




فتح إمكانات كاملة من الخاص بك ماكينة CNC راوتر VEVOR مع دليل المنتج الشامل الخاص بنا. تم تصميم هذا الدليل خصيصًا لمجموعة ماكينة النقش والطحن على الخشب 60 وات ذات التحكم GRBL بثلاثة محاور، ويغطي كل ما تحتاج إلى معرفته للإعداد الفعال والتحسين واستكشاف الأخطاء وإصلاحها. مع مساحة عمل تبلغ 3 × 300 × 200 مم (60 × 11.8 × 7.87 بوصة) وسرعة 2.36 دورة في الدقيقة، يضمن لك هذا الدليل العمل بدقة على مواد مثل الخشب والأكريليك والألواح الليفية متوسطة الكثافة والبولي فينيل كلوريد والبلاستيك والرغوة والفينيل.
يرشدك هذا الدليل المفصل خطوة بخطوة إلى كيفية تجميع وتكوين جهاز التوجيه CNC الخاص بك. يتضمن نصائح لتحسين الأداء ونصائح شاملة لاستكشاف الأخطاء وإصلاحها. يضمن تصميم الدليل سهل الاستخدام سهولة التعامل مع عملية الإعداد حتى للمبتدئين. في الوقت نفسه، سيجد المستخدمون المتقدمون معلومات قيّمة لتحسين إمكانيات أجهزتهم.
بفضل الرسوم البيانية الواضحة والشروحات التفصيلية والنصائح العملية، يعد دليل المنتج الخاص بنا موردًا لا غنى عنه لأي شخص يتطلع إلى تحقيق أقصى استفادة من ماكينة التوجيه CNC VEVOR. قم بتنزيله الآن لضمان تشغيل آلتك بسلاسة وكفاءة، مما يزيد من استثمارك ويعزز مشاريعك الحرفية.
دليل مستخدم آلة التوجيه CNC
فئة الساعة :: S3020
تعليمات أمنية هامة
تحذير:لتقليل خطر الحروق أو الصعق بالكهرباء أو إصابة الأشخاص!
تحتاج المسائل إلى عناية
تحذير
- يرجى ارتداء نظارات واقية عند استخدام الجهاز. في حال حدوث ألم في عينيك.
- قبل استبدال الأداة، يرجى فصل مصدر الطاقة الخاص بالجهاز لتجنب الحوادث.
- افصل المقبس عند عدم الاستخدام، وقبل استبدال الأجزاء، وصيانة الجهاز.
- افصل التيار الكهربائي عند تجميع وتفكيك الوحدة.
- من الضروري المراقبة الدقيقة عند استخدام أي جهاز بالقرب من الأطفال.
- لا تجبر الوحدة على التشغيل بضغط زائد لتجنب تشويش ماكينة التوجيه CNC.
- لا تغمر الأسلاك أو الآلات في الماء، حيث يمكن أن يؤدي ذلك إلى حدوث صدمة كهربائية.
- لا يُقصد استخدام هذا الجهاز من قبل الأشخاص (بما في ذلك الأطفال) ذوي القدرات البدنية أو الحسية أو العقلية المحدودة أو الذين يفتقرون إلى الخبرة والمعرفة ما لم يتم الإشراف عليهم أو إعطاؤهم تعليمات فيما يتعلق باستخدام الجهاز من قبل شخص مسؤول عن سلامتهم.
- يجب مراقبة الأطفال للتأكد من أنهم لا يلعبون بالجهاز.
- في حال تلف سلك الطاقة أو القابس، يجب استبداله من قبل الشركة المصنعة أو وكيل الصيانة التابع لها أو أي شخص مؤهل لتجنب أي خطر. أو لا تشغّل هذا الجهاز. يُرجى إعادته إلى المتجر للصيانة أو الإصلاح بواسطة فني صيانة متخصص.
وفر هذه التعليمات
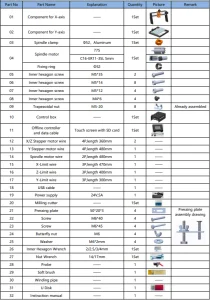
قائمة أجزاء آلة التوجيه CNC
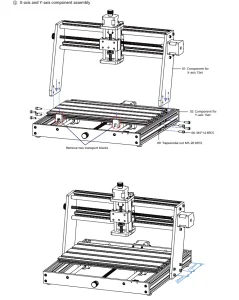
تجميع آلة التوجيه CNC
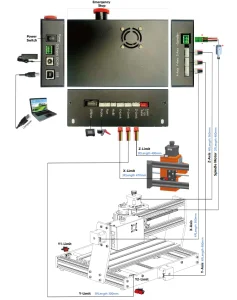
تعليمات للمنافذ الموجودة في صندوق التحكم
برنامج الشموع
كاندل هو تطبيق واجهة مستخدم رسومية لآلات CNC القائمة على GRBL، مزود بمُصوِّر G-Code. وهو برنامج مفتوح المصدر مناسب لمعالجة أدوات آلات CNC. يدعم كاندل معالجة ملفات G-Code ووظائف العرض المرئي.
- التحكم في آلة CNC المعتمدة على GRBL عبر أوامر وحدة التحكم والأزرار الموجودة على النموذج ولوحة الأرقام.
- مراقبة حالة آلة CNC.
- قم بتحميل ملفات G-code وتحريرها وحفظها وإرسالها إلى آلة CNC.
- تصور ملفات G-code.
المحافظة
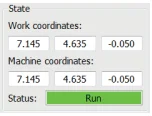
إحداثيات العمل:
يمثل إحداثيات X وY وZ المحلية الحالية لجهاز CNC.
إحداثيات الآلة:
يمثل إحداثيات الآلة المطلقة الحالية X وY وZ.
واحدة من حالات CNC التالية:
- خامل – انتظار أمر G-code قيد التشغيل – تشغيل أمر G-code
- الصفحة الرئيسية – يتم تنفيذ دورة العودة إلى الوطن
- التحقق - تم تشغيل وضع التحقق من أمر G-code
- تعليق – تم إيقافه مؤقتًا بواسطة أمر "!"، ويجب إعادة تشغيله بواسطة أمر "~"
- إنذار - لا يعرف CNC مكانه ويحظر جميع أوامر G-code
السيطرة

