبط الدفع بشكل مستقل. عندما يكون جهد القوس صغيرًا جدًا بحيث لا يحافظ على القوس، تتغير الخاصية الخارجية إلى خاصية الانخفاض الحاد لتجنب التيار الزائد الناتج عن ماس كهربائى.
السمة الخارجية لحام قوس الأرجون هي التيار المستمر، وبالتالي فإن تيار اللحام لا يتغير مع طول القوس، والتيار مستقر للغاية.
تركيب
عند استخدام كابل إخراج أطول، لتقليل انخفاض الجهد، يوصى باستخدام كابل ذو مقطع عرضي أكبر. إذا كان كابل شعلة اللحام طويل جدًا، فإن مقاومته الداخلية ستقلل من جهد الخرج للمعدات، مما قد يكون له تأثير أكبر على أداء آلة اللحام.
يضعف أداء القوس عالي التردد أو لا يستطيع النظام العمل بشكل طبيعي. لذا نقترح عليك استخدام طول الكابل الموصى به.
توصيل الأسلاك
1. توصيل كابل الإدخال
• تم تجهيز كل ماكينة لحام TIG بكابل إمداد بالطاقة. يتم استخدامه للاتصال بمصدر طاقة لإدخال الجهد المطلوب.
• يجب أن يكون كابل إمداد الطاقة متصلاً جيدًا بمفتاح الطاقة أو موصل الكابل لتجنب الأكسدة المحتملة.
• استخدم مقياسًا متعددًا للتحقق مما إذا كان الجهد يتغير ضمن النطاق المحدد.
2. توصيل كابل الإخراج (النقي) باللحام القوسي بالأرجون (TIG)
• توصيل شعلة اللحام بقوس الأرجون. قم بتثبيت الموصل المدمج بالغاز والكهرباء لشعلة اللحام بالواجهة المقابلة على لوحة آلة اللحام، ثم قم بإحكامه عن طريق تدويره في اتجاه عقارب الساعة.
• قم بتثبيت قابس الطيران على الواجهة المقابلة على لوحة آلة اللحام، وقم بإحكامه عن طريق تدويره في اتجاه عقارب الساعة.
• أدخل القابس السريع لكابل الدورة في المقبس السريع مع القطبية "+" الموجودة على لوحة آلة اللحام، وقم بإحكام ربطه عن طريق لفه في اتجاه عقارب الساعة. ثم قم بربط قطعة العمل بالسلك الأرضي.
3. الاتصال بالغاز
قم بتوصيل أنبوب غاز الأرجون بإحكام باستخدام الفوهة النحاسية الموجودة في الجزء الخلفي من الجهاز. يجب أن يشتمل مسار إمداد الهواء على أسطوانة غاز، ومقياس تدفق لتخفيف ضغط الأرجون، وقصبة هوائية. يجب تثبيت الجزء المتصل من القصبة الهوائية بمشابك خرطوم أو أشياء أخرى لمنع التسرب ودخول الهواء. ستؤثر هذه العمليات على تأثير حماية وصلات اللحام.
استخدم سلكًا بمساحة مقطعية موصلة لا تقل عن 4 مم بوصة لتأريض الهيكل. تتمثل الطريقة في توصيل سلك بالأرض من المسمار الأرضي الموجود في الجزء الخلفي من ماكينة اللحام لمنع الكهرباء الساكنة أو التسرب.
4. وظيفة MMA وTIG
قم بالتوصيل كما هو مذكور أعلاه أثناء اللحام بالأرجون (TIG). عند لحام MMA، انتبه إلى ما يلي.
• تم تجهيز كل ماكينة لحام بزوج من المقابس السريعة. قم بتوصيل كابل حامل القطب الكهربائي بالقابس السريع – وكابل المشبك الأرضي بالقابس السريع “+”. انتبه إلى ربطها بمفتاح ربط سداسي داخلي. اجعل الكابل الثانوي (سلك الحامل والسلك الأرضي) على اتصال جيد بالقابس السريع.
أهمل بعض عمال اللحام هذا وأحرقوا القابس السريع.
• بعد إدخال القابس السريع في المقبس السريع، قم بإحكام ربطه لضمان الاتصال الجيد. بخلاف ذلك، عندما يكون تيار العمل مرتفعًا، سيتم حرق القابس والمقبس بعد العمل لفترة طويلة.
5. وظيفة
• قم بتوصيل مسدس التنظيف بشكل صحيح. قم بتثبيت موصل مسدس التنظيف على واجهة البندقية المقابلة على لوحة آلة اللحام، وقم بإحكامه عن طريق تدويره في اتجاه عقارب الساعة.
• أدخل القابس السريع للكابل الأرضي في المقبس السريع بالقطبية "+" الموجودة على لوحة آلة اللحام، وقم بإحكام ربطه عن طريق لفه في اتجاه عقارب الساعة. ثبت قطعة العمل بالمشبك الأرضي في الطرف الآخر.
ينبغي إيلاء اهتمام جدي لقطب السلك. بشكل عام، معدات اللحام بالتيار المستمر لها وضعين للاتصال:
• الاتصال الإيجابي: قم بتوصيل حامل القطب الكهربائي بـ "-"، أثناء توصيل قطعة العمل بـ "+"؛
• التوصيل السلبي: قم بتوصيل قطعة العمل بـ "-"، بينما قم بتوصيل حامل القطب الكهربائي بـ "+".
OPERATION
القاطع الرئيسي
• قم بتشغيل مفتاح الطاقة الموجود على اللوحة الخلفية واضبط مفتاح الطاقة على الوضع "ON". في هذا الوقت، تضيء الشاشة الرقمية وتبدأ المروحة الموجودة داخل الجهاز في الدوران.
حدد الوضع "TIG"/"MMA" /"CLEAN" عبر زر التحديد.
يمكن لمفتاح التحديد تحقيق تحويل TIG وMMA.
1. عملية لحام TIG
• اضغط على الزر لتشغيل ضوء اللحام بقوس الأرجون (TIG).
• افتح صمام أسطوانة الأرجون واضبط مقياس التدفق على معدل التدفق المطلوب.
• بعد الضغط على زر شعلة اللحام، يبدأ الصمام اللولبي في العمل، ويبدأ خروج غاز الأرجون.
• اختيار تيار اللحام حسب سمك قطعة العمل.
• المسافة بين قطب التنغستن لشعلة اللحام وقطعة العمل هي 2-4 ملم. اضغط على زر شعلة اللحام. بعد الإشعال بالقوس، يختفي صوت تفريغ الإشعال بالقوس عالي التردد في الجهاز على الفور، ويمكن أن يعمل في هذا الوقت.
2. عملية لحام MMA
• اضغط على الزر لتشغيل ضوء لحام MMA (MMA).
• اختيار تيار اللحام حسب سمك قطعة العمل.
3. تشغيل وظيفة التنظيف
• اضغط على الزر لتشغيل ضوء وظيفة التنظيف (التنظيف).
• اختر تيار الخرج حسب احتياجات التنظيف.
4. ضوء مؤشر OC
عندما يكون المؤشر قيد التشغيل، فهذا يعني أن الجهاز قد دخل في حالة الحماية بسبب ارتفاع درجة الحرارة.
وتنتج درجة الحرارة الزائدة عن الحمل الزائد أو التيار الزائد أو لأسباب أخرى. عندما يختفي التيار الزائد والحمل الزائد، يبدأ الجهاز في العمل بشكل طبيعي مرة أخرى.
5. مقياس التيار الرقمي العرض
تعرض الشاشة الرقمية قيمة تيار اللحام.
6. التنظيم الحالي
بالنسبة لآلة TIG ذات النبضات، تنطفئ أضواء اللحام النقطي (البقعي) والنبضي (النبضي) عند تحديد حالة "MMA" أو "Clean".
حدد تيار الإخراج وفقًا لاحتياجاتك.
7. التنظيم الحالي
بالنسبة لآلة TIG ذات النبضات، تنطفئ أضواء اللحام النقطي (البقعي) والنبضي (النبضي) عند تحديد حالة "MMA" أو "Clean".
حدد تيار الإخراج وفقًا لاحتياجاتك.
(2T/4T) حدد المفتاح (أضف هذه الوظيفة وفقًا لمتطلبات العميل)
حدد وضع اللحام المطلوب (2T/4T) في حالة اللحام بقوس الأرجون. تعليمات التشغيل هي كما يلي:
• ضبط تيار اللحام حسب عملية اللحام المطلوبة. في وضع 2T، اضبط المسافة بين قطب التنغستن لشعلة اللحام وقطعة العمل على 2-4 مم. اضغط على مفتاح الشعلة، وسيتم إشعال القوس ويمكنك البدء في اللحام. حرر مفتاح اليد لإغلاق القوس وإيقاف اللحام.
• في وضع 4T، يمكنك الضغط على مفتاح الشعلة لإشعال القوس. عند تحرير مفتاح اليد، يستمر اللحام. ثم اضغط على مفتاح اليد مرة أخرى، وسوف ينخفض التيار ببطء إلى نهاية القوس.