برنامج باستخدام الخطوات
تثبيت برنامج التشغيل
عند الاستخدام لأول مرة، يرجى توصيل الجهاز بالكمبيوتر عبر كابل USB، ثم انقر فوق ملف CH341SER.exe في مجلد برنامج التشغيل لتثبيت برنامج التشغيل.
في الظروف العادية، يقوم نظام Windows 10 تلقائيًا بالتعرف على برنامج التشغيل وتثبيته. أما بالنسبة لأنظمة Windows 7 وWin8، فيُرجى تثبيته يدويًا.
ضبط المنفذ والاتصال.
بعد تثبيت التعريف، افتح مدير الأجهزة في الكمبيوتر وانقر على خيار المنفذ لرؤية المحتوى داخل المربع الأحمر على الشاشة كما هو موضح في الشكل أدناه (معلومات المنفذ موجودة بين قوسين).
تذكر معلومات المنفذ التي تم الاستعلام عنها أعلاه، وانتقل إلى واجهة برنامج Candle، وانقر على خيار "الإعدادات" في الزاوية اليسرى العليا.
ستظهر نافذة الإعدادات عند اختيار الإعداد. ضمن "الاتصال"، حدد اسم المنفذ الذي استفسرت عنه، وحدد معدل الباود 115200، ثم انقر على "موافق" لإكمال الإعدادات.