في هذا الوقت، حرر مفتاح اليد، وسوف تتوقف آلة اللحام عن العمل.
ضبط وقت ما قبل الهواء (التدفق المسبق)
ما قبل الهواء هو الوقت من إمدادات الهواء إلى الانحناء. يمكن تعديل هذه المرة بين 0 و1 ثانية.
تعديل وقت ما بعد الهواء (التدفق اللاحق)
ما بعد الهواء يعني الوقت من توقف القوس إلى قطع إمداد الهواء. يمكن تعديل هذه المرة من 1 إلى 10 ثوانٍ.
حدد وظيفة "النبض".
• اختر "TIG" وقم بتشغيل الضوء.
• ثم حدد "النبض" وقم بتشغيل الضوء.
تعديل تردد النبض "Pulse Frequency" (انظر المنحنى الحالي أدناه)
تعديل التيار الأساسي "Base Amps"
• لا يمكن ضبط التيار الأساسي إلا في حالة النبض. حدد "النبض"، وحدد التيار الأساسي المقابل وفقًا لسمك قطعة العمل.
تعديل دورة العمل "الذروة في الوقت المحدد"
• ضبط ذروة وقت السكون الحالي.
اللوحة الأمامية / الخلفية
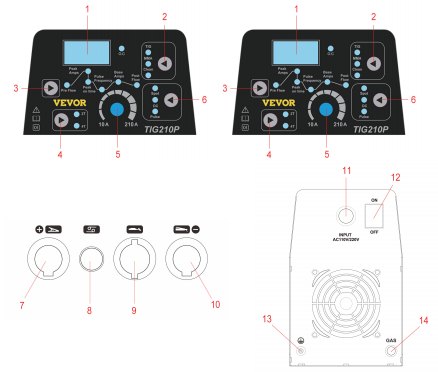
1. العرض الرقمي 8. قم بتوصيل مفتاح الشعلة
2. TIG، MMA، وضع العمل النظيف 9. تثبيت شعلة القطع
3. التدفق المسبق، تيار اللحام، وضع التدفق اللاحق 10. المقبس السلبي
4. زر وظيفة 2T/4T 11. كابل طاقة الإدخال
5. مقبض التعديل 12. مفتاح الطاقة
6. الوضع SPOT، DC، النبض 13. برغي التأريض
7. قم بتوصيل المشبك الأرضي 14. موصل خرطوم الغاز
المؤشرات الرئيسية
| الغرض | تي آي جي 155 أ | تي آي جي 210 أ | تيج 210 ص |
| جهد الطاقة (v | AC 110V ± 10٪ | التيار المتناوب 110 فولت ± 10 | تيار متردد 110 فولت ±10 |
| التردد (هرتز | 50 / 60HZ | 50 / 60HZ | 50 / 60HZ |
| قدرة الإدخال المقدرة (كيلو فولت أمبير) | 3.8 | 7.1 | 7.1 |
| قدرة المولد (كيلو فولت أمبير | 2.3 | 4.2 | 4.2 |
| تصنيف المدخلات الحالية (أ | 38 | 59.2/38.5 | 59. شنومكس / شنومكس |
| نطاق الإخراج الحالي (أ | 30-155 | 30-210 | 30-210 |
| نطاق الإخراج الحالي (أ | 10-155 | 10-210 | 10-210 |
| تصنيف الجهد عدم التحميل (v | 60 | 60 | 60 |
| دورة العمل ( ٪ ) | 30% | 30% | 30% |
| الطبقة العازلة | F | F | F |
| فئة الحماية | IP21 | IP21 | IP21 |
| وزن الآلة (كلغ) | 4.9 | 5.4 | 5.4 |
| آلة البعد (مم) | 370 * 150 * 300 | 370 * 150 * 300 | 370 * 150 * 300 |
| USB الناتج | / | 5V | / |
| المرفقات الأساسية | 1 . مسدس لحام QQ3.66 مقاس 150 م (بما في ذلك نحن | 1 . بندقية لحام WP-26 | 1 . WP-26 شعلة لحام مع فم زجاجي ناعم، (L= 4m بما في ذلك نحن |
| نطاق قطر السلك القابل للتطبيق | <3.2 | <3.2 | <3.2 |
مشاكل محتملة
قد تكون الظواهر المذكورة هنا مرتبطة بالملحقات والغازات والعوامل البيئية وظروف إمداد الطاقة. يرجى محاولة تحسين البيئة لتجنب هذه المواقف.
وصلات لحام سوداء
تشير مثل هذه الحالات إلى أن وصلات اللحام ليست محمية بشكل فعال وتتأكسد. يمكنك إجراء الفحوصات التالية.
• التأكد من أن صمام أسطوانة الأرجون مفتوح وأن الضغط كافي. إذا كان الضغط في الاسطوانة أقل من 0.5MPa، قم بإعادة ملء الاسطوانة.
• التحقق مما إذا كان تدفق الأرجون متصلاً ولديه تدفق كافٍ. لتوفير الغاز، يمكن اختيار معدلات تدفق مختلفة لظروف اللحام الحالية المختلفة. لكن معدل التدفق البطيء للغاية قد يؤدي إلى عدم كفاية غاز الحماية الذي يمكن أن يغطي وصلات اللحام. بغض النظر عن مدى صغر التيار، نوصي بعدم جعل معدل تدفق الأرجون أقل من 5 لتر/دقيقة.
• إن أبسط طريقة للتحقق من وجود غاز هو تحسس فوهة شعلة اللحام، وذلك للتحقق مما إذا كان مسار الغاز لشعلة اللحام مسدودًا.
• ضعف إغلاق الغاز أو انخفاض نقاء الغاز سوف يسبب أيضًا مشاكل في جودة اللحام.
• إذا كان هناك تدفق هواء قوي في البيئة، فقد يؤدي ذلك أيضًا إلى تدهور جودة اللحام.
• دورة العمل منخفضة للغاية.
من الصعب أن تبدأ القوس، ومن السهل أن تكسر القوس:
• تأكد من أن أقطاب التنغستن التي تستخدمها ذات نوعية جيدة. قد لا تلبي قدرة التفريغ لقطب التنغستن السفلي المتطلبات.
• ليس من السهل أن يتقوس قطب التنغستن غير المشحذ وقد يتسبب في عدم استقرار القوس.
لا يمكن أن يظل التيار ثابتًا أثناء استخدام ماكينة اللحام:
قد تكون هذه الحالة مرتبطة بالعوامل التالية:
• اختلاف جهد الشبكة.
• تداخل خطير من شبكة الكهرباء أو المعدات الكهربائية الأخرى.
تنبيه
البيئة
• يجب أن تتم عملية اللحام في بيئة جافة نسبياً، ولا تزيد رطوبة الهواء بشكل عام عن 90%.
• يجب أن تتراوح درجة الحرارة المحيطة بين -10 درجة مئوية إلى 40 درجة مئوية.
• تجنب اللحام في الشمس أو المطر، ولا تدع الماء أو المطر يتسرب إلى ماكينة اللحام.
• تجنب اللحام في بيئة الغاز المتربة أو المسببة للتآكل.
• تجنب اللحام المحمي بالغاز في ظروف تدفق الهواء القوية.
نقاط الأمان
لقد تم تركيب ماكينة اللحام TIG بدوائر حماية من الجهد الزائد والتيار الزائد والتسخين الزائد. عندما يتجاوز جهد الشبكة أو تيار الخرج أو درجة الحرارة الداخلية المعيار المحدد، فإن آلة اللحام ستتوقف عن العمل تلقائيًا. ومع ذلك، فإن الإفراط في الاستخدام (مثل الجهد الزائد) سيظل يسبب تلفًا لآلة اللحام. ولذلك، لا بد من ملاحظة النقاط التالية.
تأكد من وجود تهوية جيدة
آلة اللحام هذه هي آلة لحام صناعية. سيتم توليد تيار عمل كبير أثناء التشغيل، ولا يمكن للتهوية الطبيعية أن تلبي متطلبات التبريد. ولذلك، تم تركيب مروحتين في الداخل، والتي يمكنها تبريد ماكينة اللحام بشكل فعال وجعلها تعمل بسلاسة.
يجب على المستخدمين التأكد من عدم تغطية مناطق التهوية أو حظرها. يجب ألا تقل المسافة بين جهاز اللحام والأشياء المحيطة به عن 0.3 متر. يجب على المستخدمين دائمًا الانتباه إلى الحفاظ على تهوية جيدة، لأن هذا يساعد على تشغيل ماكينة اللحام.
منع الزائد
يجب أن يتذكر المستخدم مراقبة الحد الأقصى المسموح به لتيار الحمل (بالنسبة إلى مدة التحميل المحددة) في أي وقت للحفاظ على تيار اللحام لا يتجاوز الحد الأقصى المسموح به لتيار الحمل.
سيؤدي الحمل الزائد الحالي إلى تقصير عمر خدمة آلة اللحام بشكل كبير، وقد يؤدي أيضًا إلى احتراق آلة اللحام.