اتصال كامل
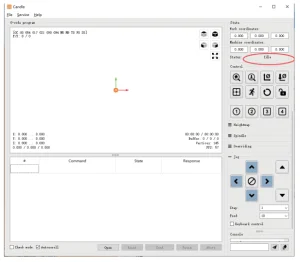
بعد ضبط المنفذ ومعدل البود، انقر على "إنهاء". سيظهر في شريط الحالة أعلى يمين واجهة Candle حالة "خامل". في الوقت نفسه، ستعرض وحدة التحكم أسفل اليمين المعلومات أدناه، مما يشير إلى نجاح إنشاء الاتصال.
معالجة المستندات
انقر على خيار "ملف" أعلى الشمعة، ثم انقر على "جديد" لإنشاء G-Code. في شريط الأوامر أسفل الواجهة، انقر على "فتح" لاختيار ملف G-Code المراد استيراده. بعد الاستيراد، سيظهر في منتصف الواجهة رسم بياني مرئي يتكون من مسارات أدوات (موضع الرسم البياني على شكل قلم في الرسم البياني هو موضع الأداة الحالي).
اضغط باستمرار على زر الماوس الأيسر في نافذة التصور لتدوير الرسم البياني، وعلى الزر الأيمن لتحريكه. الرسومات، يمكنك تكبيرها وتصغيرها بتمرير العجلة الوسطى. في الوقت نفسه، سيظهر محتوى G-Code في شريط الأوامر السفلي.
سيتم تشغيل الجهاز واحدًا تلو الآخر أثناء المعالجة وفقًا لأوامر G-Code.

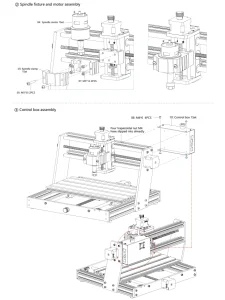
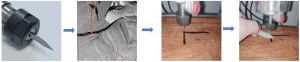
تركيب التركيبات والأدوات وضبط إحداثيات العمل الأصلية
التركيبات في طقم المنتج غير مُجمّعة. هناك أربع مجموعات إجمالاً. يظهر شكل التركيبات المُجمّعة واستخداماتها في الأشكال الصحيحة. قبل تشغيل برنامج G code، يجب تحديد موضع شكل النقش بالنسبة للوحة النقش الكلية.
يوجد نظام إحداثيات ثلاثي المحاور في الرسومات المرئية. نقطة انطلاق نظام الإحداثيات الثلاثي المحاور هي نقطة ضبط أداة معالجة الرسومات. يمكنك تحريك الأداة لتحديد موضع رسم النقش بالنسبة للوحة النقش الكلية بناءً على موضع هذا المنطلق. شكل النقش في الشكل أدناه مثال على ذلك.

بعد بدء وضع الأداة المحدد، يتم إعادة تعيين المحاور X/Y وZ إلى الصفر (أزرار إعادة تعيين المحاور X/Y وZ إلى الصفر).
قبل العودة إلى الصفر، تأكد من أن الأداة تقترب من مسافة ورقة واحدة للنقش، ثم أعد محوري X/Y وZ إلى الصفر (يرجى استخدام سكين حاد ذي قاعدة مسطحة للنقش، وقاطع طحن أسطواني لقطع الأسطح والفتحات والثقوب). النتيجة هي أن الشكل المنحوت سيُنقش بحيث يكون رأس الشفرة هو نقطة البداية.
يجب تثبيت مشبك ER11 الخاص بمحرك المغزل في الرأس الثابت أولًا ثم تثبيته في مكانه. يُرجى عدم شد المشبك أكثر من اللازم عند تركيب القاطع، كما هو موضح في الشكل الأول أدناه.
ابدأ بالنحت
بعد تحديد موضع النقش، انقر على زر الإرسال أدناه، وسيبدأ الجهاز النقش تلقائيًا. يُظهر شريط الحالة في أعلى اليمين أنه قيد التشغيل. تُظهر نافذة التصور أن الأداة تتحرك على طول مسارها.
عند النقش، يمكنك اختيار زري الإيقاف المؤقت والتوقف أدناه. (بعد الإيقاف المؤقت، انقر مجددًا لمواصلة النقش السابق. بعد الانتهاء، انقر على "إرسال" لبدء المعالجة من البداية.)
تمت المعالجة
بعد المعالجة، تظهر نافذة التصور مطالبة بإكمال عملية النقش وتحديد الوقت المطلوب للنحت.