منع الإفراط في الجهد
يتم إدراج جهد مصدر الطاقة في جدول "معلمات الأداء الرئيسية". في ظل الظروف العادية، فإن دائرة تعويض الجهد الأوتوماتيكية في آلة اللحام سوف تحافظ على تيار اللحام ضمن النطاق المسموح به. إذا تجاوز جهد مصدر الطاقة القيمة المسموح بها، فسوف تتلف آلة اللحام. يجب أن يكون المستخدم على علم تام بهذا الموقف ويتخذ التدابير الوقائية المناسبة.
• يوجد في الجزء الخلفي من كل ماكينة لحام براغي التأريض وعلامات التأريض المقابلة لها. يجب اختيار الكابلات ذات المقطع العرضي الأكبر من 4 مم مربع قبل الاستخدام. قم بتأريض غلاف اللحام لمنع الحوادث الناجمة عن الكهرباء الساكنة أو التسرب.
• إذا كانت ماكينة اللحام تعمل بأكثر من معدل استمرارية الحمل القياسي، فقد تدخل ماكينة اللحام فجأة في حالة محمية وتتوقف عن العمل. وهذا يعني أن ارتفاع درجة الحرارة يؤدي إلى تشغيل مفتاح التحكم في درجة الحرارة، وبالتالي تتوقف آلة اللحام عن العمل. سيضيء المؤشر الأحمر الموجود على اللوحة الأمامية. في هذه الحالة ليست هناك حاجة لفصل الكهرباء لأن مروحة التبريد يمكن أن تعمل على تبريد اللحام. عندما ينطفئ ضوء المؤشر الأحمر، تنخفض درجة الحرارة إلى النطاق القياسي، ويمكنك إعادة تشغيل اللحام.
الصيانة
• تحذير للسلامة: يجب تنفيذ كافة أعمال الصيانة والإصلاح مع قطع التيار الكهربائي بشكل كامل.
يرجى التأكد من إزالة قابس الطاقة قبل فتح الجهاز.
• تحقق بانتظام من توصيل الدائرة الداخلية لآلة اللحام للتأكد من صحة الأسلاك وأن الوصلة ثابتة (خاصة الوصلة أو المكون الذي تم إدخاله). في حالة العثور على أي صدأ أو مكونات مفككة، قم بتلميع الطبقة الصدئة أو طبقة الأكسيد باستخدام ورق الصنفرة ثم قم بإحكام ربطها مرة أخرى.
• عندما يتم تنشيط الجهاز، احتفظ بيديك وشعرك وأدواتك بعيدًا عن الأجزاء الحية في الجهاز، مثل المراوح الداخلية. تجنب التعرض للإصابة أو التلف بواسطة الجهاز.
• انفخ الغبار بانتظام باستخدام الهواء المضغوط الجاف. إذا تم استخدام آلة اللحام في دخان كثيف وبيئة تلوث الهواء الخطيرة، فيجب إزالة الغبار من آلة اللحام كل يوم.
• يجب أن يكون ضغط الهواء المضغوط عند مستوى معقول لتجنب إتلاف الأجزاء الصغيرة في ماكينة اللحام.
• منع دخول الماء أو البخار إلى ماكينة اللحام. إذا حدث هذا، قم بتجفيف الجزء الداخلي من ماكينة اللحام.
بعد ذلك، استخدم مقياسًا لقياس عزل ماكينة اللحام (العزل بين نقاط التوصيل والعزل بين نقاط التوصيل والغلاف). فقط في حالة عدم وجود حالة غير طبيعية يمكننا مواصلة أعمال اللحام.
• إذا لم يتم استخدام ماكينة اللحام لفترة طويلة، فيجب إعادة ماكينة اللحام إلى صندوق التغليف الأصلي وتخزينها في بيئة جافة.
TROUBLESHOOTING
ملاحظة: تتطلب العمليات التالية خبرة كهربائية كافية ومعرفة شاملة بالسلامة.
يجب أن يكون لدى المشغل مؤهلات صالحة تثبت كفاءته ومعرفته.
| الظواهر | الحلول |
| لا يضيء مؤشر الطاقة، ولا تدور المروحة، ولا يوجد مخرج لحام. | 1. مفتاح الطاقة مكسور. 2. تأكد مما إذا كانت شبكة الطاقة المتصلة بكابل الإدخال بها كهرباء. 3. تأكد من وجود أي دائرة مفتوحة في كابل الإدخال. |
| مؤشر مفتاح الطاقة قيد التشغيل، لكن المروحة لا تدور أو تدور عدة مرات وتتوقف عن الدوران، ولا يوجد خرج لحام. | 1. قد تكون محطة الإدخال متصلة بشكل خاطئ بمصدر الطاقة 380 فولت، مما يؤدي إلى بدء دائرة حماية الجهد الزائد. استبدل مصدر الطاقة 220 فولت وأعد تشغيل الجهاز. 2. مصدر الطاقة 220 فولت غير مستقر (خط الإدخال رفيع جدًا وطويل جدًا) أو أن خط الإدخال متصل بالشبكة، مما يؤدي إلى بدء تشغيل دائرة حماية الجهد الزائد. سوف تختفي هذه الظاهرة خلال 2-3 دقائق عن طريق زيادة قطر سلك مدخلات شبكة الطاقة أو تقوية عقدة الإدخال. وعندما يعود إلى وضعه الطبيعي، أعد تشغيله. 3. يؤدي تشغيل وإيقاف مفتاح الطاقة بشكل مستمر لفترة قصيرة إلى بدء تشغيل دائرة الحماية من الجهد الزائد. قم بإيقاف تشغيل مفتاح الطاقة وانتظر لمدة 2-3 دقائق قبل إعادة التشغيل. 4. السلك بين المفتاح ولوحة الطاقة مفكوك. تشديده. 5. الدائرة الرئيسية 24 فولت مرحل على لوحة إمداد الطاقة غير مغلقة أو تالفة. تحقق من مصدر الطاقة 24 فولت والمرحل. في حالة تلف المرحل، يمكنك استبداله بقواطع أخرى من نفس الطراز. |
| مؤشر مفتاح الطاقة قيد التشغيل، لكن المروحة لا تدور أو تدور عدة مرات وتتوقف عن الدوران، ولا يوجد خرج لحام. | 1. إن استخدام مقياس متعدد لقياس الجهد الموجب والسالب للمكون الإضافي VH-07 من لوحة إمداد الطاقة إلى لوحة MOS يبلغ حوالي DC308V. • ما إذا كان سلك توصيل جسر السيليكون مفصولاً، وما إذا كان الاتصال ضعيفًا. • قد تتسرب المكثفات الإلكتروليتية الكبيرة الموجودة على لوحة إمداد الطاقة. استبدلها. 2. يحتوي مصدر الطاقة الإضافي الموجود على لوحة MOS على ضوء مؤشر أخضر. إذا كان الضوء مطفأ، فهذا يعني أن مصدر الطاقة الإضافي لا يعمل. العثور على نقطة الخطأ. 3. تحقق من سوء الاتصال لمختلف أسلاك التوصيل في الجهاز. 4. يجب اكتشاف مشاكل دائرة التحكم في الوقت المناسب أو الاتصال بالموزعين. 5. سلك التحكم الموجود على مسدس اللحام مكسور. |
| ضوء المؤشر غير الطبيعي ليس قيد التشغيل. هناك صوت "حفيفة" تفريغ عالي التردد، ولا يوجد خرج لحام. | 1. كابل الشعلة مكسور. 2. السلك الأرضي مكسور أو غير متصل بقطعة اللحام. 3. الاتصال بين محطة الإخراج الإيجابية أو محطة إخراج الغاز لشعلة اللحام والآلة فضفاضة. |
| ضوء المؤشر غير الطبيعي لا يضيء. لا يوجد صوت حفيف للتفريغ عالي التردد، ويمكن بدء اللحام القوسي. | 1. السلك الأساسي لمحول الإشعال القوسي على اتصال ضعيف بلوحة الطاقة. تشديده. 2. قد يكون طرف شعلة اللحام TIG مؤكسدًا أو أن الفوهة بعيدة عن قطعة العمل. العلاج: قم بإزالة طبقة الأكسيد من قطب الفوهة أو قم بتغيير المسافة بين الفوهة وقطعة العمل إلى 1 مم. 3. مفتاح نقل لحام الأرجون اليدوي تالف. استبدلها. 4. تلف المكونات الفردية لدائرة الإشعال بالقوس عالي التردد. العثور عليها واستبدالها. |