وحدة تحكم غير متصلة بالإنترنت (اختياري)
ملاحظاتلا يمكن لوحدة التحكم غير المتصلة بالإنترنت والكمبيوتر الاتصال بآلة النقش في نفس الوقت. يُرجى التأكد من فصل كابل USB بين الآلة والكمبيوتر عند استخدام وحدة التحكم غير المتصلة بالإنترنت.
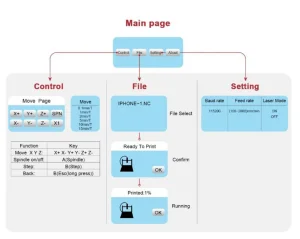
الصفحة الرئيسية
Y-: يمين Y+: يسار Z+: أرسل $X إلى اللوحة الأم GRBL لفتحها.
موافق/SPN: زر التأكيد.
صفحة التحكم
حرّك كل محور يدويًا إلى الموضع المطلوب. X+: يتحرك المحور X في الاتجاه الصحيح، ويتحرك المحور X- في الاتجاه المعاكس. Y+: يتحرك المحور Y للأمام، بينما يتحرك المحور Y- في الاتجاه المعاكس. Z+: يتحرك المحور Z لأعلى، بينما يتحرك المحور Z- في الاتجاه المعاكس.
موافق/SPN: مفتاح اختبار المغزل، اضغط لفتح المغزل (يظهر SPN باللون الرمادي على الشاشة)، ثم اضغط مجددًا لإغلاق المغزل (يعود SPN إلى وضعه الطبيعي على الشاشة). اضغط مطولًا للدخول إلى صفحة تغيير سرعة المغزل.
في هذه الصفحة، Y+/Y— هي سرعة المغزل العالية/المنخفضة. اضغط مطولاً على OK/SPN للخروج من صفحة تغيير سرعة المغزل.
الخروج/STP:
وظيفة شنومكس: اضغط على زر كل محور في XYZ لتغيير مسافة الحركة بمقدار 0.1، 1، 5، 10 دورات في كل مرة.
وظيفة شنومكس: اضغط مع الاستمرار لمدة ثانيتين تقريبًا للخروج.
صفحة الملف
قائمة الملفات: اختر الملف المراد نقشه. تشمل مستندات الدعم: NC، NCC، TAP، TXT، Gcode، GCO، NL، CUT، CNC. Y+: لأعلى، Y-: لأسفل
موافق/SPN: تأكيد الاختيار والدخول إلى صفحة نقش التأكيد.
تأكيد صفحة النقش
تأكد من أن ملف النقش يبدأ بدون أخطاء.
OK/SPN: تبدأ عملية التأكيد، وتصبح كلمة جاهز للطباعة هي نسبة عرض التقدم، ويتم إرجاع صفحة تحديد الملف بعد اكتمال عملية النقش.
صفحة الإعدادات:
X+/X-: تغيير معدل البود؛ Y+/Y-: تغيير معدل التغذية بمقدار ±100/نقرة؛ Z+/Z-: تغيير معدل التغذية بمقدار ±10/نقرة؛ OK/SPN: تغيير وضع الليزر تشغيل/إيقاف
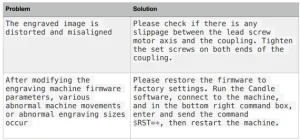
استعادة إعدادات المصنع
إذا كانت الحركة الميكانيكية للآلة سلسة، ولكن حركة النقش تبدو عالقة، أو لا يتحرك المحرك المتدرج، فيرجى محاولة استعادة إعدادات المصنع للوحة الرئيسية.
الطريقة: قم بتشغيل برنامج Candle، وأرسل الأمر $RST=* إلى الجهاز، ثم أعد تشغيل الجهاز.
دليل إصلاح آلة التوجيه CNC

الموصى بها لمشروعك
ماكينة CNC راوتر VEVOR، 60 واط، 3 محاور تحكم GRBL يدوي




المراجعات
لا توجد تقييمات بعد.