| ضوء المؤشر غير الطبيعي قيد التشغيل، ولا يوجد إخراج. | 1. قد يكون أكثر من الحماية الحالية. يرجى إيقاف تشغيل الجهاز وإعادة تشغيله حتى ينطفئ المؤشر غير الطبيعي. 2. قد تكون هناك حماية من الحرارة الزائدة ولا حاجة لإيقاف الآلة. انتظر 2-3 دقائق حتى تعود الآلة إلى وضعها الطبيعي (آلة اللحام بقوس الأرجون النقي لا تحتوي على وظيفة حماية من الحرارة الزائدة). 3. قد تكون دائرة العاكس معيبة، يرجى فصل قابس الطاقة الخاص بالمحول الرئيسي الموجود على لوحة MOS (بالقرب من المكونات الإضافية للمروحة VH-07) وإعادة تشغيله: • إذا ظل المؤشر غير الطبيعي قيد التشغيل، فأوقف تشغيل الجهاز ثم افصل قابس مصدر الطاقة الخاص بمصدر طاقة الإشعال بالقوس عالي التردد (بالقرب من المكون الإضافي للمروحة VH-03) وأعد تشغيله: أ. إذا ظل ضوء المؤشر غير الطبيعي مضاءً، فهذا يعني أن جهاز FET الفردي الموجود على لوحة MOS قد تعرض للتلف. ابحث عن FET من نفس النوع واستبدله. ب. إذا انطفأ المؤشر غير الطبيعي، فهذا يعني أن محول الرفع في دائرة القوس عالية التردد الموجودة على لوحة إمداد الطاقة معطل. استبدلها. • إذا كان المؤشر غير الطبيعي مطفأ: أ. من الممكن أن يكون محول اللوحة الوسطى تالفًا، ويمكن استخدام الجسر لقياس الحث الأولي وقيمة Q للمحول الرئيسي. L=0.9-1.6mH Q>35 قيمة الحث Q صغيرة جدًا ويجب أن تكون استبدال. ب. قد يتم كسر أنبوب المقوم الثانوي للمحول. ابحث عن أنبوب المقوم من نفس النوع واستبدله. قد تكون دائرة ردود الفعل مكسورة. 4. قد تكون دائرة ردود الفعل مكسورة. |
| تيار الخرج غير مستقر أو لا يوجد تحكم في مقياس الجهد أثناء اللحام، والتيار كبير أحيانًا وصغير أحيانًا. | 1. يجب استبدال مقياس الجهد 1K في حالة تلفه. 2. يجب فحص جميع أنواع الاتصال الضعيف، وخاصة الموصلات. |
| يحتوي اللحام القوسي اليدوي على بقع كبيرة ومن الصعب حرق الأقطاب الكهربائية القلوية. | 1. إذا كانت القطبية خاطئة، قم بعكس قطبية السلك الأرضي وسلك المقبض. |
| المروحة لا تدور، ولا يحتوي المقياس الرقمي على شاشة، ولا يوجد مخرج لحام. | 1. تأكد من أن مفتاح الهواء سليم أو مغلق. 2. تأكد من أن شبكة الطاقة المتصلة بكابل الإخراج بها كهرباء. 3. تلف الثرمستور (أربعة) الموجود على لوحة إمداد الطاقة، ويحدث هذا الموقف بشكل عام بسبب فشل مرحل DC24V أو ضعف الاتصال لجهات الاتصال). 4. تعطلت لوحة إمداد الطاقة (اللوحة السفلية) ولا يوجد مخرج جهد DC537V. • جسر السيليكون مفتوح، والاتصال السلكي للمكون الإضافي لجسر السيليكون ضعيف. • احتراق جزء من لوحة الطاقة. • تحقق مما إذا كان سلك التصحيح من مفتاح الهواء إلى لوحة الطاقة، وسلك التصحيح من لوحة الطاقة إلى لوحة MOS (لوحة العاكس) على اتصال جيد. • يوجد خلل في جزء مصدر الطاقة الإضافي بلوحة التحكم. |
| تدور المروحة، ولا يضيء ضوء المؤشر غير الطبيعي. لا يوجد صوت حفيف للتفريغ عالي التردد، ولا يمكن بدء القوس حتى لو تم فركه. | 1. تحقق مما إذا كانت أسلاك التصحيح المختلفة في الجهاز في حالة سيئة. 2. إذا كانت هناك مشكلة في دائرة التحكم، فاكتشف السبب في الوقت المناسب أو اتصل بالموزع. 3. سلك التحكم الموجود على شعلة اللحام مكسور. |
| ضوء المؤشر غير الطبيعي قيد التشغيل ولا يوجد إخراج. | 1. كابل الشعلة مكسور. 2. السلك الأرضي مكسور أو غير متصل بقطعة اللحام. 3. الاتصال بين محطة الإخراج الإيجابية أو محطة إخراج الغاز لشعلة اللحام والآلة فضفاضة. |
| لا يضيء ضوء المؤشر غير الطبيعي. هناك حفيف من التفريغ عالي التردد، ولكن لا يوجد خرج لحام. | 1. السلك الأساسي لمحول الإشعال القوسي على اتصال سيئ بلوحة الإشعال القوسي. تشديده. 2. من الممكن أن يكون طرف شعلة اللحام TIG مؤكسدًا، أو أن الفوهة بعيدة عن قطعة العمل. العلاج: قم بإزالة طبقة الأكسيد من قطب الفوهة، أو قم بتغيير المسافة بين الفوهة وقطعة العمل إلى 1 مم. ويمكن لحام القوس 3. تلف مفتاح نقل اللحام بالأرجون اليدوي. استبدلها. 4. تلف المكونات الفردية لدائرة الإشعال بالقوس عالي التردد. ابحث عنها واستبدلها. |
| ضوء المؤشر غير الطبيعي قيد التشغيل ولا يوجد إخراج. | 1. قد يكون الإفراط في الحماية الحالية. يرجى إيقاف تشغيل الجهاز وإعادة تشغيله بعد إيقاف تشغيل المؤشر غير الطبيعي. 2. قد تكون هناك حماية من الحرارة الزائدة، ويمكن للآلة العودة إلى وضعها الطبيعي دون إيقاف التشغيل لمدة 2-3 دقائق. 3. قد يكون هناك خلل في لوحة الإشعال العاكس أو القوسي: إذا كان عاكسًا مزدوجًا، فافصل قابس سلك إمداد الطاقة من إحدى لوحات العاكس (بالقرب من اللوحة 07 الإضافية) وأعد تشغيلها. ومن ثم، إذا لم يكن المؤشر غير الطبيعي قيد التشغيل، يكون العطل في هذا العاكس، وإلا فإن الخلل في عاكس آخر. بعد ذلك، يمكن لكل من الماكينات ذات العاكس الفردي والعاكس المزدوج استخدام نفس الطريقة لاستكشاف الأخطاء وإصلاحها. • إذا ظل المؤشر غير الطبيعي قيد التشغيل، قم بإيقاف تشغيل وفصل مصدر الطاقة الموجود على لوحة القوس الدليلي (بالقرب من المكونات الإضافية للمروحة VH-03). أعد تشغيله: أ. إذا ظل ضوء المؤشر غير الطبيعي مضاءً، فهذا يعني أن جهاز FET الفردي الموجود على لوحة MOS قد تعرض للتلف. ابحث عن FET من نفس النوع واستبدله. ب. إذا لم يكن المؤشر غير الطبيعي مضيئًا، فالخطأ يكمن في تلف لوحة الإشعال القوسي أو المعزز أو المحول. استبدلها. • قم بتوصيل سلك الطاقة الخاص بالعاكس المعيب، وافصل سلك الطاقة الخاص بالمحول الرئيسي. ومن ثم أعد تشغيل الجهاز. أ. إذا انطفأ المؤشر غير الطبيعي، يكون الخلل في المستوى الأوسط. قد يكون محول الطبقة الوسطى تالفًا، ويمكن استخدام الجسر لقياس الحث الأولي وقيمة Q لكل محول رئيسي. ب. قد يتلف أنبوب المقوم الخاص باللوحة الوسطى بشكل فردي. ابحث عن أنبوب المعدل من نفس النوع واستبدله. 4. قد تكون دائرة ردود الفعل مكسورة. |
| تيار اللحام لا يكفي، والتعديل الحالي خارج نطاق السيطرة. | 1. الخط الثانوي طويل جدًا أو رفيع جدًا، قم بتقصير الخط الثانوي قدر الإمكان أو قم بزيادة مساحة مقطعه. 2. إذا كان هناك جهاز تحكم عن بعد، فقد يكون في حالة التحكم عن بعد. 3. من الممكن أيضًا أن يكون مقياس الجهد المنظم الحالي تالفًا. |
خاتمة
في الختام، يوفر دليل اللحام VEVOR معلومات شاملة عن احتياطات السلامة وتقنيات اللحام الاحترافية المطلوبة للحام الناجح باستخدام آلات اللحام VEVOR. باتباع الدليل، يمكنك ضمان سلامتك، ومنع وقوع الحوادث، وتحقيق نتائج لحام عالية الجودة.
يمكن أن تساعدك البيانات الفنية المتوفرة في الدليل أيضًا على فهم مواصفات كل طراز من نماذج ماكينة اللحام VEVOR، مما يتيح لك اختيار النموذج المناسب لاحتياجات اللحام الخاصة بك. تذكر دائمًا اتباع إرشادات السلامة واتخاذ الاحتياطات اللازمة أثناء استخدام ماكينة لحام VEVOR لضمان تجربة لحام آمنة وفعالة.



